جدول المحتويات
آلة درفلة الصفائح المعدنية ذات الأربع بكرات هي جهاز شائع الاستخدام لمعالجة بكرات ثني الصفائح المعدنية. يمكنها تنفيذ درفلة الصفائح قبل الثني والتشكيل، وهي مناسبة بشكل خاص للصفائح المتوسطة والسميكة ومعالجة الدرفلة عالية الدقة.
بالمقارنة مع آلة لف الصفائح بثلاث أسطواناتتتميز آلة لف الألواح ذات الأربع أسطوانات بمزايا الدرجة العالية من الأتمتة والتشغيل البسيط والحافة المستقيمة المتبقية الصغيرة.
1. ما هي آلة لف الصفائح ذات الأربع أسطوانات؟

تعريف:
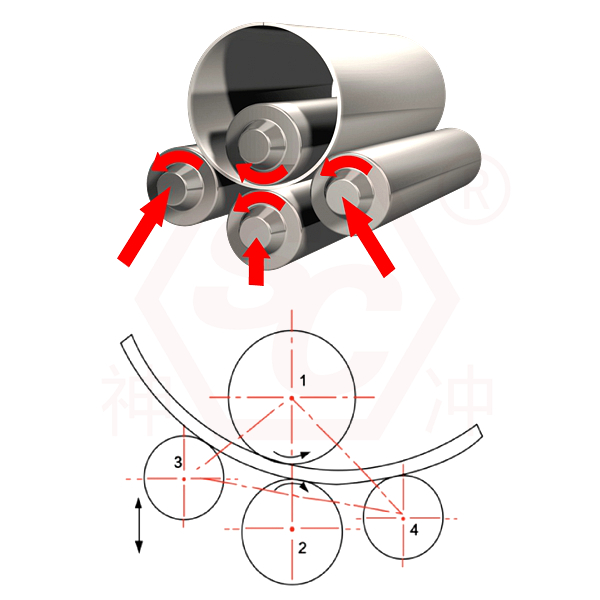
آلة ثني الصفائح بأربع بكرات هي جهاز يُثبّت الصفائح، ويُثنيها مُسبقًا، ويُدحرجها من خلال حركة مُنسّقة لأربع بكرات (بكرة علوية، وبكرة سفلية، وبكرتان جانبيتان). يُمكنها إتمام الثني المُسبق المُتناظر، ولفّ الصفائح بشكل دائري كامل في آنٍ واحد.
آلة درفلة الصفائح ذات الأربع بكرات هي معدة ميكانيكية تُستخدم لدرفلة الصفائح المعدنية إلى أشكال أسطوانية أو قوسية أو غيرها. تُستخدم على نطاق واسع في أوعية الضغط، وطاقة الرياح، وبناء السفن، والبتروكيماويات، وتصنيع الغلايات، وغيرها من الصناعات.
وصف موجز لمبدأ العمل:
- تثبيت اللوحة: تقوم الأسطوانة العلوية والأسطوانة السفلية بتثبيت اللوحة.
- الانحناء المسبق: عن طريق رفع الأسطوانة الجانبية على جانب واحد، يتم الضغط على أحد طرفي اللوحة لأعلى لتحقيق الانحناء المسبق (تقليل الحواف المستقيمة).
- التدحرج: تتحرك الأسطوانات بالتنسيق، وتخضع اللوحة لتشوه بلاستيكي مستمر تحت دعم ثلاث نقاط، وأخيراً تتدحرج إلى الانحناء المطلوب.
- التفريغ: يتم تفريغ قطعة العمل المشكلة من خلال جهاز مساعد أو آلية قلب الأسطوانة العلوية.
2. التركيب الهيكلي لآلة درفلة الصفائح ذات الأربع أسطوانات
يُعد الهيكل الأساسي لآلة ثني الألواح ذات الأربع بكرات أساسًا لوظائفها التلقائية في الثني المسبق واللف والتقريب. مقارنةً بآلة ثني الألواح ذات الثلاث بكرات، تتميز آلة ثني الألواح ذات الأربع بكرات بأسطوانة مساعدة إضافية (الأسطوانة الجانبية الثانية)، مما يُحسّن بشكل كبير من كفاءة المعالجة ودقة اللف. فيما يلي المكونات الهيكلية الرئيسية والوصف الوظيفي لآلة ثني الألواح ذات الأربع بكرات.
1) الأسطوانة العلوية (الأسطوانة العاملة العلوية)
موضع:
تقع في الجزء العلوي من وسط الإطار.
وظيفة:
تعمل الأسطوانة النشطة على تحريك اللوحة للدوران عبر نظام القيادة.
يطبق قوة الانحناء الرئيسية نحو الأسفل على اللوحة.
سمات:
يتم تشغيلها عادةً بالكهرباء، ولها أكبر قطر، ويمكن رفعها وخفضها عموديًا بشكل مناسب.
2) الأسطوانة السفلية (الأسطوانة العاملة السفلية)
موضع:
تقع في الأسفل، بالتوازي مع الأسطوانة العلوية.
وظيفة:
باعتبارها بكرة مدفوعة، فإنها تلعب دور تثبيت اللوحة.
يمكن التحرك لأعلى ولأسفل لضبط قوة التثبيت.
سمات:
أحيانًا تُستخدم أيضًا كأسطوانة قيادة. تُستخدم لتثبيت وضبط الوضع الأولي للصفيحة باستخدام الأسطوانة العلوية.
3) بكرات يسارية ويمنى (بكرات جانبية)
موضع:
على جانبي الأسطوانات العلوية والسفلية، بالقرب من الأسطوانة السفلية.
وظيفة:
تحقيق وظيفة الانحناء المسبق.
التحكم في مسار الانحناء ونصف قطر تشكيل اللوحة.
سمات:
يمكن رفعها أو تأرجحها بشكل فردي، ويتم التحكم فيها عادةً بواسطة نظام هيدروليكي.
يمكن التحكم في مسار حركتها بطريقة برمجة لتحقيق دوران أشكال مختلفة (أسطوانات، مخاريط، إلخ).
4) جهاز القيادة الرئيسي
- عادة ما يكون محرك + مخفض.
- يقوم بتحريك الأسطوانة العلوية (أو الأسطوانات العلوية والسفلية) بشكل مباشر لتدوير وتحريك اللوحة.
- ضمان سرعة خطية ثابتة بين الأسطوانات لتحسين دقة التدحرج.
5) النظام الهيدروليكي
- يتحكم في الرفع والحركة الجانبية للأسطوانة السفلية والأسطوانات الجانبية.
- يوفر التحكم في الضغط أثناء التدحرج.
- تتضمن عادةً الأسطوانات الهيدروليكية والمضخات الهيدروليكية ومجموعات صمامات التحكم وخزانات الزيت وما إلى ذلك.
6) إطار الآلة
- يدعم هيكل المعدات بأكمله.
- ضمان دقة موضع الأسطوانة والصلابة الشاملة للمعدات.
- مصنوعة من هياكل فولاذية ملحومة ثقيلة أو مصبوبة لضمان مقاومة قوية للحمل.
7) نظام التحكم CNC
- يستخدم لتشغيل حركة الأجزاء المختلفة من آلة لف الصفائح وتعيين المعلمات.
- عادة ما تكون مجهزة بـ PLC وشاشة تعمل باللمس وواجهة الإنسان والآلة (HMI).
- يحقق التحكم الآلي ويدعم عمليات التدحرج متعددة الأجزاء.
8) جهاز مساعد (اختياري)
- جهاز التغذية: مثل منصة التحميل الهيدروليكية.
- جهاز التفريغ: مثل إطار الدعم، وجهاز تحويل الأسطوانة.
- أجهزة السلامة: زر التوقف في حالات الطوارئ، الغطاء الواقي، نظام الكشف عن الإزاحة، وما إلى ذلك.
3. مبدأ عمل آلات ثني الصفائح ذات الأربع أسطوانات

آلة درفلة الصفائح ذات الأربع بكرات هي معدة متطورة لتشكيل الصفائح. يعتمد مبدأ عملها على إحداث تشوه بلاستيكي للصفائح تحت تأثير الضغط الميكانيكي والهيدروليكي من خلال الحركة المنسقة لأربع بكرات عاملة (أسطوانة علوية، أسطوانة سفلية، أسطوانة يسارية، أسطوانة يمينية)، مما يحقق ثنيًا أوليًا تلقائيًا ودحرجة دقيقة. فيما يلي تحليل مفصل لمبدأ عملها من حيث الهيكل، والعملية، والقوة، والتحكم، إلخ.
1) التغذية بالورق
- يتم تغذية الورقة من الجانب أو الأمام من خلال منصة التغذية.
- بعد محاذاة المركز، يتم تثبيته ووضعه بواسطة الأسطوانات العلوية والسفلية.
2) تثبيت الصفائح
- ترتفع الأسطوانة السفلية وتضغط على الورقة بإحكام أسفل الأسطوانة العلوية.
- تم تشكيل حالة التثبيت الأولية وهي جاهزة للدحرجة.
3) ثني الورقة مسبقًا (إزالة الحواف المستقيمة المتبقية)
- ارفع الأسطوانة الجانبية على أحد الجانبين (مثل الأسطوانة اليسرى).
- يتم رفع أحد طرفي الورقة لأعلى، مما يشكل قوة ثلاثية النقاط مع الأسطوانات العلوية والسفلية، مما يتسبب في ثنيها جزئيًا (ثني مسبق).
- تدور الورقة وتكرر العملية على الطرف الآخر لتحقيق الانحناء المسبق في كلا الطرفين.
- تؤدي هذه الطريقة إلى تقليل الحواف المستقيمة المتبقية بشكل كبير وتحسين جودة التشكيل.
4) لف الورق
- يتم رفع الأسطوانات الجانبية تدريجيًا (التحكم في الانحناء القابل للبرمجة).
- يتم لف الورقة بشكل مستمر في شكل قوس أو أسطوانة في وضع الانحناء ثلاثي النقاط.
- تستمر أسطوانة القيادة في دفع الورقة للأمام بشكل مستمر لتشكيل مقطع عرضي دائري كامل.
5) تفريغ الورقة
- بعد الانتهاء من عملية التدحرج، يمكن قلب الأسطوانة العلوية أو تحريكها جانبياً.
- يتم تفريغ قطعة العمل المشكلة بواسطة آليات مساعدة هيدروليكية أو ميكانيكية.
- يمكنك الانتقال مباشرة إلى عملية اللحام أو التقريب التالية.
4. تحليل القوة لدرفلة الصفائح ذات الأربع بكرات
يُعد تحليل قوة آلة درفلة الصفائح رباعية الأسطوانات أساسًا لفهم آلية الدرفلة والتحكم في الدقة وتحسين عملية التشكيل. وتتمثل ميزة هيكل الأسطوانة الرباعية من حيث القوة في قدرته على تشكيل نظام ثني ثلاثي النقاط أكثر مثالية، والتحكم بفعالية في عملية تشوه الصفائح، وتحسين جودة الثني المسبق والدرفلة.
1) نقاط الضغط الرئيسية لآلة لف الألواح ذات الأربع أسطوانات
أثناء عملية الدرفلة، تتعرض اللوحة بشكل أساسي للقوى التالية:
- ضغط الأسطوانة العلوية: يطبق قوة الانحناء الرئيسية على اللوحة لجعلها منحنية بشكل بلاستيكي.
- قوة دعم الأسطوانة السفلية: تثبت اللوحة بالأسطوانة العلوية، وتوفر الدعم والنقل في نفس الوقت.
- ضغط الجزء العلوي من الأسطوانة الجانبية: يتحكم في دقة الانحناء والشكل أثناء الانحناء المسبق واللف.
- الاحتكاك: يأتي من الاحتكاك بين الأسطوانة العلوية/السفلية واللوحة، والذي يستخدم لدفع اللوحة للتحرك.
- قوة ارتداد اللوحة: قوة الاسترداد المرنة للوحة بعد الانحناء، وهي عامل مهم يؤثر على الدقة.
2) تحليل مرحلة عملية القوة
مرحلة التثبيت الأولية:
- يتم وضع اللوحة بين البكرتين العلوية والسفلية.
- ترتفع الأسطوانة السفلية وتطبق الضغط، مما يشكل قوة تثبيت مع الأسطوانة العلوية، مما يؤدي إلى توليد ضغط طبيعي.
- يتحكم الاحتكاك بين الأسطوانات العلوية/السفلية في حركة اللوحة.
مرحلة ما قبل الانحناء:
- ترتفع بكرة جانبية واحدة، لتشكل قوة ثلاثية النقاط مع البكرات العلوية والسفلية.
- يتم ثني نهاية اللوحة، ويتم تشكيل منطقة تشوه بلاستيكية محليًا.
- يتم إنشاء عزم الانحناء أسفل المحور الأوسط لسمك اللوحة، مما يشكل توزيعًا غير متماثل للإجهاد.
مرحلة التدحرج:
- يتم تطبيق القوة على اللوحة بين ثلاث نقاط ارتكاز (الأسطوانة العلوية + اثنتين من البكرات الجانبية).
- يتم ضغطه وثنيه أثناء التحرك للأمام بشكل مستمر، مما يشكل منحنى مستمر.
- يتم تحديد نصف قطر الانحناء من خلال موضع الأسطوانات الجانبية، ويجب أن يكون توزيع الضغط موحدًا.
أثناء عملية الانحناء، تكون حالة الإجهاد داخل اللوحة هي:
- السطح العلوي قابل للشد، والإجهاد إيجابي.
- السطح السفلي مضغوط، والضغط سلبي.
- يكون الضغط على المحور المحايد صفرًا، ويحدث الانحناء ولكن لا يحدث استطالة.
3) مزايا القوة للهيكل رباعي الأسطوانات
عناصر المقارنة | آلة لف الصفائح بثلاث أسطوانات | آلة لف الصفائح بأربع أسطوانات (المزايا) |
نقطة الدعم | 2 جانب + 1 مركز | هيكل تشكيلي حقيقي من ثلاث نقاط |
استقرار الصفيحة | اللوحة سهلة الانزلاق | تثبيت وربط اللوحة المستقرة |
دقة التدحرج | عام | عالية (ضبط عزم الانحناء القابل للتحكم) |
القدرة على الانحناء المسبق | ضعيف | قوي (يدعم الهيكل الانحناء المسبق الإيجابي والسلبي) |
التحكم في الارتداد | من الصعب التحكم فيه بدقة | تعويض قابل للبرمجة + تعديل ديناميكي |
5. طريقة التحكم في التدحرج
مع تطور التكنولوجيا، انتقلت آلات درفلة الصفائح تدريجيًا من نظام التحكم اليدوي/الهيدروليكي التقليدي إلى أنظمة التحكم الرقمي الإلكتروني (NC) والتحكم الرقمي الحاسوبي (CNC)، محققةً بذلك مستوىً أعلى من التصنيع الذكي. إن طريقة التحكم في درفلة آلات درفلة الصفائح ذات الأربع أسطوانات هي التي تحدد دقة التشكيل وكفاءة التشغيل ومستوى الأتمتة.
1) التحكم في موضع الأسطوانة (التحكم في الإزاحة)
- التحكم في إزاحة الرفع والخفض للأسطوانة العلوية، والأسطوانة السفلية، والبكرات الجانبية اليمنى واليسرى
- تحديد نصف قطر الانحناء ومنطقة الضغط للوحة أثناء عملية التشكيل
- عادةً ما يتم إكمال التحكم في الحلقة المغلقة بواسطة صمام التناسب الهيدروليكي + مستشعر الإزاحة
2) التحكم في مسار التدحرج
- التحكم في مسار حركة الأسطوانة الجانبية (الخط المائل، المنحني)
- تحقيق أشكال معقدة (مثل الأسطوانات المخروطية) أو التدحرج القوسي متعدد الأجزاء
- يتم عادةً برمجة المسار مسبقًا بواسطة نظام CNC
3) التحكم في المشبك
- التحكم في ضغط تثبيت الأسطوانات العلوية والسفلية على اللوحة
- تأكد من عدم انزلاق اللوحة أثناء الدوران
- مطابقة للمواد المختلفة التعديل الديناميكي للجودة والسمك
4) التحكم في القيادة (ضبط السرعة)
- التحكم في سرعة دوران الأسطوانة لتحقيق تغذية سلسة
- يمكن لنظام التحكم المتقدم ضبط التسارع والتباطؤ أثناء عملية الدرفلة
- من المهم منع تمزق المواد أو الضغط الزائد أو تلف السطح
5) التحكم المبرمج (المنطق التلقائي)
يتم ضبط خطوات التدحرج المتعددة مسبقًا في نظام التحكم:
- وضع اللوحة
- التثبيت التلقائي
- ثني الطرف الأول مسبقًا
- دوران اللوحة
- ثني الطرف الثاني مسبقًا
- دورة كاملة
- التفريغ، الخ.
كل ما يحتاجه المستخدمون هو إدخال معلمات مثل سمك اللوحة والمادة وقطر الأسطوانة، ويقوم النظام تلقائيًا بضبط موضع وحركة كل بكرة.
6. تحليل مزايا آلة لف الصفائح ذات الأربع أسطوانات
تُستخدم آلة درفلة الصفائح المعدنية رباعية الأسطوانات على نطاق واسع في صناعة تشكيل الصفائح المعدنية الحديثة، ويرجع ذلك أساسًا إلى مزاياها العديدة في هيكلها ونظام التحكم. وبالمقارنة مع المعدات التقليدية، مثل آلة درفلة الصفائح ثلاثية الأسطوانات وآلة درفلة الصفائح المتماثلة، تتميز آلة درفلة الصفائح رباعية الأسطوانات بمزايا واضحة من حيث الدقة والكفاءة وسهولة التشغيل.
1) المزايا الهيكلية لآلة لف الصفائح ذات الأربع أسطوانات
- تصميم هيكلي رباعي الأسطوانات: بكرة علوية نشطة + تثبيت بكرة سفلية + تعديل مزدوج للأسطوانة، هيكل أكثر ثباتًا. يدعم اللف المتماثل والثني المسبق غير المتماثل.
- اللوحة الثابتة ذات الأسطوانة السفلية: اللوحة تكون دائمًا على الأسطوانة الثابتة، وليس من السهل انزلاقها، وسهلة الوضع والتحكم في الدقة.
- لا حاجة لقلب اللوحة: على عكس آلة الثلاث أسطوانات، تتم معالجة اللوحة دائمًا على نفس الجانب أثناء عملية الدرفلة بأكملها، دون الدوران.
2) مزايا العملية والتشغيل
- التشكيل لمرة واحدة: يمكن إكمال الانحناء المسبق + الدرفلة في نفس دورة العملية، مما يقلل من الأخطاء اليدوية وأخطاء التموضع.
- قدرة قوية على الانحناء المسبق في كلا الطرفين: يمكن رفع وخفض بكرات الجانب الأيسر والأيمن على التوالي، ويمكنها إجراء ثني مسبق دقيق بشكل مستقل في كلا الطرفين (لا توجد حواف مستقيمة تقريبًا).
- التكيف مع الدوران المخروطي: يمكن تعديل مسار الأسطوانة الجانبية بشكل برمجي، وهو مناسب للهياكل غير الدائرية مثل الأسطوانات المخروطية والأشكال البيضاوية.
- سهولة التشغيل: معظم آلات لف الألواح ذات الأربع أسطوانات مجهزة بأنظمة CNC (NC/CNC)، ويحتاج المستخدمون فقط إلى إدخال المعلمات للتشغيل.
- تتكيف مع مجموعة واسعة من سماكات الألواح: يمكن لف ألواح معدنية مختلفة بسماكات تتراوح من 1 مم إلى أكثر من 100 مم (حسب الطراز).
- متطلبات مشغل أقل: بالمقارنة مع آلة لف اللوحة ذات الثلاث أسطوانات، فهي تعتمد على التكنولوجيا بشكل منخفض، ومن السهل على المبتدئين البدء فيها، وهي أكثر أمانًا.
3) مزايا تشكيل الجودة
- استدارة أعلى: دقة التحكم في القوة متعددة النقاط عالية، والاستدارة والأسطوانية للتشكيل المدلفن أفضل من تلك الموجودة في الأسطوانة الثلاثية.
- تحكم جيد في الارتداد: يمكن التحكم في قوة الأسطوانة الجانبية بشكل مستمر، مما يقلل من الارتداد المرن ويحسن دقة التدحرج.
- جودة سطح جيدة: اللوحة ليست سهلة الانزلاق، ولا تحتاج إلى قلبها، ويتم تجنب الخدوش والتجاعيد والعيوب الأخرى.
- إرساء الحافة بشكل أكثر دقة: الحافة المستقيمة صغيرة، مما يساعد على اللحام التلقائي اللاحق، وإرساء اللحامات وغيرها من العمليات الدقيقة.
4) كفاءة الإنتاج ومزايا الأتمتة
- نظام التحكم التلقائي بالكامل: يدعم برمجة NC/CNC، ويحتوي على وظيفة تخزين الذاكرة، وهو مناسب للإنتاج الضخم.
- تقليل وقت المعالجة: يتم إكمال جميع الخطوات في موضع واحد، مما يقلل إجمالي وقت المعالجة بمقدار 30%–50%.
- مناسب لخطوط الإنتاج الآلية: يمكنه ربط أنظمة التحميل والتفريغ والروبوتات ومحطات اللحام وغيرها من المعدات.
- دعم المراقبة/التشخيص عن بعد: يمكن توصيل بعض المعدات المتطورة بالإنترنت لتحقيق الوصول إلى إنترنت الأشياء الصناعي (IIoT).
5) مقارنة المزايا النموذجية لآلة لف الصفائح ذات الثلاث أسطوانات
عناصر المقارنة | آلة لف الصفائح بثلاث أسطوانات | آلة لف الصفائح بأربع أسطوانات (المزايا) |
وظيفة الانحناء المسبق | يتطلب تقلبات متعددة وحواف مستقيمة كبيرة | ثني مسبق تلقائي، حافة مستقيمة قصيرة للغاية (≤1.5 مرة سمك اللوحة) |
التمركز والتمركز | يعتمد على الخبرة اليدوية لتحديد المواقع | يتم تثبيت اللوحة على الأسطوانة السفلية وتمركزها تلقائيًا |
كفاءة التدحرج | العديد من العمليات، وانخفاض الكفاءة | يتم إكمال جميع عمليات الدرفلة دفعة واحدة |
قدرة التدحرج المخروطية | القيود الهيكلية تجعل من الصعب تحقيق ذلك | مسار الأسطوانة قابل للتعديل، والتحكم الحر في زاوية المخروط |
صعوبة فنية تشغيلية | عالية، تتطلب عمالة مهرة | واجهة CNC منخفضة وسهلة التدريب |
7. كيفية اختيار آلة لف الألواح ذات الأربع لفات؟
يُعدّ شراء آلة درفلة ألواح بأربع أسطوانات قرارًا استثماريًا هامًا في المعدات، ويرتبط ارتباطًا مباشرًا بكفاءة الإنتاج ودقة المعالجة وقدرة الشركة على التطوير طويل الأمد. فيما يلي "اقتراحات وإرشادات شراء آلة درفلة ألواح بأربع أسطوانات" منهجية وعملية لمساعدتك في الاختيار العلمي وفقًا للاحتياجات الفعلية وتجنب الهدر غير الضروري والمخاطر الخفية.
1) توضيح متطلبات طلبك
قبل اختيار النموذج، يجب أن تكون واضحًا بشأن خصائص قطعة العمل وطرق الإنتاج:
المعلمات الرئيسية | الاعتبارات |
سمك الورقة | نطاق سماكة لوحة المعالجة القصوى/الدنيا (يؤثر على قطر الأسطوانة العلوية والنظام الهيدروليكي) |
عرض الورقة | الحد الأقصى لعرض المعالجة، يحدد متطلبات عرض جسم الماكينة والصلابة |
نوع المادة | الفولاذ الكربوني العادي، والفولاذ المقاوم للصدأ، وسبائك الألومنيوم، والفولاذ المقاوم للتآكل، وما إلى ذلك، تؤثر على الضغط ونصف قطر التشكيل |
الحد الأدنى لقطر اللفة | ما هو الحد الأدنى للقطر الداخلي المطلوب؟ يتضمن سعة الانحناء وترتيب الأسطوانة. |
نوع قطعة العمل | أسطوانة، مخروط، قطع ناقص، أجزاء غير قياسية؟ يؤثر ذلك على نظام التحكم وتصميم مسار الأسطوانة الجانبية. |
حجم الدفعة | تخصيص قطعة واحدة أم دفعة كبيرة؟ حدد ما إذا كنت ترغب في تجهيزها بجهاز CNC أو جهاز تحميل وتفريغ أوتوماتيكي. |
2) توصيات لاختيار المعايير الفنية الرئيسية
- قطر الأسطوانة العلوية: يجب أن يكون كبيرًا بدرجة كافية لتحمل أقصى قوة انحناء وتجنب الانحراف؛ ويتأثر بسمك اللوحة المدلفنة.
- قطر الأسطوانة السفلية والأسطوانة الجانبية: يؤثر على تأثير الثبات والانحناء المستقر، والهيكل المتماثل أفضل.
- ضغط النظام الهيدروليكي: كلما زاد الضغط، زادت قدرة المعالجة، ولكن التكلفة تزيد أيضًا.
- قوة المحرك: تحدد بشكل مباشر قدرة قيادة اللوحة وسرعة المعالجة.
- خطوة الأسطوانة وترتيبها: تحديد جودة التشكيل والحد الأدنى لقطر الأسطوانة. بكرات جانبية لامركزية مناسبة لدرفلة المخروط.
- وضع التحكم: NC مناسب للتطبيقات التقليدية، CNC مناسب للسيناريوهات المعقدة وعالية الدقة.
- مادة هيكل الماكينة: فولاذ مصبوب عالي القوة أو هيكل ملحوم لضمان مقاومة التشوه على المدى الطويل.
3) توصيات العلامة التجارية وما بعد البيع
يعد اختيار الشركة المصنعة الموثوقة والدعم المثالي بعد البيع هو المفتاح.
- أعط الأولوية للعلامات التجارية أو الشركات المصنعة المعروفة ذات السمعة الطيبة في الصناعة: حيث يتم ضمان جودة المعدات والمكونات الرئيسية لها عمر طويل.
- قم بفحص موقع تجميع الشركة المصنعة وموقع تجربة الآلة: شاهد تأثير التدحرج الفعلي وفهم قابلية تشغيل نظام التحكم.
- تأكد من أن المورد يوفر خدمات التثبيت والتشغيل والتدريب: تقصير دورة تشغيل الماكينة وتحسين كفاءة الإنتاج.
- فهم وقت الاستجابة بعد البيع ودعم الأجزاء: الصيانة في الوقت المناسب مهمة للغاية عندما تفشل المعدات.
4) ملخص أفكار الاختيار لآلة لف الألواح ذات الأربع أسطوانات
يمكنك استخدام الجدول التالي لتنظيم احتياجاتك والتواصل مع الشركة المصنعة:
غرض | وصف البيانات أو المتطلبات |
أقصى سمك للوحة | على سبيل المثال، فولاذ Q345 مقاس 20 مم |
نطاق عرض اللوحة | 2000 ملم |
الحد الأدنى للقطر الداخلي | 400 ملم |
نوع قطعة العمل | اسطوانة + مخروط |
مواد المعالجة | مزيج من الفولاذ المقاوم للصدأ والفولاذ الكربوني |
طريقة التحكم | NC أو CNC |
دفعة أم لا | نعم، يوصى بتكوين جهاز التغذية |
قيود موقع التثبيت | متطلبات تحمل العرض/الارتفاع/الأساس، وما إلى ذلك. |




