جدول المحتويات
يُعد تحسين كفاءة عمل آلات القص أمرًا بالغ الأهمية من الناحية العملية، ويرتبط بقدرة الإنتاج، وضبط التكاليف، ودورة التسليم، وجودة المنتج، وغيرها من الجوانب الرئيسية للمؤسسة. كيف يُمكن تحسين كفاءة آلات القص بفعالية؟ يكمن مفتاح تحسين كفاءة عمل آلات قص الصفائح المعدنية في: أداء المعدات، وسير العمليات، وتشغيل الموظفين، ونظام الأتمتة والإدارة، وغيرها.
1. تحليل العوامل المؤثرة على كفاءة عمل آلة القص
يُعد تحليل العوامل المؤثرة على كفاءة عمل آلات القص خطوةً أساسيةً في تحسين القدرة الإنتاجية وتحسين العمليات. فيما يلي ملخصٌ مُفصّلٌ للعوامل الرئيسية المؤثرة على كفاءة آلات القص من أبعادٍ متعددة، لمساعدتكم في تحديد المعوقات ووضع إجراءات التحسين.

1) عوامل المعدات
عوامل | وصف التأثير |
نوع آلة القص | تقطع آلات القص الهيدروليكية بسلاسة أكبر من آلات القص الميكانيكية، وتتمتع آلات القص CNC بدرجة أعلى من الأتمتة، وهي مناسبة للإنتاج عالي الدقة وعالي الكفاءة. |
حالة أداء المعدات | ستؤدي المعدات القديمة أو سيئة الصيانة إلى تقليل سرعة القص وزيادة وقت التوقف عن العمل والتأثير على القدرة الإنتاجية الإجمالية. |
جودة الشفرة ودرجة التآكل | ستؤدي السكاكين غير الحادة إلى قص رديء، وزيادة معدل إعادة العمل، وحتى الفشل في القص بشكل طبيعي في الحالات الشديدة. |
ما إذا كان تعديل فجوة الشفرة معقولاً | إن الفجوات الكبيرة جدًا أو الصغيرة جدًا تؤثر على جودة القص وسرعته، خاصة عند قطع المواد ذات السماكات المختلفة. |
معدات دعم الأتمتة | إن عدم وجود أجهزة تغذية أو تكديس أو جمع النفايات بشكل أوتوماتيكي من شأنه أن يؤدي إلى زيادة التدخل اليدوي وتقليل الكفاءة. |
2) عوامل المشغل
عوامل | وصف التأثير |
كفاءة التشغيل | يمكن للعمال ذوي الخبرة تقليل الوقت اللازم للإعداد والتحديد وتغيير المواد؛ بينما يكون المبتدئون عرضة للتشغيل غير السليم، مما يزيد من معدل الخطأ ووقت التوقف غير المخطط له. |
الوعي بالسلامة والتشغيل الموحد | قد يؤدي التشغيل غير القياسي إلى حدوث أعطال أو حتى حوادث تتعلق بالسلامة، مما يؤثر على كفاءة التشغيل الإجمالية. |
التحكم في وقت تغيير الأدوات والمواد | إن عملية التشغيل غير الماهرة أو تخطيط جدول التشغيل غير المعقول سوف يؤدي إلى إطالة وقت المساعدة. |
3) العوامل المادية
عوامل | وصف التأثير |
نوع المادة (الفولاذ المقاوم للصدأ، الألومنيوم، الفولاذ الكربوني، الخ.) | تختلف صعوبة القص باختلاف المواد. المواد عالية القوة بطيئة القص وتتآكل بسرعة. |
سمك وعرض اللوحة | تتطلب عملية قص الألواح السميكة قوى قص أعلى، مما يقلل من إيقاع تشغيل المعدات؛ كما أن تغذية الألواح العريضة تستغرق وقتًا أطول. |
قضايا جودة المواد الخام | قد تتسبب الألواح غير المستوية أو الزيتية في الانزلاق وعدم المحاذاة، مما يؤدي إلى زيادة معدلات إعادة العمل وصعوبات التشغيل. |
4) عوامل العملية والجدولة
عوامل | وصف التأثير |
تحسين تسلسل القص والتخطيط | يؤدي التصميم المعقول إلى تقليل تحويل العملية وتحسين استخدام المواد؛ بينما يؤدي التصميم غير المعقول إلى زيادة النفايات ووقت التبديل. |
حجم الدفعة | ستؤدي الدفعات الصغيرة ذات الأصناف المتعددة إلى زيادة وقت تغيير القالب/البرنامج، في حين أن الدفعات الكبيرة مناسبة للمعالجة المستمرة والفعالة. |
متطلبات التحكم في أخطاء القص | إذا كانت متطلبات الدقة عالية، فيجب تقليل سرعة القص، وزيادة تردد التعديل، مما يؤثر على الكفاءة. |
5) العوامل الإدارية والبيئية
عوامل | وصف التأثير |
معقولية خطة الإنتاج | إن الجدولة الفوضوية والتغييرات المتكررة للمواد سوف تتسبب في توقف المعدات عن العمل وتعديلها بشكل متكرر، مما يقلل من وقت التشغيل الفعال. |
نظام إدارة الصيانة | إن تنفيذ الصيانة الدورية والصيانة الوقائية يحدد ما إذا كانت المعدات تعمل بثبات. |
تخطيط موقع العمل | ستؤدي مسارات التغذية/التفريغ غير المعقولة والمساحة المزدحمة إلى زيادة وقت المناولة اليدوية. |
سجل الإنتاج وآلية التغذية الراجعة | قد لا تتمكن القرارات التي لا تدعمها البيانات من العثور على الاختناقات، وقد يكون من الصعب قياس تحسينات الكفاءة. |
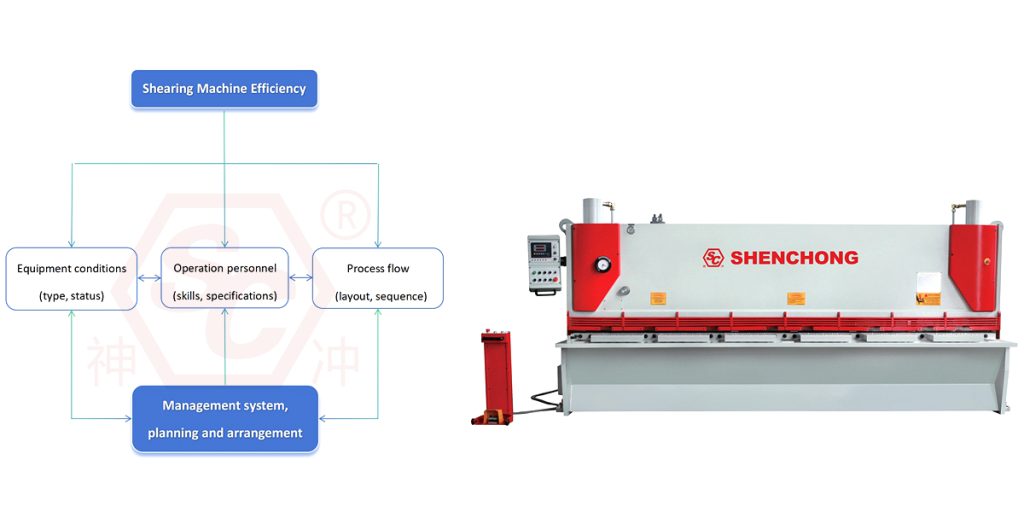
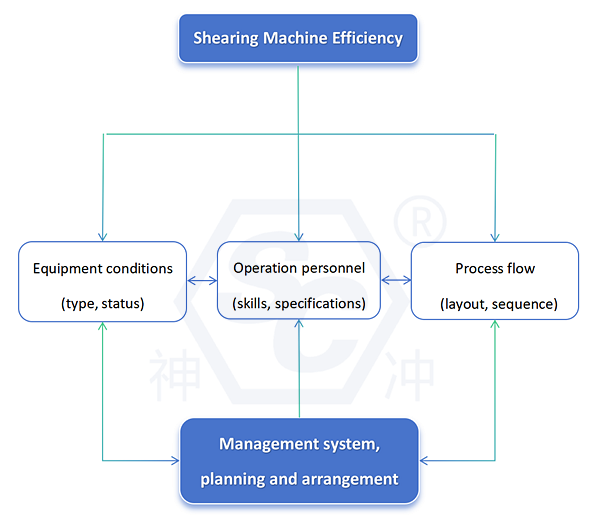
مخطط العلاقة بين العوامل المؤثرة (مختصر):
2. كيفية تحسين كفاءة آلة القص؟
يكمن مفتاح تحسين كفاءة آلة قص الصفائح في تحسين الجوانب التالية: أداء المعدات، وسير العمليات، وتشغيل الموظفين، ودعم الأتمتة، ونظام الإدارة. فيما يلي خطة تحسين خاصة لآلة قص الصفائح المعدنية (مثل: آلة القص الهيدروليكية nc، ماكينة قص CNC).
1) تحسين المعدات وصيانتها
- استخدام معدات عالية الأداء
يستخدم آلة القص CNC (CNC): التحكم في الطول والزاوية والكمية من خلال البرنامج لتحسين الدقة والضرب.
تكوين نظام هيدروليكي بمحرك تردد متغير: يمكنه زيادة سرعة القص وتقليل استهلاك الطاقة.
استخدم شفرات عالية الجودة: من الفولاذ السبائكي أو الكربيد، مما يوفر عمرًا أطول للقص ويقلل من تكرار الشحذ.
- اختر النوع المناسب من ماكينة القص
اختر آلة القص المناسبة (مثل آلة القص الميكانيكية، آلة القص NC، آلة القص CNC، إلخ) وفقًا لسمك المادة ومتطلبات المادة والقص لتجنب التحميل الزائد أو عدم الكفاءة.
- تعديل فجوة الشفرة بشكل معقول
تعيين قيم فجوة الشفرة القياسية للصفائح ذات السماكات والمواد المختلفة لتحسين جودة القص والكفاءة وتقليل إعادة العمل.
- تنفيذ الصيانة الدورية
تحقق من مستوى الزيت الهيدروليكي، وتسرب الأنابيب، وتآكل الشفرة يوميًا.
تأكد من التشغيل العادي لنظام التشحيم، وتحقق مما إذا كان الزيت الهيدروليكي نظيفًا وكافًا، وقم باستبدال الأجزاء المستهلكة (مثل الشفرات والأختام وما إلى ذلك) بانتظام لتقليل وقت التوقف.
إنشاء نظام TPM لتجنب التوقف الناتج عن الأعطال المفاجئة.
2) تحسين العمليات
- تحسين تصميم تخطيط القص
استخدم برامج التعشيش (مثل FastCAM، Lantek) لتحقيق أقصى استفادة من المواد وتقليل وقت تغيير المواد.
- القص الموحد بالدفعات
مركزية معالجة الألواح بنفس السُمك والمادة والحجم لتقليل التعديل المتكرر لفجوة الشفرة والإعدادات.
- تقليل وقت عدم المعالجة
قم بترتيب تسلسل القص بشكل أكثر منطقية (أولاً الكبير ثم الصغير، أولاً المستقيم ثم الزوايا)، وتقليل المناولة وتغيير المواد.
3) تحسين تشغيل الموظفين
- تعليمات التشغيل القياسية (SOP)
تتضمن خطوات التحميل والتفريغ، وضبط فجوة الشفرة، وعمليات التفتيش اليومية، والحد من الأخطاء البشرية.
- تدريب المهارات
يمكن للمشغلين المهرة تقليل وقت التعديل وتحسين إيقاع القص.
تدريب القدرة على تحديد الأصوات غير الطبيعية والمشاكل الهيدروليكية ومشاكل جودة القص.
- الجمع بين السلامة والكفاءة
استخدم مسطرة المحاذاة أو تحديد المواقع بالليزر لتحسين دقة التشغيل وتجنب المعايرة المتكررة.
4) إدخال الأجهزة المساعدة
- جهاز تثبيت/دعم مطابق
تقليل الوضع غير الدقيق الناتج عن ترهل الألواح الكبيرة، ومناسب لقص الألواح الطويلة.
- تحديد المواقع بالليزر أو مساعدة المستشعر الضوئي الكهربائي
تحقيق تحديد المواقع بسرعة ودقة، وتجنب المحاذاة المتكررة، وتقليل الأخطاء وساعات العمل.
5) الأتمتة والتحديث الرقمي
- مقدمة لنظام التحكم الرقمي بالكمبيوتر (CNC)
يمكن لآلة القص الهيدروليكية CNC التحكم في طول القطع وزاوية القطع من خلال البرنامج لتحسين الدقة وكفاءة تشغيل الدفعة.
- مطابقة نظام التحميل/التفريغ التلقائي
يمكن أن يؤدي استخدام وحدة التغذية المؤازرة أو الذراع الروبوتية أو نظام التكديس التلقائي إلى تقليل وقت التشغيل اليدوي وتحسين كفاءة التشغيل المستمر.
يمكن لطاولة التغذية الأوتوماتيكية وتكديس الذراع الروبوتية تقليل وقت المناولة اليدوية وتحسين كفاءة الدورة بما لا يقل عن 20~30%.
- إدارة متكاملة لنظام MES
قم بالاتصال بنظام إدارة إنتاج المؤسسة لتحقيق مراقبة في الوقت الفعلي للطلبات والجدولة وحالة المعدات وتحسين كفاءة العملية بشكل عام.
6) تطبيق نظم الإدارة والمعلومات
- جدولة الإنتاج المعقولة
تقليل عدد مرات تبديل المنتج، وتجنب تعديل الأدوات بشكل متكرر وتغيير البرنامج.
- نظام تحليل كفاءة المعدات الشاملة
تسجيل وقت تشغيل المعدات، ووقت التوقف، وكمية القص ومعدل العائد، وتحديد الاختناقات في الكفاءة.
- اتصال نظام MES (اختياري)
التكامل مع نظام تخطيط الإنتاج لتوفير ملاحظات في الوقت الفعلي حول مهام القطع والتقدم، وتحسين معدل تنفيذ الخطة.
3. مثال على تحسين كفاءة القص في مصانع معالجة الصفائح المعدنية
المشاكل | تدابير التحسين | تأثير |
تآكل الشفرة المتكرر | تقديم شفرات سبائك مقاومة للتآكل + ضبط دورات الصيانة | تم زيادة عمر الخدمة بمقدار 50%، وتم تقليل عدد تغييرات الأدوات |
وقت انتظار طويل للتحميل والتفريغ | تركيب رفوف التغذية والتكديس التلقائية | تم زيادة دورة القطع بمقدار 25% |
معايير التشغيل غير الموحدة | تطوير الإجراءات التشغيلية القياسية وتدريب المشغلين | تم تقليل معدل إعادة العمل اليدوي بمقدار 40% |
التبديل المتكرر لأصناف متعددة | تحسين جدولة الإنتاج ومعالجة لوحات المواصفات نفسها في دفعات | تم تقليل وتيرة التعديلات، وزيادة الكفاءة بمقدار 15% |
4. أهمية تحسين كفاءة آلات القص

إن أهمية تحسين كفاءة آلات قص الصفائح المعدنية لا تنعكس فقط في زيادة القدرة الإنتاجية، بل ترتبط أيضًا بشكل مباشر بالتحكم في التكاليف وضمان التسليم واستقرار الجودة والقدرة التنافسية الشاملة للمؤسسات في السوق الشرسة.
1) تحسين القدرة الإنتاجية وتوسيع القدرة الإنتاجية
- تشكل آلات القص واحدة من العمليات الرئيسية التي تشكل عقبة في معالجة الصفائح المعدنية، وتؤثر كفاءتها بشكل مباشر على تقدم عمليات الانحناء واللحام وغيرها من العمليات اللاحقة.
- إن تحسين كفاءة عمل آلات القص يمكن أن يحقق معالجة أكبر للصفائح لكل وحدة زمنية وتوسيع القدرة الإنتاجية دون زيادة الاستثمار في المعدات.
- خلال فترة ذروة الطلب، تعني الكفاءة العالية أنه يمكن إكمال المزيد من المهام بسرعة، مما يعزز قدرة المؤسسة على ضمان التسليم.

2) خفض تكاليف التصنيع وزيادة هوامش الربح
مصادر التكلفة | فوائد تحسين الكفاءة |
تكاليف المواد | تحسين تخطيط التعشيش والقطع، وتقليل النفايات، وتحسين استخدام المواد |
تكاليف العمالة | تقصير وقت القطع لكل منتج وتقليل مدخلات العمالة |
تكاليف الطاقة | انخفاض استهلاك الطاقة لكل وحدة منتج وتقليل تشغيل المعدات في وضع الخمول |
تخصيص استهلاك المعدات | يمكن للمعدات نفسها قطع المزيد من المنتجات، كما أن الاستهلاك لكل منتج أقل |
تحسين الكفاءة = انخفاض التكلفة الإجمالية لوحدة المنتج = زيادة الربحية
3) ضمان جودة القص وتقليل خسائر إعادة العمل
- عادةً ما يكون تحسين الكفاءة مصحوبًا بإدخال الأتمتة والتحكم الدقيق وعمليات العمل الموحدة، مما يساعد على:
- تقليل الانحراف الأبعادي، والنتوءات، وتشوه المواد
- تقليل إعادة العمل ومعدلات إعادة العمل
- تثبيت جودة معالجة العمليات اللاحقة (مثل الانحناء بدون تشوه، وملاءمة اللحام العالية)
جودة قص مستقرة = معدل نجاح أعلى في المرة الأولى = هدر أقل ورضا أعلى للعملاء
4) تحسين استخدام المعدات والعائد على الاستثمار (ROI)
تعتبر ماكينة القص واحدة من المعدات الرئيسية ذات القيمة العالية في مؤسسات معالجة المعادن.
تحسين كفاءة العمل يعني:
- زيادة معدل استخدام المعدات (OEE)
- تقليل وقت التوقف عن العمل، والتباطؤ، ووقت الانتظار
- تسريع دورة استرداد استثمار المعدات
- غالبًا ما يركز مديرو المؤسسات على كيفية إنتاج المزيد وكسب المزيد دون شراء معدات جديدة - وتحسين الكفاءة هو الجواب الرئيسي.
5) تعزيز الإدارة الهزيلة وترقيات الأتمتة
تتضمن عملية تحسين الكفاءة غالبًا ما يلي:
- تحسين العملية (مثل ترتيب العينات، وقص الدفعات)
- توحيد معايير التشغيل (مثل صياغة الإجراءات التشغيلية القياسية)
- تحويل الأتمتة (مثل التغذية التلقائية ونظام تحديد المواقع)
- ربط المعلوماتية (مثل نظام MES)
- وهذا لا يؤدي إلى تحسين الكفاءة فحسب، بل يعزز أيضًا تحول المؤسسات إلى الإنتاج الهزيل والتصنيع الذكي، ويحسن مستوى الإدارة العام ومقاومة المخاطر.
6) تعزيز رضا العملاء والقدرة التنافسية في السوق
- في صناعة معالجة الصفائح المعدنية ذات التجانس الجاد، من يستطيع تسليم المنتجات بشكل أسرع وأكثر استقرارًا وبتكلفة أقل سيكون أكثر احتمالًا للفوز بتعاون طويل الأمد مع العملاء.
- باعتبارها العملية الأساسية للقسم الأمامي، فإن كفاءة ماكينة القص تحدد سرعة بدء دورة الإنتاج بأكملها وهي الخطوة الأولى في التزام العميل بالتسليم.
- ومن بين احتياجات العملاء الأساسية الثلاثة وهي "التسليم السريع والجودة العالية والسعر المنخفض"، فإن تحسين الكفاءة يدعم جميع الأهداف بشكل مباشر.
5. الملخص
الأهمية الاستراتيجية لتحسين كفاءة عمل ماكينة القص:
القيمة الرئيسية | مظاهر محددة |
توسيع القدرة | تحقيق المزيد من معالجة الطلبات دون إضافة معدات |
خفض التكاليف | تقليل استهلاك العمالة والمواد والطاقة والمعدات |
جودة مستقرة | دقة عالية، وإعادة عمل أقل، وشكاوى أقل من العملاء |
زيادة الأرباح | إنشاء المزيد من الإيرادات لكل وحدة من المنتج |
ترقية الإدارة | تعزيز الأتمتة والرقمنة والرشاقة |
المنافسة في السوق | تحسين قدرات التسليم وكسب ثقة العملاء وحجم الطلبات |
5 استراتيجيات أساسية لتحسين كفاءة ماكينة القص:
النقاط الأساسية | مقاسات |
تحسين كفاءة عمل آلة القص | CNC، ترقية الأتمتة، تحسين جودة الشفرة |
تحسين العمليات | التعشيش، إدارة الدفعات، تحسين تسلسل القطع |
توحيد معايير تشغيل الموظفين | صياغة إجراءات التشغيل القياسية، وتدريب المهارات، وتحديد معايير الأداء |
مقدمة للأجهزة المساعدة الآلية | التغذية التلقائية، وتحديد المواقع بالليزر، وجهاز الدعم، وما إلى ذلك. |
تحسين نظام الإدارة | تحليل OEE، وصيانة TPM، وجدولة الإنتاج المتكاملة MES |




