
Sommario
La piegatura a tre rulli (nota anche come calandratura a tre rulli) è uno dei processi di formatura circolare più classici e ampiamente utilizzati nel campo della formatura della lamiera. È ampiamente utilizzata nei settori di recipienti a pressione, condotti dell'aria, serbatoi di stoccaggio, strutture in acciaio, cantieristica navale, ponti e produzione di macchinari.
Di seguito è riportata un'analisi sistematica e approfondita del suo principio di funzionamento, della composizione strutturale, del meccanismo di formatura, delle caratteristiche tecniche, dei vantaggi, del confronto tra diverse forme strutturali e degli scenari applicativi.
1. Principio di funzionamento di base del processo di piegatura a 3 rulli
Il principio fondamentale della laminazione a tre rulli è il seguente: modificando le posizioni relative dei tre rulli, la lamiera subisce una continua deformazione plastica sotto sforzo, formando infine l'arco desiderato o la forma cilindrica.
1) Componenti strutturali di base
Una macchina standard per la laminazione di lastre a tre rulli è in genere composta da:
- Rullo superiore (rullo principale)
- Rullo inferiore (rullo di supporto)
- Rulli laterali (rulli di regolazione)
- Sistema di azionamento principale
- Sistema idraulico
- Sistema di controllo elettrico
- Meccanismo di inclinazione (per lo scarico)
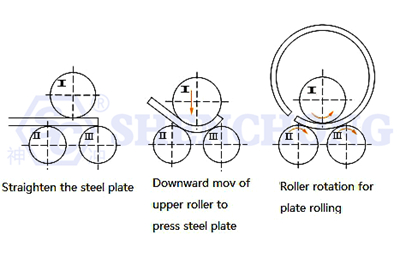
2) Processo di formatura a piegatura a 3 rulli
Fase 1: Alimentazione e posizionamento della piastra
La lamiera viene inserita tra i rulli superiore e inferiore.
Fase 2: Sollevamento e abbassamento del rullo laterale
I rulli laterali si alzano o si abbassano, modificando la posizione di supporto a tre punti.
Fase 3: Generazione del momento flettente
Mentre la lamiera passa attraverso i tre rulli:
- Il rullo superiore esercita pressione.
- Il rullo inferiore fornisce supporto.
- I rulli laterali controllano il raggio di curvatura.
- La lamiera subisce una continua deformazione plastica.
Fase 4: Alimentazione ripetuta
Attraverso ripetute laminazione, la curvatura raggiunge gradualmente il raggio impostato.
Fase 5: Completare il processo di formatura
Formare un pezzo da lavorare cilindrico o ad arco.
2. Principi meccanici della laminazione a tre rulli
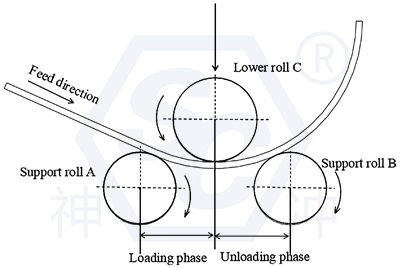
L'essenza della piegatura delle lamiere a 3 rulli è: Formatura a flessione continua a tre punti
Caratteristiche meccaniche:
Il rullo superiore è il rullo motore (nella maggior parte delle strutture)
La piastra è soggetta a momento flettente
Il lato esterno della piastra è sotto tensione
Il lato interno è sotto compressione
Lo strato neutro rimane sostanzialmente invariato
Quando la sollecitazione supera il limite di snervamento del materiale, si verifica una deformazione plastica.
Principio del controllo del raggio di curvatura
Il raggio di curvatura dipende da:
- Distanza tra i rulli
- Posizione di rollio laterale
- Spessore della piastra
- Resistenza del materiale
- Pressione del rullo superiore
Quanto più il rullo laterale è vicino al rullo superiore:
→ Raggio di curvatura più piccolo
→ Maggiore curvatura di formazione
3. Tipi strutturali delle macchine per laminazione di lastre a tre rulli
– Macchina laminatrice simmetrica a tre rulli
– Macchina laminatrice a tre rulli asimmetrica
– Macchina per laminazione di piastre livellate meccanicamente
– Macchina universale per laminazione di piastre a rulli superiori
Sono disponibili configurazioni personalizzate in base allo spessore della piastra, alla precisione di lavorazione e ai requisiti di automazione.
1) Macchina piegatrice simmetrica a 3 rulli
- Caratteristiche: Due rulli inferiori sono fissi; il rullo superiore si solleva verticalmente.
- Vantaggi: struttura semplice; basso costo; adatto per piastre medie e pesanti.
- Svantaggi: richiede assistenza pre-piegatura; precisione leggermente inferiore.
2) Macchina laminatrice a tre rulli asimmetrica
- Caratteristiche: Il rullo inferiore è regolabile; un rullo laterale è mobile.
- Vantaggi: può essere prepiegato direttamente; funzionamento più semplice; maggiore precisione.
- Adatto per: Impianti di lavorazione di piccole e medie dimensioni.
3) Macchina per laminazione a tre rulli a livello basso
Caratteristiche: Due rulli laterali si muovono orizzontalmente; il rullo superiore è fisso.
Vantaggi: elevata precisione; elevato grado di automazione; adatto per piastre di grandi dimensioni.
4) Macchina laminatrice universale a tre piastre con rullo superiore
- Caratteristiche: Questa macchina è una piegatrice idraulica a 3 rulli, utilizzata per completare i processi di pre-piegatura, arrotondamento e raddrizzamento all'estremità di vari contenitori senza la necessità di girarsi dopo un'alimentazione.
- Vantaggi: Grazie al sistema idraulico, è adatta alla calandratura di lamiere spesse. La macchina universale con rullo superiore può essere dotata di un dispositivo di calandratura conica per la calandratura di forme coniche.
- Adatto per produrre modelli di laminatoi per lastre per carichi pesanti e il suo prezzo è inferiore a Macchina per la laminazione a 4 rulli.
4. Caratteristiche e vantaggi: attrezzatura di piegatura a 3 rulli
Di seguito una ripartizione dettagliata dei suoi vantaggi:
1) Forte stabilità strutturale
I tre rulli formano una struttura di supporto a tre punti, garantendo un bilanciamento delle sollecitazioni, un'elevata capacità di carico e l'idoneità per lavorazioni pesanti. Particolarmente adatto per: recipienti a pressione, corpi di serbatoi di stoccaggio e grandi strutture in acciaio.
2) Ampia gamma di formatura
Può elaborare: cilindri, coni (con dispositivi conici), piastre curve e curve multisegmento. I tipi di materiali includono: acciaio al carbonio, acciaio inossidabile, piastre in alluminio, piastre ad alta resistenza e acciaio legato.
3) Formatura continua ad alta efficienza
Rispetto alle piegatrici: le piegatrici eseguono la piegatura multisegmento, mentre la formatura a rulli a tre rulli prevede una piegatura continua.
Pertanto: superficie più liscia, migliore rotondità e giunzioni di saldatura più precise.
4) Forte capacità di pre-piegatura
Supporta la pre-piegatura strutturale parziale: pre-piegatura della testa della piastra, pre-piegatura della coda della piastra, riducendo i residui del bordo dritto.
Miglioramenti:
- Tasso di utilizzo dei materiali
- Qualità della saldatura
- Estetica del prodotto finito
5) Ampio potenziale per gli aggiornamenti dell'automazione
Le moderne piegatrici a tre rulli possono essere dotate di:
- Sistema di controllo CNC
- Sistema di misurazione automatica del diametro
- Sistema di alimentazione automatico
- Sistema di compensazione dell'angolo
- Sistema di centraggio automatico
Risultati:
- Rotazione con un clic
- Memoria dei parametri
- Produzione di massa
6) Risparmio energetico e vantaggi di azionamento
Metodi di azionamento principali:
- Trasmissione meccanica
- Trasmissione idraulica
- Servoazionamento completo
Tra loro:
- L'idraulica è adatta per carichi pesanti
- Il servo è adatto per un'elevata precisione
5. Confronto tra laminatoio a tre rulli e laminatoio a quattro rulli
Tabella comparativa tra piegatura a 3 rulli e piegatura a 4 rulli:
Elementi di confronto | 3 rotoli | 4 rulli |
Complessità strutturale | Semplice | Complesso |
Costo | Inferiore | Livello superiore |
Difficoltà operativa | Leggermente più alto | Livello più semplice |
Capacità di pre-piegatura | Parzialmente supportato | Più potente |
Automazione | Aggiornabile | Più adatto all'automazione |
I vantaggi dei compressori a tre rulli sono: economici e pratici, strutturalmente stabili e facili da manutenere.
Principi tecnici e vantaggi strutturali:
1) Formatura a flessione continua a tre punti
L'attrezzatura è costituita da un sistema di supporto a tre punti composto da un rullo superiore, un rullo inferiore e rulli laterali. Regolando la posizione dei rulli laterali, si modifica lo stato di sollecitazione della lamiera, consentendole di raggiungere gradualmente il raggio di curvatura impostato durante la laminazione, ottenendo una deformazione plastica uniforme e stabile.
- Lo strato esterno della lamiera è sotto tensione
- Lo strato interno è sotto compressione
- Lo strato neutro è stabile
- Il processo di formatura è continuo e regolare
2) Struttura del telaio ad alta resistenza
- Telaio saldato integrale
- Struttura della piastra laterale ad alta rigidità
- Rulli in acciaio legato di grande diametro
- Sistema di cuscinetti per impieghi gravosi
Garantisce un funzionamento stabile e un controllo preciso anche durante la laminazione di lamiere spesse e di grandi diametri.
3) Progettazione della funzione di pre-piegatura
Supporta la pre-piegatura sulla testa e sulla coda della lamiera, riducendo efficacemente i residui di bordo dritto, migliorando l'utilizzo del materiale e la qualità della saldatura, particolarmente adatto per la produzione di gusci di container con requisiti elevati.
6. Indicatori tecnici chiave
I principali parametri tecnici includono:
- Spessore massimo della bobina
- Larghezza massima della bobina
- Diametro rullo superiore
- Diametro del rullo inferiore
- Diametro minimo della bobina
- Potenza del motore principale
- Velocità di rotolamento
- Spessore pre-piegatura
Parametri tecnici chiave (modello di esempio)
(I seguenti sono parametri del modello; i parametri effettivi del progetto possono essere modificati in base alle esigenze.)
Articolo | Parametri tecnici |
Spessore massimo della bobina | 2500 millimetri |
Larghezza massima della bobina | ≤ 245 MPa |
Limite di snervamento del materiale | φ320 mm |
Diametro del rullo superiore | φ280 mm |
Diametro del rullo inferiore | ≥ φ350 mm |
Diametro minimo della bobina | 15 kW |
Potenza del motore principale | 4–6 metri/min |
Velocità di rotolamento | ≥ 16 millimetri |
Spessore pre-piegatura | 2500 millimetri |
Possiamo eseguire calcoli di verifica in base al grado di resistenza del materiale della scheda del cliente.
7. Riepilogo dei principali vantaggi delle piegatrici a 3 rulli
Insomma:
Piegatrici a tre rulli sono attrezzature classiche per la "piegatura continua della plastica", dotate di vantaggi globali quali stabilità strutturale, elevata capacità di carico, costi economici e un'ampia gamma di lavorazioni.
8. Tipici settori applicativi
- Produzione di recipienti a pressione
- Torri di turbine eoliche
- Serbatoi di stoccaggio petrolchimici
- Costruzione navale
- Ingegneria delle condotte
- Grandi strutture in acciaio
9. Tendenze dello sviluppo tecnologico
Direzioni di sviluppo future:
- CNC completo
- Elettrificazione servo
- Sistema di compensazione automatica
- Integrazione con taglio laser
- Integrazione della fabbrica intelligente
- Acquisizione dati e manutenzione remota



