Sommario
La calandra a 4 rulli è un'attrezzatura ampiamente utilizzata per la curvatura di lamiere metalliche. Può realizzare la pre-piegatura e la calandratura di formatura della lamiera, ed è particolarmente adatta per lamiere di medio e grosso spessore e per la calandratura ad alta precisione.
Rispetto al macchina per laminazione di piastre a tre rulli, la calandra a quattro rulli presenta i vantaggi di un elevato grado di automazione, di un funzionamento semplice e di un bordo dritto residuo ridotto.
1. Che cosa è una macchina laminatrice a 4 rulli?

Definizione:
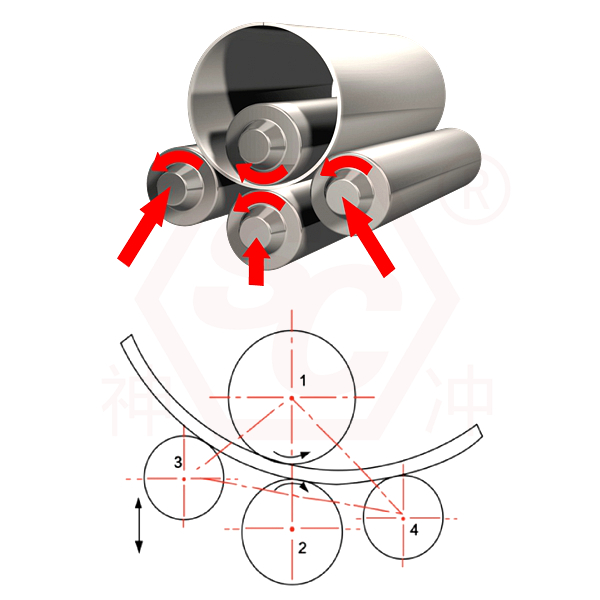
Una curvatrice a quattro rulli è un dispositivo che blocca, pre-piega e calandra la lamiera attraverso il movimento coordinato di quattro rulli (1 rullo superiore, 1 rullo inferiore e 2 rulli laterali). È in grado di completare la pre-piegatura simmetrica e la calandratura completa della lamiera contemporaneamente.
Una calandra a 4 rulli è un'attrezzatura meccanica utilizzata per calandrare lamiere metalliche in forme cilindriche, arcuate o di altro tipo. È ampiamente utilizzata nei settori dei recipienti a pressione, dell'energia eolica, della cantieristica navale, petrolchimica, della produzione di caldaie e in altri settori.
Breve descrizione del principio di funzionamento:
- Serraggio della piastra: il rullo superiore e il rullo inferiore serrano la piastra.
- Pre-piegatura: sollevando il rullo laterale da un lato, un'estremità della piastra viene spinta verso l'alto per ottenere la pre-piegatura (riduzione dei bordi dritti).
- Rotolamento: i rulli si muovono in modo coordinato e la piastra subisce una deformazione plastica continua sotto il supporto di tre punti, per poi rotolare fino a raggiungere la curvatura richiesta.
- Scarico: il pezzo formato viene scaricato tramite un dispositivo ausiliario o un meccanismo di ribaltamento del rullo superiore.
2. Composizione strutturale della macchina per la laminazione di lastre a quattro rulli
La struttura di base della calandra a 4 rulli è alla base delle sue funzioni automatiche di pre-piegatura, calandratura e arrotondatura. Rispetto alla calandra a tre rulli, la calandra a quattro rulli è dotata di un rullo ausiliario aggiuntivo (il secondo rullo laterale), che migliora notevolmente l'efficienza di lavorazione e la precisione di calandratura. Di seguito sono riportati i principali componenti strutturali e la descrizione funzionale della calandra a quattro rulli.
1) Rullo superiore (rullo di lavoro superiore)
Posizione:
situato nella parte superiore centrale della cornice.
Funzione:
Il rullo attivo aziona la rotazione della piastra tramite il sistema di trasmissione.
Applica la forza principale di flessione verso il basso alla piastra.
Caratteristiche:
Solitamente sono azionati elettricamente, hanno il diametro maggiore e possono essere sollevati e abbassati verticalmente in modo appropriato.
2) Rullo inferiore (rullo di lavoro inferiore)
Posizione:
Situato nella parte inferiore, parallelo al rullo superiore.
Funzione:
In quanto rullo motorizzato, svolge la funzione di serraggio della piastra.
È possibile spostarlo verso l'alto e verso il basso per regolare la forza di serraggio.
Caratteristiche:
A volte è anche un rullo di trascinamento. Viene utilizzato per bloccare e regolare la posizione iniziale della piastra con il rullo superiore.
3) Rulli sinistro e destro (rulli laterali)
Posizione:
Su entrambi i lati dei rulli superiore e inferiore, vicino al rullo inferiore.
Funzione:
Realizzare la funzione di pre-piegatura.
Controllare la traiettoria di curvatura e il raggio di formatura della piastra.
Caratteristiche:
Possono essere sollevati o oscillati individualmente, solitamente tramite un sistema idraulico.
La loro traiettoria di movimento può essere controllata programmabilmente per ottenere rotolamenti di forme diverse (cilindri, coni, ecc.).
4) Dispositivo di azionamento principale
- Solitamente un motore + riduttore.
- Aziona direttamente il rullo superiore (o i rulli superiore e inferiore) per ruotare e spostare la piastra.
- Garantisce una velocità lineare costante tra i rulli per migliorare la precisione di rotolamento.
5) Sistema idraulico
- Controlla il sollevamento e il movimento laterale del rullo inferiore e dei rulli laterali.
- Garantisce il controllo della pressione durante la laminazione.
- Di solito include cilindri idraulici, pompe idrauliche, gruppi di valvole di controllo, serbatoi dell'olio, ecc.
6) Telaio della macchina
- Supporta l'intera struttura dell'attrezzatura.
- Garantisce la precisione della posizione dei rulli e la rigidità complessiva dell'attrezzatura.
- Realizzati con strutture in acciaio saldato pesante o fusioni per garantire un'elevata resistenza ai carichi.
7) Sistema di controllo CNC
- Utilizzato per azionare il movimento di varie parti della macchina calandratrice e per impostare i parametri.
- Solitamente dotati di PLC, touch screen, interfaccia uomo-macchina (HMI).
- Realizza il controllo automatizzato e supporta operazioni di laminazione multisegmento.
8) Dispositivo ausiliario (facoltativo)
- Dispositivo di alimentazione: come piattaforma di carico idraulica.
- Dispositivo di scarico: come telaio di supporto, dispositivo di rotazione dei rulli.
- Dispositivi di sicurezza: pulsante di arresto di emergenza, coperchio di protezione, sistema di rilevamento dello spostamento, ecc.
3. Principio di funzionamento delle macchine piegatrici di lamiere a quattro rulli

La calandra a 4 rulli è un'attrezzatura avanzata per la formatura di lamiere. Il suo principio di funzionamento consiste nel far sì che la lamiera subisca una deformazione plastica sotto l'azione della pressione meccanica e idraulica attraverso l'azione coordinata di quattro rulli di lavoro (rullo superiore, rullo inferiore, rullo sinistro, rullo destro), in modo da ottenere una pre-piegatura automatica e una laminazione precisa. Di seguito analizzeremo in dettaglio il suo principio di funzionamento, analizzando gli aspetti strutturali, di processo, di forza, di controllo, ecc.
1) Alimentazione a fogli
- Il foglio viene inserito lateralmente o frontalmente tramite la piattaforma di alimentazione.
- Dopo l'allineamento del centro, questo viene bloccato e posizionato tramite i rulli superiori e inferiori.
2) Bloccaggio della lamiera
- Il rullo inferiore si solleva e preme saldamente il foglio sotto il rullo superiore.
- Lo stato di serraggio iniziale è formato ed è pronto per la laminazione.
3) Pre-piegatura della lamiera (eliminazione dei bordi dritti residui)
- Sollevare il rullo laterale da un lato (ad esempio il rullo sinistro).
- Un'estremità del foglio viene sollevata, formando una forza a tre punti con i rulli superiore e inferiore, provocandone la piegatura parziale (pre-piegatura).
- Il foglio ruota e ripete l'operazione sull'altra estremità per ottenere una pre-piegatura ad entrambe le estremità.
- Questo metodo riduce notevolmente i bordi dritti residui e migliora la qualità della formatura.
4) Laminazione di lamiere
- I rulli laterali vengono sollevati gradualmente (controllo della curvatura programmabile).
- Nella modalità di piegatura a tre punti, il foglio viene arrotolato in modo continuo formando un arco o un cilindro.
- Il rullo di azionamento spinge continuamente in avanti il foglio per formare una sezione trasversale circolare completa.
5) Scarico lamiera
- Una volta completata la laminazione, il rullo superiore può essere capovolto o spostato lateralmente.
- Lo scaricamento del pezzo formato avviene tramite meccanismi ausiliari idraulici o meccanici.
- Può procedere direttamente al successivo processo di saldatura o arrotondamento.
4. Analisi della forza della laminazione di piastre a quattro rulli
L'analisi della forza della calandra a quattro rulli è fondamentale per comprenderne il meccanismo di laminazione, controllarne la precisione e ottimizzare il processo di formatura. Il vantaggio della struttura a quattro rulli in termini di forza risiede nella possibilità di realizzare un sistema di piegatura a tre punti più ideale, controllare efficacemente il processo di deformazione della lamiera e migliorare la qualità della pre-piegatura e della calandratura.
1) Principali punti di stress della macchina laminatrice a 4 rulli
Durante il processo di laminazione, la piastra è sottoposta principalmente alle seguenti forze:
- Pressione del rullo superiore: applica la forza di piegatura principale alla piastra per piegarla plasticamente.
- Forza di supporto del rullo inferiore: blocca la piastra con il rullo superiore e fornisce supporto e trasmissione allo stesso tempo.
- Pressione superiore del rullo laterale: controlla la curvatura e la precisione della forma durante la pre-piegatura e la laminazione.
- Attrito: deriva dall'attrito tra il rullo superiore/inferiore e la piastra, utilizzato per azionare il movimento della piastra.
- Forza di rimbalzo della lastra: forza di recupero elastico della piastra dopo la flessione, che è un fattore importante che influenza la precisione.
2) Analisi della fase del processo di forza
Fase iniziale di serraggio:
- La piastra viene posizionata tra il rullo superiore e quello inferiore.
- Il rullo inferiore si solleva e applica pressione, formando una forza di serraggio con il rullo superiore, generando una pressione normale.
- L'attrito tra i rulli superiori/inferiori controlla il movimento della piastra.
Fase di pre-piegatura:
- Un rullo laterale si solleva, formando una forza a tre punti con i rulli superiore e inferiore.
- L'estremità della piastra viene piegata e localmente si forma una zona di deformazione plastica.
- Il momento flettente viene generato al di sotto dell'asse mediano dello spessore della piastra, formando una distribuzione asimmetrica delle sollecitazioni.
Fase di rotolamento:
- La piastra è sottoposta a una forza tra tre fulcri (rullo superiore + due rulli laterali).
- Viene schiacciato e piegato mentre si muove continuamente in avanti, formando una curva continua.
- Il raggio di curvatura è determinato dalla posizione dei rulli laterali e la distribuzione della pressione deve essere uniforme.
Durante il processo di piegatura, lo stato di sollecitazione all'interno della piastra è:
- La superficie superiore è resistente alla trazione e la sollecitazione è positiva.
- La superficie inferiore è compressa e la sollecitazione è negativa.
- La sollecitazione sull'asse neutro è zero e si verifica una flessione ma non un allungamento.
3) Vantaggi di resistenza della struttura a quattro rulli
Elementi di confronto | Macchina laminatrice a tre rulli | Macchina per la laminazione di piastre a quattro rulli (vantaggi) |
Punto di supporto | 2 lati + 1 centro | Vera struttura di formazione a tre punti |
Stabilità del foglio | La piastra è facile da far scorrere | Fissaggio e serraggio stabile della piastra |
Precisione di rotolamento | Generale | Elevata (regolazione del momento flettente controllabile) |
Capacità di pre-piegatura | Debole | Robusto (la struttura supporta la pre-flessione positiva e negativa) |
Controllo del rimbalzo | Difficile da controllare con precisione | Compensazione programmabile + regolazione dinamica |
5. Metodo di controllo del rotolamento
Con lo sviluppo tecnologico, la calandra è gradualmente passata dal tradizionale controllo manuale/idraulico a sistemi a controllo numerico elettronico (NC) e a controllo numerico computerizzato (CNC), raggiungendo un livello superiore di produzione intelligente. È il metodo di controllo della calandra a 4 rulli a determinarne la precisione di formatura, l'efficienza operativa e il livello di automazione.
1) Controllo della posizione del rullo (controllo dello spostamento)
- Controllare lo spostamento di sollevamento e abbassamento del rullo superiore, del rullo inferiore, dei rulli laterali sinistro e destro
- Determinare il raggio di curvatura e l'area di pressione della piastra durante il processo di formatura
- Solitamente, il controllo a circuito chiuso è completato dalla valvola proporzionale idraulica + sensore di spostamento
2) Controllo della traiettoria di rollio
- Controllare la traiettoria di movimento del rullo laterale (linea obliqua, curva)
- Ottieni forme complesse (come cilindri conici) o laminazione ad arco multisegmento
- La traiettoria è solitamente pre-programmata dal sistema CNC
3) Controllo di serraggio
- Controllare la pressione di serraggio dei rulli superiori e inferiori sulla piastra
- Assicurarsi che la piastra non scivoli durante la rotazione
- Corrispondente a diversi materiali Regolazione dinamica della qualità e dello spessore
4) Controllo della guida (regolazione della velocità)
- Controllare la velocità di rotazione del rullo per ottenere un'alimentazione uniforme
- Il sistema di controllo avanzato può regolare l'accelerazione e la decelerazione durante il processo di rotolamento
- Importante per prevenire strappi del materiale, sovrapressione o danni superficiali
5) Controllo programmato (logica automatica)
Nel sistema di controllo sono preimpostate più fasi di laminazione:
- Posizionamento della piastra
- bloccaggio automatico
- Pre-piegatura della prima estremità
- Rotazione della piastra
- Pre-piegatura della seconda estremità
- Rotolamento in cerchio completo
- Scarico, ecc.
Gli utenti devono solo inserire parametri quali spessore della piastra, materiale e diametro del rullo, e il sistema regola automaticamente la posizione e il movimento di ciascun rullo.
6. Analisi dei vantaggi della macchina per la laminazione di lastre a quattro rulli
La calandra a 4 rulli è ampiamente utilizzata nella moderna produzione di lamiera, principalmente perché la sua struttura e il suo sistema di controllo offrono numerosi vantaggi. Rispetto alle apparecchiature tradizionali come la calandra a tre rulli e la calandra simmetrica, la calandra a 4 rulli offre evidenti vantaggi in termini di precisione, efficienza, operabilità e così via.
1) Vantaggi strutturali della macchina laminatrice a 4 rulli
- Design strutturale a quattro rulli: rullo superiore attivo + bloccaggio del rullo inferiore + regolazione bilaterale del rullo, struttura più stabile. Supporta laminazione simmetrica e pre-piegatura asimmetrica.
- Piastra fissa del rullo inferiore: la piastra è sempre sul rullo fisso, non facile da far scorrere, facile da posizionare e controllare con precisione.
- Non è necessario girare la lastra: a differenza della macchina a tre rulli, durante l'intero processo di laminazione la lastra viene lavorata sempre sullo stesso lato, senza doverla girare.
2) Vantaggi di processo e operativi
- Formatura una tantum: la pre-piegatura e la laminazione possono essere completate nello stesso ciclo di processo, riducendo gli errori manuali e di posizionamento.
- Elevata capacità di pre-piegatura su entrambe le estremità: i rulli laterali sinistro e destro possono essere rispettivamente sollevati e abbassati e possono eseguire in modo indipendente una pre-piegatura precisa su entrambe le estremità (quasi nessun bordo dritto).
- Adatto al rotolamento conico: la traiettoria del rullo laterale può essere regolata in modo programmabile, adatta a strutture non circolari come cilindri conici ed ellissi.
- Facile da usare: la maggior parte delle calandratrici a quattro rulli sono dotate di sistemi CNC (NC/CNC) e gli utenti devono solo inserire i parametri per utilizzarle.
- Adatto a un'ampia gamma di spessori di piastre: è possibile laminare diverse piastre metalliche con spessori che vanno da 1 mm a oltre 100 mm (a seconda del modello).
- Minori requisiti per l'operatore: rispetto alla macchina laminatrice a tre rulli, ha una bassa dipendenza dalla tecnologia, è facile da usare anche per i principianti ed è più sicura.
3) Vantaggi della qualità di formatura
- Maggiore rotondità: la precisione del controllo della forza multi-punto è elevata e la rotondità e la cilindricità della formatura laminata sono migliori di quelle della formatura a tre rulli.
- Buon controllo del rimbalzo: la forza del rullo laterale è costantemente controllabile, il che può ridurre il rimbalzo elastico e migliorare la precisione di rotolamento.
- Buona qualità della superficie: la piastra non scivola facilmente, non deve essere capovolta e si evitano graffi, pieghe e altri difetti.
- Ancoraggio del bordo più preciso: il bordo dritto è piccolo, il che favorisce la successiva saldatura automatica, l'ancoraggio delle giunzioni e altre operazioni di precisione.
4) Vantaggi dell'efficienza produttiva e dell'automazione
- Sistema di controllo completamente automatico: supporta la programmazione NC/CNC, ha la funzione di archiviazione della memoria ed è adatto alla produzione di massa.
- Tempi di lavorazione ridotti: tutti i passaggi vengono completati in un unico posizionamento, riducendo il tempo di lavorazione totale di 30%–50%.
- Adatto a linee di produzione automatizzate: può collegare sistemi di carico e scarico, robot, stazioni di saldatura e altre apparecchiature.
- Supporta il monitoraggio/la diagnosi da remoto: alcune apparecchiature di fascia alta possono essere connesse a Internet per ottenere l'accesso all'Internet of Things industriale (IIoT).
5) Confronto dei vantaggi tipici della macchina per la laminazione di lastre a tre rulli
Elementi di confronto | Macchina laminatrice a tre rulli | Macchina per la laminazione di piastre a quattro rulli (vantaggi) |
Funzione di pre-piegatura | Richiede più lanci, grandi bordi dritti | Pre-piegatura automatica, bordo dritto estremamente corto (≤1,5 volte lo spessore della piastra) |
Centratura e posizionamento | Si basa sull'esperienza manuale per il posizionamento | La piastra viene fissata sul rullo inferiore e centrata automaticamente |
Efficienza di rotolamento | Molti processi, bassa efficienza | Tutti i processi di laminazione vengono completati in una sola volta |
Capacità di rotolamento conico | Le limitazioni strutturali rendono difficile il raggiungimento | Traiettoria del rullo regolabile, controllo libero dell'angolo del cono |
Difficoltà tecnica operativa | Alto, richiede lavoratori qualificati | Interfaccia CNC semplice e intuitiva, facile da addestrare |
7. Come scegliere una macchina laminatrice a quattro rulli?
L'acquisto di una calandra a 4 rulli è un investimento importante, direttamente correlato all'efficienza produttiva, alla precisione di lavorazione e alla capacità di sviluppo a lungo termine dell'azienda. Di seguito sono riportati "suggerimenti e linee guida per l'acquisto di una calandra a 4 rulli" sistematici e pratici, per aiutarvi a scegliere in modo scientifico in base alle vostre reali esigenze ed evitare sprechi inutili e pericoli nascosti.
1) Chiarire i requisiti della tua applicazione
Prima di selezionare un modello, è necessario avere ben chiare le caratteristiche del pezzo da lavorare e i metodi di produzione:
Parametri chiave | Considerazioni |
Spessore della lamiera | Intervallo di spessore massimo/minimo della piastra di lavorazione (influenza il diametro del rullo superiore e il sistema idraulico) |
Larghezza del foglio | Larghezza massima di lavorazione, determina la larghezza del corpo macchina e i requisiti di rigidità |
Tipo di materiale | Acciaio al carbonio semplice, acciaio inossidabile, lega di alluminio, acciaio resistente all'usura, ecc., influenzano la pressione e il raggio di formatura |
Diametro minimo del rotolo | Diametro interno minimo richiesto? Include capacità di piegatura e disposizione dei rulli |
Tipo di pezzo in lavorazione | Cilindro, cono, ellisse, parti non standard? Influisce sul sistema di controllo e sulla progettazione della traiettoria dei rulli laterali. |
Dimensione del lotto | Personalizzazione di un singolo pezzo o di grandi lotti? Decidete se dotare il vostro impianto di un CNC o di un dispositivo di carico e scarico automatico. |
2) Raccomandazioni per la selezione dei principali parametri tecnici
- Diametro del rullo superiore: deve essere sufficientemente grande da sopportare la massima forza di flessione ed evitare flessioni; è influenzato dallo spessore della piastra laminata.
- Diametro del rullo inferiore e del rullo laterale: influisce sulla stabilità dell'effetto di serraggio e di piegatura e migliora la simmetria della struttura.
- Pressione del sistema idraulico: maggiore è la pressione, maggiore è la capacità di elaborazione, ma aumenta anche il costo.
- Potenza del motore: determina direttamente la capacità di azionamento della piastra e la velocità di lavorazione.
- Passo e disposizione dei rulli: determinano la qualità di formatura e il diametro minimo dei rulli. I rulli laterali eccentrici sono adatti per la laminazione conica.
- Modalità di controllo: NC è adatto per applicazioni convenzionali, CNC è adatto per scenari complessi e ad alta precisione.
- Materiale della struttura della macchina: acciaio fuso ad alta resistenza o struttura saldata per garantire una resistenza alla deformazione a lungo termine.
3) Raccomandazioni sul marchio e post-vendita
La chiave è scegliere un produttore affidabile e un supporto post-vendita impeccabile.
- Date la priorità a marchi noti o produttori con una buona reputazione nel settore: la qualità delle attrezzature è garantita e i componenti chiave hanno una lunga durata.
- Ispezionare il sito di assemblaggio e prova della macchina del produttore: osservare l'effettivo effetto di rotolamento e comprendere il funzionamento del sistema di controllo.
- Assicurarsi che il fornitore fornisca servizi di installazione, messa in servizio e formazione: ridurre il ciclo della macchina e migliorare l'efficienza della produzione.
- Comprendere i tempi di risposta post-vendita e l'assistenza per i ricambi: una manutenzione tempestiva è estremamente importante quando le apparecchiature si guastano.
4) Riepilogo delle idee di selezione per la laminazione a piastre a 4 rulli
Puoi utilizzare la seguente tabella per organizzare le tue esigenze e comunicare con il produttore:
Articolo | Descrizione dei dati o dei requisiti |
Spessore massimo della piastra | Ad esempio, acciaio Q345 da 20 mm |
Gamma di larghezza della piastra | 2000mm |
Diametro interno minimo | 400 millimetri |
Tipo di pezzo in lavorazione | Cilindro + cono |
Materiale di lavorazione | Acciaio inossidabile misto e acciaio al carbonio |
Metodo di controllo | NC o CNC |
Lotto o no | Sì, si consiglia di configurare un dispositivo di alimentazione |
Restrizioni relative al luogo di installazione | Requisiti di portata di larghezza/altezza/fondazione, ecc. |




