
Sommario
Le macchine per il taglio laser di tubi, grazie all'automazione e alla tecnologia laser, consentono a un'unica macchina di completare tutte le fasi di lavorazione, come taglio, foratura e scanalatura, migliorando l'efficienza e la precisione di lavorazione. Ciò aumenta significativamente l'efficienza produttiva, riduce i costi, ottimizza l'utilizzo dei materiali, supporta una produzione flessibile e, in generale, accresce la competitività aziendale.
Di seguito è riportata una guida operativa per macchine per il taglio laser di tubiInclude procedure operative, parametri chiave, manutenzione, problemi comuni e precauzioni di sicurezza. È adatto per la formazione, l'utilizzo in loco e l'impiego presso i clienti.
1. Composizione e nozioni di base delle apparecchiature per il taglio laser di tubi
Una tipica macchina per il taglio laser di tubi è composta dai seguenti sistemi:
1) Sistema centrale
- Laser (principalmente laser a fibra)
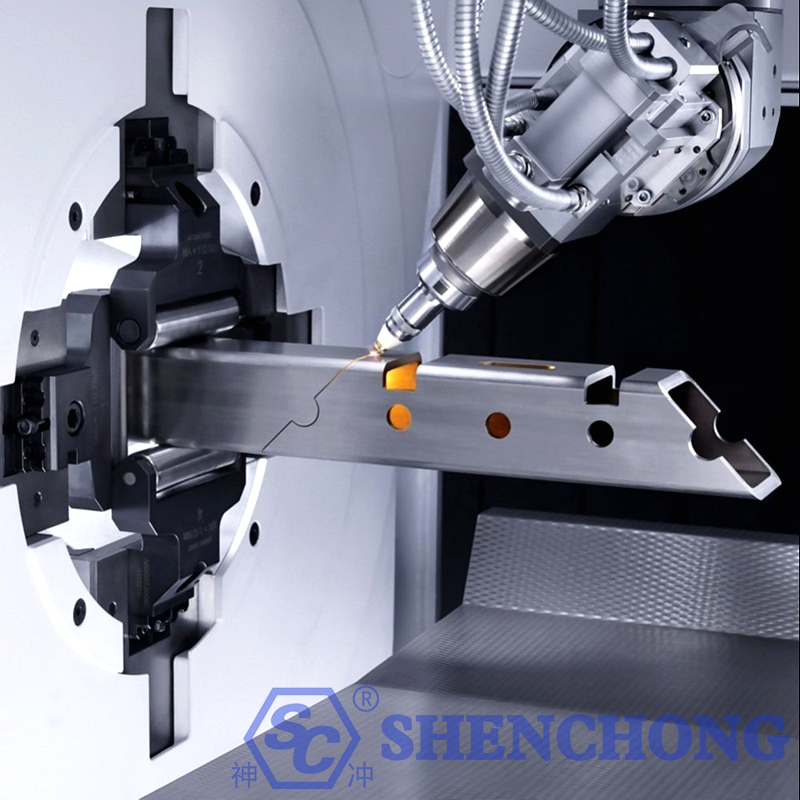
- Testina di taglio (con messa a fuoco automatica)
- Sistema CNC (ad esempio, TubePro/FSCUT)
- Telaio della macchina
2) Sistema di movimento e bloccaggio
- Mandrini anteriori e posteriori (autobloccanti)
- Supporto di follow-up (previene il cedimento del tubo)
- Asse X/Y/Z + asse rotante (che consente il taglio rotativo del tubo)
3) Sistemi ausiliari
- Sistema di raffreddamento ad acqua
- Sistema di rimozione della polvere
- Compressore d'aria / sistema a gas (ossigeno / azoto / aria)
- Sistema di alimentazione automatico (opzionale)
2. I preparativi più importanti prima di tagliare i tubi
1) Conferma accurata del materiale
Prima di tagliare i tubi, è necessario accertarsi di quanto segue:
- Materiali: acciaio al carbonio, acciaio inossidabile, lega di alluminio, rame, tubi zincati, ecc.
- Spessore della parete: tubo a parete sottile, spessore standard della parete, tubo a parete spessa
- Specifiche: diametro esterno, diametro interno, lunghezza, ovalità
- Tipo di tubo: tubo tondo, tubo quadrato, tubo rettangolare, tubo ellittico, tubo in acciaio a canale, tubo di forma speciale
- Condizioni della superficie: presenza di olio, ruggine, rivestimenti o pellicola di ossido.
Materiali diversi hanno requisiti diversi in termini di velocità di assorbimento del laser, stato di fusione e spruzzi. Ad esempio, l'acciaio inossidabile di solito privilegia la levigatezza del taglio, l'acciaio al carbonio si concentra maggiormente sull'efficienza e sul controllo delle scorie, mentre l'alluminio e il rame dipendono maggiormente dalla potenza, dal gas ausiliario e dalla sicurezza contro le riflessioni.
2) Il tubo stesso deve essere sufficientemente “regolare”
Molti problemi di taglio non dipendono dalle attrezzature, bensì dal tubo stesso:
- Eccessiva ovalizzazione nei tubi rotondi
- Ampio errore di lunghezza laterale nei tubi quadrati
- Piegatura dei tubi
- Estremità irregolari dei tubi
- Evidenti sporgenze di saldatura
- Sulla superficie sono presenti spesse incrostazioni di ossido o macchie d'olio.
Questi possono portare a:
- Serraggio instabile
- Errore di rilevamento automatico dei bordi
- Offset di taglio
- Perforazione anomala
- Scarso equilibrio dinamico durante la rotazione
3) Il serraggio e il supporto devono essere affidabili
Durante il taglio dei tubi, questi devono generalmente essere stabilizzati mediante un mandrino, un supporto per il materiale e un supporto successivo.
Nota:
- Il serraggio non deve essere troppo lasco, altrimenti causerà vibrazioni, eccentricità e rotazione asincrona durante il taglio.
- Il serraggio non deve essere eccessivo, altrimenti si rischia di danneggiare i tubi a parete sottile o di deformarli. I tubi lunghi devono essere adeguatamente supportati per evitare cedimenti nella parte centrale.
- Quando si taglia fino in fondo, se il materiale rimanente è troppo corto, tende a tremare e richiede particolare attenzione.
4) Prima di procedere, è necessario verificare i disegni e il layout.
Molti rielaborazioni di batch derivano da problemi nella programmazione iniziale.
Prima di tagliare il tubo, verificare quanto segue:
- Le dimensioni riportate nel disegno sono complete?
- Le posizioni di apertura sono corrette?
- L'angolo di smusso è corretto?
- Sono stati previsti spazi adeguati in corrispondenza dei punti di giunzione?
- I fori per i nodi, i fori per la saldatura e i fori di posizionamento sono adatti per il successivo assemblaggio?
Nel caso di tubi tagliati al laser, "essere in grado di tagliare" non significa "essere in grado di assemblare". Le tolleranze di assemblaggio successive devono essere considerate in anticipo.
3. Procedure operative della macchina per il taglio laser di tubi (passaggi standard)
1) Ispezione pre-avvio
- Verificare la pressione del gas (ossigeno/azoto/aria)
- Verificare la temperatura dell'acqua del refrigeratore (generalmente 20–25℃).
- Verificare lo stato della lubrificazione
- Verificare la funzionalità del mandrino
Importante:
Il laser deve essere alimentato con acqua prima dell'avvio.
Verificare l'assenza di perdite d'aria e di allarmi.
2) Sequenza di avvio
- Accendere l'alimentazione principale
- Avviare il refrigeratore
- Avviare il compressore d'aria/sistema del gas
- Avviare il sistema di controllo (CNC)
- Accendi il laser
È severamente vietato utilizzare una sequenza errata, altrimenti il laser si danneggerà.
3) Caricamento e posizionamento
- Inserire il tubo nel mandrino
- bloccaggio automatico/manuale
- Tipo di tubo predefinito (forma rotonda/quadrata/irregolare)
- Eseguire l'allineamento (centraggio)
Punti chiave:
Il tubo non deve essere piegato eccessivamente. I tubi lunghi devono essere dotati del supporto di rinforzo attivato.
4) Importazione e impaginazione del programma
- Importa i disegni (solitamente CAD/Tekla/SolidWorks)
- Generazione automatica dei percorsi di taglio
- Impostare la sequenza di taglio (ridurre la deformazione)
Raccomandazione:
- Dai la priorità al taglio dei fori piccoli. → Ritaglia il contorno
- Evitare la concentrazione continua di calore
5) Impostazioni dei parametri (principali)
Parametri comuni:
- Potenza del laser
- Velocità di taglio
- Tipo di gas e pressione
- Posizione di messa a fuoco
Esempi di parametri (di riferimento):
Materiale | Spessore | Gas | Energia | Caratteristiche |
acciaio al carbonio | 3 mm | Ossigeno | Medio | Taglio rapido |
Acciaio inossidabile | 3 mm | Azoto | Alto | Senza ossidazione |
Alluminio | 2 mm | Azoto | Alto | Antiriflesso |
6) Inizia a tagliare
- Prova a secco per verificare la traiettoria
- Taglio di prova a bassa potenza
- Taglio formale
Punti chiave di funzionamento della macchina per il taglio laser di tubi:
- Osserva lo stato di Spark in tempo reale
- Verificare l'eventuale allentamento del mandrino.
- Presta attenzione a suoni anomali
7) Scarico
- Rilasciare Chuck dopo il taglio
- Pulizia dei materiali residui
- Ordina e impila il materiale
4. Tecniche chiave per il taglio laser dei tubi
1) Scelta appropriata del punto focale
Il punto focale influisce direttamente sulla larghezza del taglio, sull'accumulo di scorie, sulla zona termicamente alterata e sulla perpendicolarità del taglio.
In generale:
Tubi a parete sottile: preferiscono punti focali più piccoli e velocità più elevate per ridurre l'apporto di calore.
- Tubi a parete spessa: richiedono una concentrazione di energia più stabile per garantire la penetrazione e la rimozione delle scorie.
- Acciaio inossidabile: spesso si punta a una sezione trasversale più liscia e a una minore ossidazione.
- Acciaio al carbonio: comunemente si utilizza il taglio assistito da ossigeno per aumentare la velocità, ma richiede il controllo dei bordi ossidati.
Una regolazione errata del punto focale si manifesta comunemente come:
- Ampia apertura superiore, piccola apertura inferiore
- Forte accumulo di scorie all'apertura inferiore
- Superficie di taglio annerita o ingiallita
- Tempo di perforazione eccessivamente lungo
- Una rastrematura evidente nella sezione trasversale
Empiricamente, il punto focale non è un valore fisso, ma dovrebbe essere regolato dinamicamente in base al diametro del tubo, allo spessore della parete, al materiale e alle condizioni del gas.

2) La velocità di taglio deve essere proporzionata alla potenza.
Troppo lento:
Apporto termico eccessivo, taglio più ampio, deformazione del tubo, ablazione superficiale intensa, accumulo eccessivo di scorie sul bordo inferiore.
Troppo veloce:
Taglio incompleto, taglio intermittente, filamenti sui bordi, residui di coda, deviazione ingrandita della posizione del foro. L'approccio corretto non è quello di perseguire ciecamente la velocità, ma di trovare un intervallo stabile.
In particolare in:
Tubi di piccolo diametro e di sezione circolare, tubi in acciaio inox a parete sottile, angoli di tubi di forma irregolare, forme complesse con fori o scanalature. Queste zone sono più soggette a un degrado localizzato della qualità a causa di una velocità inadeguata.
3) La scelta del gas di assistenza è cruciale
Il gas di assistenza influisce non solo sulla rimozione delle scorie, ma anche sull'ossidazione, sul colore del taglio e sulla velocità di taglio.
- Ossigeno
Adatto per lamiere/tubi spessi in acciaio al carbonio; reazione esotermica, elevata efficienza di taglio, ma il solco di taglio si ossiderà, con conseguente colorazione più scura del bordo.
Vantaggi:
- Ad alta velocità
- Adatto per acciaio al carbonio di spessore maggiore
- Buona penetrazione
Svantaggi:
- Ossidazione significativa nel punto di taglio
- Ampia zona colpita dal calore
- Le successive fasi di saldatura e verniciatura potrebbero richiedere un trattamento con strato di ossido.
- Azoto
Comunemente utilizzato per acciaio inossidabile, leghe di alluminio e altre applicazioni che richiedono un'elevata qualità di taglio.
Vantaggi:
- Taglio liscio
- Minore ossidazione
- Buona qualità della superficie
- Elaborazione successiva più semplice
Svantaggi:
- Elevati requisiti in termini di pressione e purezza del gas.
- Costo relativamente più elevato
- La velocità di taglio potrebbe diminuire per materiali con pareti spesse.
- Aria
Adatto per applicazioni a basso costo e con requisiti minimi, o per la lavorazione economica di materiali sottili.
Vantaggi:
- Basso costo
- Elevata convenienza
Svantaggi:
- Generalmente di qualità di taglio inferiore
- Ossidazione significativa
- Non ideale per componenti con requisiti elevati
4) Il metodo di perforazione deve essere ottimizzato in base allo spessore della parete.
Nella lavorazione dei tubi, la foratura è una fase cruciale. Una foratura di scarsa qualità influisce direttamente sulla qualità del taglio successivo.
Tecniche comuni:
- I tubi a parete sottile devono essere forati rapidamente per ridurre l'accumulo di calore.
- I tubi a parete spessa devono essere forati in più fasi per evitare schizzi di scorie.
- Le forme complesse dovrebbero evitare di perforare i bordi strutturali critici.
- I materiali altamente riflettenti richiedono particolare attenzione ai rischi di riflesso e retroilluminazione.
Un piercing instabile può facilmente causare:
- Surriscaldamento nel punto di taglio iniziale
- Crollo sul bordo del foro
- Schizzi di scorie che contaminano la lente
- Spazio vuoto all'inizio del taglio
5) Pianificazione corretta del percorso di taglio
La pianificazione del percorso è fondamentale, soprattutto per i pezzi complessi con fori, fessure, aperture, smussi e estremità giuntate.
Principi di pianificazione del percorso:
- Taglia prima gli elementi interni, poi il contorno esterno.
- Pratica prima i fori più piccoli, poi quelli più grandi.
- Taglia prima le zone stabili, poi quelle facilmente deformabili.
- Il materiale residuo diventa progressivamente instabile verso la fine del percorso; è necessario prevedere un sistema di sostegno per il materiale rimanente.
- Evitate di tagliare i supporti innanzitutto nei punti strutturali più deboli.
Per tubi quadrati, rettangolari e di forma irregolare, durante la pianificazione del percorso è necessario prestare particolare attenzione all'accumulo di calore e alla decelerazione in corrispondenza degli angoli. In caso contrario, potrebbero verificarsi bruciature o angoli eccessivamente arrotondati.
6) Rallenta in curva e nei punti di svolta
Gli angoli rappresentano una delle aree più problematiche nel taglio dei tubi.
Questo accade perché quando la testa laser ruota:
- Cambi di velocità
- cambiamenti nella distribuzione dell'energia
- Modifiche di stato del bagno fuso
- variazioni di accelerazione/decelerazione del sistema meccanico
Senza un buon controllo in curva, i problemi più comuni includono:
- Surriscaldamento agli angoli
- Raggio di raccordo eccessivo
- Deviazioni dimensionali
- Tagliare il tremolio
- Accumulo di scorie negli angoli
Pertanto, sulla base del disegno, è necessario effettuare le opportune impostazioni:
- Rallentamento in curva
- Compensazione della potenza del punto di flesso
- piccola transizione del filetto
- Ingresso/uscita utensile ottimizzati
7) Gestione speciale dei residui di fondo tubo e del materiale di coda
Molti incidenti durante il taglio delle tubature si verificano nella sezione finale del materiale residuo.
I motivi sono:
- Tubi più corti comportano una minore rigidità.
- Il centro di serraggio cambia.
- Il materiale rimanente è più leggero, il che comporta un'inerzia rotazionale instabile.
- È soggetto a collisioni con il mandrino, il supporto o la testa di taglio.
Pertanto, è necessario pianificare in anticipo per:
La lunghezza del materiale rimanente; il metodo di recupero del materiale rimanente; la velocità e la strategia di bloccaggio per gli ultimi tagli; e se è necessario un programma speciale per il materiale rimanente.
8) L'altezza del supporto di follow-up deve essere regolata correttamente
Tubazioni lunghe, pesanti e di grande diametro richiedono in particolare supporti aggiuntivi. Un'altezza di supporto errata causerà:
- Tubo incurvato
- Deviazione tagliata
- Eccentricità rotazionale
- errore di posizione della ruota
- Graffi superficiali
Se il supporto è troppo alto, potrebbe non essere stabile. Se è troppo basso, potrebbe piegare il tubo. Idealmente, il tubo dovrebbe rotolare o ruotare senza intoppi durante il processo di taglio, senza sospensioni o pressioni significative.
5. Considerazioni chiave per il taglio di tubi di diverso materiale
1) Tubi rotondi
I tubi rotondi sono il tipo più comune.
Considerazioni principali:
- Coassialità della rotazione
- Allineamento del morsetto centrale
- Errore di rotondità
- Precisione di posizionamento durante la foratura
Problemi comuni con i tubi rotondi:
- Disallineamento dei fori lungo la circonferenza
- Non perpendicolarità della superficie di taglio
- Taglio instabile in corrispondenza delle saldature
- Deformazione di tubi di piccolo diametro
2) Tubi quadrati/rettangolari
Considerazioni principali:
- Accumulo di calore negli angoli
- precisione dimensionale degli angoli
- Planarità della superficie di serraggio
- Ragionevolezza del percorso angolare della testa di taglio
Gli angoli dei tubi quadrati sono spesso più soggetti a surriscaldamento o accumulo di scorie rispetto ai bordi, perché il calore è più concentrato negli angoli e la traiettoria di taglio è più complessa.
3) Tubi a parete sottile
Il segreto per tagliare tubi a parete sottile è "un minore apporto di calore".
Note:
- Velocità di taglio rapida ma stabile
- Più sensibile al punto focale e alla pressione dell'aria
- La forza di serraggio non deve essere eccessiva
- Il supporto non deve danneggiare la parete del tubo.
- I fori piccoli e le scanalature strette sono soggetti a deformazione
4) Tubi a parete spessa
La chiave per tagliare tubi a parete spessa è "garantire la penetrazione e la rimozione delle scorie".
Nota:
- Sono necessari potenza e pressione del gas sufficienti.
- È necessario un tempo di perforazione sufficiente.
- La velocità non deve essere eccessiva e cieca.
- La protezione delle lenti è fondamentale.
- Il rischio di riflusso di scorie è maggiore.
5) Tubi in materiale altamente riflettente
Per materiali come alluminio, rame e molti materiali rivestiti, si prega di notare:
- rischio di riflessione
- Finestra di processo ristretta
- Elevati requisiti per la protezione delle lenti e della testina di taglio.
- È necessario valutare i parametri con maggiore attenzione.
6. Manutenzione (Punti chiave)
Manutenzione giornaliera:
- Pulire la lente della testina di taglio
- Verificare che l'ugello non sia danneggiato.
- Rimuovi i detriti dal piano di lavoro
- Verificare la pressione dell'aria e la temperatura dell'acqua.
Manutenzione settimanale:
- Verificare la lubrificazione delle guide.
- Verificare la precisione del serraggio del mandrino.
- Pulire il raccoglitore di polvere
Manutenzione mensile:
- Calibrare il percorso ottico
- Verifica lo stato del laser
- Sostituire i filtri (gas/acqua)
Elenco delle parti vulnerabili:
- Ugello
- Lente protettiva
- Anello di tenuta
- Elemento filtro
Si raccomanda di tenere un inventario dei pezzi di ricambio.
7. Taglio laser di tubi: problemi comuni e soluzioni
1) Taglio incompleto
Cause:
- Potenza insufficiente
- Messa a fuoco errata
- Pressione dell'aria insufficiente
Soluzioni:
- Aumenta la potenza / Diminuisci la velocità
- Rifocalizzare
2) Foruncoli gravi
Cause:
- Velocità eccessiva
- Bassa purezza del gas
- Ugello danneggiato
Soluzioni:
- Regola i parametri
- Sostituire il gas/ugello
3) Taglio annerito (acciaio inossidabile)
Cause:
- Utilizzando l'ossigeno
- Pressione dell'azoto insufficiente
Soluzioni:
- Utilizzare azoto ad alta pressione
4) Vibrazioni del tubo
Cause:
- Supporto insufficiente
- mandrino allentato
Soluzioni:
- Abilita il supporto post-vendita
- Verificare la forza di serraggio
8. Precauzioni di sicurezza
Il taglio laser dei tubi è un dispositivo ad alta potenza, alta velocità, alta intensità luminosa e alto flusso d'aria; la sicurezza è fondamentale.
1) Devono essere presenti occhiali protettivi e porte di sicurezza.
Il laser non deve essere osservato direttamente; è necessario adottare misure di protezione conformi ai requisiti dell'apparecchiatura.
2) Essere consapevoli dei rischi di riflessione
Soprattutto durante il taglio di materiali altamente riflettenti come alluminio, rame e ottone, la luce riflessa può danneggiare l'attrezzatura.
3) Rigorose misure di prevenzione incendi
Durante il taglio dei tubi si verificheranno scintille, scorie fuse e schizzi di vapore acqueo.
Sul posto è necessario portare con sé quanto segue:
- Eliminare i materiali infiammabili
- Dotare di attrezzature antincendio
- Monitorare l'accumulo di scorie all'estremità di taglio.
- Prevenire l'accumulo di olio
4) Rischio di schiacciamento meccanico
Il mandrino, il supporto e il meccanismo di alimentazione presentano tutti un rischio di schiacciamento. L'alimentazione deve essere rigorosamente scollegata oppure le operazioni devono essere eseguite in conformità alle normative durante la regolazione della macchina e il cambio dei materiali.
5) Sicurezza dei gas ad alta pressione
Le bombole di gas, le condutture e le valvole di riduzione della pressione devono essere ispezionate regolarmente per prevenire perdite e aumenti incontrollati di pressione.
9. Riepilogo
Nella lavorazione tradizionale dei tubi, molteplici processi come il taglio, la punzonatura e la foratura vengono eseguiti separatamente, con conseguente bassa efficienza, precisione non costante e forte dipendenza dall'esperienza manuale.
Di fronte alle attuali esigenze produttive di elevata precisione, consegne rapide e produzione flessibile, le attrezzature tradizionali non sono più in grado di supportare lo sviluppo su larga scala e standardizzato delle imprese.
Le macchine per il taglio laser di tubi integrano la tecnologia laser a fibra ad alte prestazioni con sistemi CNC intelligenti, realizzando un processo automatizzato integrato che va dal carico, al posizionamento, al taglio e allo scarico.
Macchina per il taglio laser di tubi Procedura operativa:
Ispezione → Avvio → Serraggio → Regolazione dei parametri → Taglio di prova → Taglio in avanti → Arresto
Taglio laser di tubi Punti chiave di utilizzo:
- Raffreddare prima del laser (proteggere il laser)
- Serraggio del mandrino + allineamento concentrico (per garantire la precisione)
- Abbina i parametri ai materiali (potenza/velocità/gas)
- È obbligatorio effettuare un taglio di prova (per evitare scarti di produzione).
- Non lasciare l'operatore incustodito durante il taglio (per prevenire incidenti).
- Seguire la corretta sequenza di spegnimento (per prolungare la durata della macchina).
Altre informazioni rilevanti:
Guida definitiva alla macchina per il taglio laser in fibra di tubi e condotte
11 vantaggi della macchina per il taglio laser dei tubi
Guida all'acquisto di macchine per il taglio laser di lamiere
Soluzioni complete ai problemi di sicurezza delle macchine per il taglio laser




