
Sommario
Il miglioramento della precisione nel taglio dei metalli consiste essenzialmente in un'ottimizzazione sistematica di "precisione delle attrezzature + parametri di processo + condizioni del materiale + controllo operativo + fattori ambientali".
1. Miglioramento della precisione delle attrezzature per il taglio dei metalli (Nozioni fondamentali)
1) Qualità e condizioni della lama
Fattori chiave: Qualità della superficie di taglio, Altezza della bava, Precisione dimensionale
- Selezionare materiali per lame di alta qualità (ad esempio, Cr12MoV, SKD11)
- Controllo della durezza: HRC 58–62 (un valore troppo basso provoca usura, un valore troppo alto provoca scheggiature)
- Rettilineità del bordo ≤ 0,01 mm/m
- Affilatura regolare (volume di taglio consigliato 100.000 cicli o da adattare in base al materiale)
Obiettivo dell'ottimizzazione della precisione nel taglio dei metalli:
- Parallelismo della lama superiore e inferiore
- Affilatura del filo (le lame smussate sono letali per la precisione)
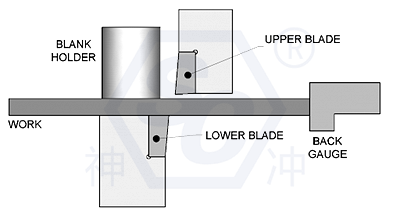
2) Spazio libero tra la lama e il corpo della lama (uno dei parametri più critici)
Il gioco determina direttamente: Qualità della superficie + Precisione dimensionale + Bava
Valori empirici raccomandati (in base al rapporto tra gli spessori delle piastre):
- Acciaio a basso tenore di carbonio: 5%–8% t
- Acciaio inossidabile: 6%–10% t
- Piastra in alluminio: 3%–6% t
Esempio:
- Acciaio al carbonio da 2 mm → Gioco di circa 0,1–0,16 mm
- Conseguenze di un'autorizzazione inadeguata:
- Troppo grande → Grandi bave, deviazioni dimensionali
- Dimensioni insufficienti → Usura rapida della lama, collasso degli angoli, deformazione
Raccomandazioni:
- Utilizzare una struttura di gioco regolabile (elettrica o CNC).
- Definire i parametri del database per i diversi materiali
3) Rigidità del telaio e precisione delle guide
Impatto: se si verifica una "deformazione per taglio" durante il processo di taglio.
- La saldatura del telaio richiede una ricottura complessiva
- Regolare correttamente il gioco della guida (evitare oscillazioni).
- Rettilineità di scorrimento del cursore ≤ 0,02 mm
Soluzioni di fascia alta:
- Struttura a telaio chiuso (maggiore resistenza alla deformazione)
- Guide di scorrimento o guide a scorrimento ad alta precisione
4) Stabilità del sistema di pressione
Funzione: impedisce lo spostamento della lamiera durante il taglio
- La forza di pressione deve essere distribuita uniformemente
- Corretta spaziatura tra i piedini di pressione (per evitare deformazioni locali).
- Dotato di cuscinetti anti-indentazione (alluminio/acciaio inossidabile)
Suggerimenti per l'aggiornamento:
- Sistema sincrono pneumatico-idraulico a pressione
- forza di pressione regolabile
5) Precisione del sistema di riscontro posteriore
Il sistema centrale che determina la precisione dimensionale del taglio
Precisione di posizionamento: ±0,05 mm (la fascia alta può raggiungere ±0,02 mm) (mm) La ripetibilità è più critica
Punti chiave:
- Vite di comando (preferibilmente vite a ricircolo di sfere)
- Precisione della guida lineare
- Risposta del sistema servo
Raccomandazioni:
- Utilizzare un servomotore (invece di un motore passo-passo)
- Aggiungi feedback del righello a griglia (controllo a circuito chiuso)
2. Ottimizzazione dei parametri di processo (determina il risultato finale)
1) Angolo di taglio
Impatto: forza di taglio e deformazione della lamiera
- Angolo ridotto → Alta precisione, ma carico elevato
- Angolo ampio → Carico basso, ma soggetto a deformazione
Raccomandazione:
- Taglio di precisione → Angolo piccolo (0,5°–1°)
- Lastre spesse → Angolo leggermente maggiore (1°–3°)
2) Velocità di taglio
- Velocità eccessiva → Aumento delle vibrazioni → Diminuzione della precisione
- Velocità troppo bassa → Bassa efficienza
Ottimizzazione:
- Alta velocità per lamiere sottili
- Bassa velocità per il taglio stabile di lamiere spesse
3) Controllo della posizione di taglio
- Punto di contatto iniziale stabile della lama
- Evitare il taglio da impatto
Modelli di fascia alta:
Utilizzare una valvola proporzionale per controllare la velocità di taglio.
3. Controllo dei fattori materiali (spesso trascurato)
1) Tensione interna del materiale
Problemi:
Deformazione dopo taglio, instabilità dimensionale
Soluzioni:
Selezionare un materiale in fogli che riduca le tensioni interne.
Oppure eseguire un pretrattamento (livellamento)
2) Planarità del foglio
Irregolarità → Errore di posizionamento
Bordi ondulati → Dimensioni imprecise
Supporto:
Livellatrice di precisione (fortemente consigliata)
3) Differenze di durezza dei materiali
Materiali diversi con gli stessi parametri producono risultati significativamente diversi
Raccomandazione:
Creare un database dei materiali (materiale-spessore-spazio-angolo)
4. Gestione delle operazioni e dei processi
1) Ottimizzazione del metodo di posizionamento
Misuratore anteriore vs. misuratore posteriore
I materiali in lastre di grandi dimensioni richiedono un supporto ausiliario
Raccomandazione:
Utilizzare un sistema di supporto per l'alimentazione frontale
Prevenire l'afflosciamento dei fogli di materiale
2) Coerenza operativa
L'errore umano è la principale fonte di fluttuazioni di precisione.
Soluzione:
Procedure operative standard (SOP)
Sistema di posizionamento automatizzato
3) Strategia di taglio a lame multiple
Per esigenze di elevata precisione:
tosatura grossolana + tosatura fine
5. Automazione e aggiornamenti intelligenti (soluzioni di fascia alta)
- Ottimizzazione del sistema CNC: richiamo automatico del database dei parametri; sistema di riconoscimento dei materiali (fascia alta)
- Sistema di regolazione automatica dello spazio: regolazione automatica in base allo spessore della piastra
- Ispezione tramite visione/sensori: monitoraggio in tempo reale delle dimensioni di taglio
- Produzione in linea (consigliata): Taglio laser → Livellamento → Tranciatura → Piegatura
6. Fattori ambientali ed esterni
– Influenza della temperatura: l'espansione e la contrazione termica influenzano taglio del metallo precisione (specialmente per lastre lunghe)
Raccomandazione:
Workshop sulla temperatura costante (scenari ad alta precisione)
– Vibrazioni: Fondamenta instabili → Precisione ridotta
Raccomandazione: Fondazione indipendente; Cuscinetti antivibranti
7. Priorità per il miglioramento della precisione del taglio dei metalli (Raccomandazioni pratiche)
Se desideri migliorare rapidamente la precisione (investimento minimo → massimo effetto):
Prima priorità (risultati immediati):
- Regolare la distanza tra le lame
- Sostituire/riaffilare le lame
- Calibrare il registro posteriore
Seconda priorità (miglioramento stabile):
- Ottimizzare il sistema di serraggio
- Regolare l'angolo di taglio
- Livellamento del materiale
Terza priorità (aggiornamento di fascia alta):
- Sistema di registro posteriore servoassistito
- Controllo automatico del gap
- Database intelligente
Nella produzione di alta gamma, la tranciatura non è più solo un processo di base per "tagliare i materiali", ma il primo ostacolo critico che determina la precisione della successiva piegatura, la qualità della saldatura e la coerenza dell'assemblaggio.
8. Riepilogo
Per migliorare metallo Per una maggiore precisione nel taglio, concentratevi su questi 5 punti chiave:
- Spazio libero tra le lame (aspetto più critico)
- Precisione del registro posteriore (garanzia dimensionale)
- Rigidità dell'attrezzatura (fondazione stabile)
- Parametri di pressatura e taglio (controllo di processo)
- Condizioni del materiale in lamiera (controllo alla fonte)
La tosatura tradizionale presenta i seguenti problemi:
- Errori dimensionali incoerenti
- Grandi bave e scarsa qualità della sezione trasversale
- Deformazione della lamiera, che influisce sui processi successivi
- Elevato ricorso al lavoro manuale, con conseguente scarsa uniformità dei lotti.
SHENCHONG ridefinisce gli standard di tosatura: non solo "tagliare", ma tagliare con precisione, costanza e controllo.
Dalla categoria "qualificata" a quella "di alta gamma", la differenza sta nella precisione della macchina cesoia.
✔ Precisione dimensionale stabile e controllabile
✔ Sezione trasversale liscia e tranciata con bave inferiori
✔ Precisione di piegatura successiva notevolmente migliorata
✔ Significativo miglioramento della coerenza della produzione in lotti
✔ Minore dipendenza dal lavoro manuale, maggiore efficienza
Macchine cesoie per lamiere CNC ad alta precisione SC wIdeale per:
- Lavorazione di precisione della lamiera
- Produzione di armadi elettrici
- Prodotti in acciaio inossidabile
- Ricambi per auto
- Produzione di apparecchiature di alta gamma



