Оглавление
4-валковая листопрокатная машина является широко используемым оборудованием для обработки металлических листов гибкой вальцами. Она может осуществлять предварительную гибку и формовку листа, особенно подходит для средних и толстых листов и высокоточной обработки прокатки.
По сравнению с трехвалковая листопрокатная машинаЧетырехвалковая листопрокатная машина имеет такие преимущества, как высокая степень автоматизации, простота эксплуатации и небольшая остаточная прямолинейность.
1. Что такое 4-валковая листопрокатная машина?

Определение:
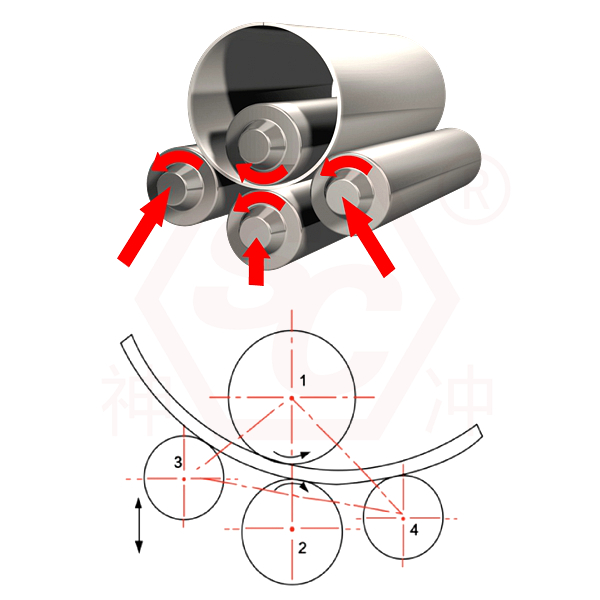
Четырехвалковая листогибочная машина представляет собой устройство, которое зажимает, предварительно изгибает и прокатывает лист посредством скоординированного движения четырех роликов (1 верхний ролик, 1 нижний ролик и 2 боковых ролика). Она может одновременно выполнять симметричную предварительную гибку и прокатку листа по всему кругу.
Четырехвалковая листопрокатная машина — это механическое оборудование, используемое для прокатки металлических листов в цилиндрические, дугообразные или другие формы. Она широко используется в сосудах под давлением, ветроэнергетике, судостроении, нефтехимии, производстве котлов и других отраслях.
Краткое описание принципа работы:
- Зажим пластины: Верхний и нижний ролики зажимают пластину.
- Предварительная гибка: Поднимая боковой ролик с одной стороны, один конец пластины прижимается вверх для выполнения предварительной гибки (уменьшения прямых кромок).
- Прокатка: ролики движутся согласованно, и пластина подвергается непрерывной пластической деформации под опорой трех точек и в конечном итоге прокатывается до необходимой кривизны.
- Выгрузка: Сформированная заготовка выгружается через вспомогательное устройство или верхний роликовый переворачивающий механизм.
2. Конструктивная структура четырехвалковой листопрокатной машины
Базовая структура 4-валковой листогибочной машины является основой для ее автоматических функций предварительной гибки, прокатки и округления. По сравнению с трехвалковой листогибочной машиной, четырехвалковая листогибочная машина имеет дополнительный вспомогательный ролик (второй боковой ролик), что значительно повышает эффективность обработки и точность прокатки. Ниже приведены основные структурные компоненты и функциональное описание четырехвалковой листогибочной машины.
1) Верхний ролик (верхний рабочий ролик)
Позиция:
расположен в верхней части центра кадра.
Функция:
Активный ролик приводит пластину во вращение с помощью приводной системы.
Прикладывает к пластине основную силу изгиба, направленную вниз.
Функции:
Обычно с электроприводом, с наибольшим диаметром и возможностью вертикального подъема и опускания.
2) Нижний ролик (нижний рабочий ролик)
Позиция:
Расположен внизу, параллельно верхнему ролику.
Функция:
Как ведомый ролик, он выполняет функцию зажима пластины.
Может перемещаться вверх и вниз для регулировки силы зажима.
Функции:
Иногда также является ведущим роликом. Используется для зажима и регулировки начального положения пластины верхним роликом.
3) Левый и правый ролики (боковые ролики)
Позиция:
По обе стороны от верхнего и нижнего роликов, рядом с нижним роликом.
Функция:
Реализовать функцию предварительного изгиба.
Контролируйте траекторию изгиба и радиус формовки пластины.
Функции:
Их можно поднимать и поворачивать по отдельности, обычно это управляется гидравлической системой.
Траекторию их движения можно программно контролировать, добиваясь прокатки различных форм (цилиндров, конусов и т. д.).
4) Главное приводное устройство
- Обычно двигатель + редуктор.
- Непосредственно приводит в действие верхний ролик (или верхний и нижний ролики), вращая и перемещая пластину.
- Обеспечивает постоянную линейную скорость между роликами для повышения точности прокатки.
5) Гидравлическая система
- Управляет подъемом и боковым движением нижнего ролика и боковых роликов.
- Обеспечивает контроль давления во время прокатки.
- Обычно включает в себя гидравлические цилиндры, гидравлические насосы, группы регулирующих клапанов, масляные баки и т. д.
6) Рама машины
- Поддерживает всю структуру оборудования.
- Обеспечивает точность положения роликов и общую жесткость оборудования.
- Изготовлены из прочных сварных стальных конструкций или литья, что обеспечивает высокую устойчивость к нагрузкам.
7) Система управления ЧПУ
- Используется для управления движением различных частей листопрокатного станка и установки параметров.
- Обычно оснащается ПЛК, сенсорным экраном, человеко-машинным интерфейсом (HMI).
- Реализует автоматизированное управление и поддерживает многосегментные операции прокатки.
8) Вспомогательное устройство (опционально)
- Подающее устройство: например, гидравлическая загрузочная платформа.
- Разгрузочное устройство: например, опорная рама, устройство поворота валков.
- Устройства безопасности: кнопка аварийной остановки, защитный кожух, система обнаружения смещения и т. д.
3. Принцип работы четырехвалковых листогибочных машин

Четырехвалковая листопрокатная машина — это передовое оборудование для формовки листов. Принцип ее работы заключается в том, чтобы заставить лист пластически деформироваться под действием механического и гидравлического давления посредством скоординированного действия четырех рабочих роликов (верхний ролик, нижний ролик, левый ролик, правый ролик), чтобы добиться автоматической предварительной гибки и точной прокатки. Далее будет подробно проанализирован принцип ее работы с точки зрения структуры, процесса, силы, управления и т. д.
1) Подача листов
- Лист подается сбоку или спереди через загрузочную платформу.
- После выравнивания центра он зажимается и позиционируется верхними и нижними роликами.
2) Зажим листа
- Нижний валик поднимается и плотно прижимает лист под верхним валиком.
- Начальное состояние зажима сформировано и готово к прокатке.
3) Предварительная гибка листа (устранение остаточных прямых кромок)
- Поднимите боковой ролик с одной стороны (например, левый ролик).
- Один конец листа поднимается, образуя трехточечное усилие с верхним и нижним роликами, в результате чего он частично изгибается (предварительно изгибается).
- Лист поворачивается и повторяет операцию на другом конце, чтобы добиться предварительного изгиба с обоих концов.
- Этот метод значительно уменьшает количество остаточных прямых кромок и улучшает качество формовки.
4) Листовой прокат
- Боковые ролики постепенно поднимаются (программируемое управление кривизной).
- Лист непрерывно прокатывается в дугу или цилиндр в режиме трехточечной гибки.
- Приводной ролик непрерывно продвигает лист вперед, образуя полностью круглое поперечное сечение.
5) Выгрузка листов
- После завершения прокатки верхний валик можно перевернуть или сдвинуть в сторону.
- Сформированная заготовка выгружается с помощью гидравлических или механических вспомогательных механизмов.
- Можно сразу приступать к следующему процессу сварки или скругления.
4. Анализ сил прокатки листа четырьмя валками
Анализ силы четырехвалковой листопрокатной машины является основной частью понимания ее прокатного механизма, контроля точности и оптимизации процесса формования. Преимущество четырехвалковой конструкции с точки зрения силы заключается в том, что она может сформировать более идеальную трехточечную систему гибки, эффективно контролировать процесс деформации пластины и улучшить качество предварительной гибки и прокатки.
1) Основные точки напряжения 4-валковой листопрокатной машины
В процессе прокатки лист подвергается воздействию следующих основных сил:
- Верхний роликовый пресс: прикладывает основную силу изгиба к пластине, обеспечивая ее пластическую гибку.
- Усилие поддержки нижнего ролика: зажимает пластину верхним роликом и одновременно обеспечивает поддержку и передачу.
- Верхнее давление боковых валков: контролирует кривизну и точность формы во время предварительной гибки и прокатки.
- Трение: возникает из-за трения между верхним/нижним роликом и пластиной, приводя пластину в движение.
- Сила отскока плиты: упругая сила восстановления плиты после изгиба, которая является важным фактором, влияющим на точность.
2) Анализ стадии силового процесса
Начальная стадия зажима:
- Пластина размещается между верхним и нижним роликами.
- Нижний ролик поднимается и оказывает давление, образуя зажимное усилие с верхним роликом, создавая нормальное давление.
- Трение между верхним и нижним роликами управляет движением пластины.
Стадия предварительной гибки:
- Один боковой ролик поднимается, образуя трехточечную силу с верхним и нижним роликами.
- Конец пластины изгибается, и локально образуется зона пластической деформации.
- Изгибающий момент создается ниже средней оси толщины пластины, образуя асимметричное распределение напряжений.
Стадия прокатки:
- Пластина подвергается воздействию силы между тремя точками опоры (верхний ролик + два боковых ролика).
- Он сжимается и изгибается, непрерывно двигаясь вперед, образуя непрерывную кривую.
- Радиус изгиба определяется положением боковых роликов, а распределение давления должно быть равномерным.
В процессе изгиба напряженное состояние внутри пластины равно:
- Верхняя поверхность растягивается, напряжение положительное.
- Нижняя поверхность сжата, а напряжение отрицательное.
- Напряжение на нейтральной оси равно нулю, изгиб происходит, но удлинение не происходит.
3) Преимущества прочности четырехроликовой конструкции
Сравнение товаров | Трехвалковая листопрокатная машина | Четырехвалковая листопрокатная машина (преимущества) |
Точка опоры | 2 стороны + 1 центр | Настоящая трехточечная формовочная структура |
Стабильность листа | Пластина легко скользит | Стабильная фиксация и зажим пластины |
Точность прокатки | Общий | Высокая (регулируемая регулировка изгибающего момента) |
Способность к предварительному изгибу | Слабый | Прочная (структура выдерживает положительный и отрицательный предварительный изгиб) |
Контроль отскока | Трудно контролировать точно | Программируемая компенсация + динамическая регулировка |
5. Метод управления качением
С развитием технологий листопрокатный станок постепенно перешел от традиционного ручного/гидравлического управления к системам электронного числового управления (ЧПУ) и числового программного управления (ЧПУ), достигая более высокого уровня интеллектуального производства. Именно метод управления прокаткой 4-валкового листопрокатного станка определяет точность его формовки, эффективность работы и уровень автоматизации.
1) Контроль положения ролика (контроль смещения)
- Управление подъемом и опусканием верхнего ролика, нижнего ролика, левого и правого боковых роликов.
- Определить радиус изгиба и площадь давления пластины в процессе формования.
- Обычно замкнутый контур управления дополняется гидравлическим пропорциональным клапаном + датчиком смещения.
2) Управление траекторией качения
- Управление траекторией движения бокового ролика (наклонная линия, кривая)
- Достижение сложных форм (например, конических цилиндров) или прокатки многосегментных дуг
- Траектория обычно предварительно программируется системой ЧПУ.
3) Контроль зажима
- Контролируйте давление зажима верхних и нижних роликов на пластине.
- Убедитесь, что пластина не проскальзывает во время вращения.
- Соответствие различным материалам Динамическая регулировка качества и толщины
4) Управление приводом (регулировка скорости)
- Управляйте скоростью вращения ролика для достижения плавной подачи.
- Усовершенствованная система управления может регулировать ускорение и замедление во время процесса прокатки.
- Важно предотвратить разрыв материала, избыточное давление или повреждение поверхности.
5) Программное управление (автоматическая логика)
В системе управления предварительно задано несколько шагов прокатки:
- Позиционирование пластины
- Автоматический зажим
- Предварительный изгиб первого конца
- Вращение пластины
- Предварительный изгиб второго конца
- Полный круг катится
- Разгрузка и т.д.
Пользователям нужно только ввести такие параметры, как толщина пластины, материал и диаметр валков, и система автоматически отрегулирует положение и движение каждого валка.
6. Анализ преимуществ четырехвалковой листопрокатной машины
4-валковая листопрокатная машина широко используется в современном производстве листового металла, в основном потому, что ее структура и система управления приносят много преимуществ. По сравнению с традиционным оборудованием, таким как трехвалковая листопрокатная машина и симметричная листопрокатная машина, 4-валковая листопрокатная машина имеет очевидные преимущества в точности, эффективности, работоспособности и т. д.
1) Конструктивные преимущества 4-валковой листопрокатной машины
- Четырехвалковая конструкция: активный верхний ролик + зажим нижнего ролика + двухсторонняя регулировка ролика, более стабильная конструкция. Поддерживает симметричную прокатку и асимметричную предварительную гибку.
- Нижняя фиксированная роликовая пластина: пластина всегда находится на фиксированном ролике, ее невозможно скользить, ее легко позиционировать и контролировать точность.
- Нет необходимости переворачивать пластину: в отличие от трехвалковой машины, пластина всегда обрабатывается с одной и той же стороны в течение всего процесса прокатки, без переворачивания.
2) Преимущества процесса и эксплуатации
- Однократная формовка: предварительная гибка + прокатка могут быть выполнены в одном технологическом цикле, что снижает количество ручных ошибок и ошибок позиционирования.
- Высокая способность к предварительной гибке на обоих концах: левые и правые ролики можно поднимать и опускать соответственно, и они могут независимо выполнять точную предварительную гибку на обоих концах (практически нет прямых кромок).
- Адаптация к конической прокатке: траекторию бокового ролика можно программно регулировать, что подходит для некруглых конструкций, таких как конические цилиндры и эллипсы.
- Простота эксплуатации: большинство четырехвалковых листопрокатных машин оснащены системами ЧПУ (NC/CNC), и для работы пользователю необходимо только вводить параметры.
- Адаптация к широкому диапазону толщин листов: возможна прокатка различных металлических листов толщиной от 1 мм до более 100 мм (в зависимости от модели).
- Меньшие требования к оператору: по сравнению с трехвалковой листопрокатной машиной она менее зависима от технологии, легко освоится новичками и более безопасна.
3) Преимущества качества формовки
- Более высокая округлость: точность многоточечного управления силой высокая, а округлость и цилиндричность прокатки лучше, чем у трехвалковой формовки.
- Хороший контроль отскока: сила бокового ролика непрерывно контролируется, что позволяет уменьшить упругий отскок и повысить точность качения.
- Хорошее качество поверхности: пластина не скользит, ее не нужно переворачивать, на ней не должно быть царапин, складок и других дефектов.
- Более точная стыковка кромок: прямая кромка имеет небольшие размеры, что облегчает последующую автоматическую сварку, стыковку швов и другие точные операции.
4) Преимущества эффективности производства и автоматизации
- Полностью автоматическая система управления: поддерживает программирование ЧПУ, имеет функцию хранения данных и подходит для массового производства.
- Сокращение времени обработки: все этапы выполняются за одну установку, что сокращает общее время обработки на 30%–50%.
- Подходит для автоматизированных производственных линий: может связывать системы загрузки и разгрузки, роботов, сварочные станции и другое оборудование.
- Поддержка удаленного мониторинга/диагностики: Некоторое высокопроизводительное оборудование можно подключить к Интернету для обеспечения доступа к промышленному Интернету вещей (IIoT).
5) Сравнение типичных преимуществ трехвалковой листопрокатной машины
Сравнение товаров | Трехвалковая листопрокатная машина | Четырехвалковая листопрокатная машина (преимущества) |
Функция предварительного изгиба | Требует многократных переворотов, больших прямых краев. | Автоматическая предварительная гибка, чрезвычайно короткая прямая кромка (≤1,5 толщины пластины) |
Центрирование и позиционирование | Полагаюсь на ручной опыт позиционирования | Пластина фиксируется на нижнем ролике и автоматически центрируется. |
Эффективность прокатки | Множество процессов, низкая эффективность | Все процессы прокатки завершаются за один проход. |
Мощность конического проката | Структурные ограничения затрудняют достижение | Регулируемая траектория ролика, свободное управление углом конуса |
Эксплуатационные технические трудности | Высокая, требуются квалифицированные рабочие | Низкий, удобный интерфейс ЧПУ, легко обучаемый |
7. Как выбрать четырехвалковый листопрокатный станок?
Покупка 4-валковой листопрокатной машины является важным инвестиционным решением в отношении оборудования, которое напрямую связано с эффективностью производства, точностью обработки и способностью предприятия к долгосрочному развитию. Ниже приведены систематические и практические «рекомендации и рекомендации по покупке 4-валковой листопрокатной машины», которые помогут вам сделать научный выбор в соответствии с реальными потребностями и избежать ненужных отходов и скрытых опасностей.
1) Уточните требования к вашему заявлению
Перед выбором модели необходимо четко определить характеристики заготовки и методы ее производства:
Ключевые параметры | Соображения |
Толщина листа | Максимальный/минимальный диапазон толщины обрабатываемой пластины (влияет на диаметр верхнего ролика и гидравлическую систему) |
Ширина листа | Максимальная ширина обработки, определяет ширину корпуса машины и требования к жесткости |
Тип материала | Обычная углеродистая сталь, нержавеющая сталь, алюминиевый сплав, износостойкая сталь и т. д. влияют на давление и радиус формовки |
Минимальный диаметр рулона | Требуемый минимальный внутренний диаметр? Включает в себя изгибающую способность и расположение роликов |
Тип заготовки | Цилиндр, конус, эллипс, нестандартные детали? Влияет на систему управления и траекторию бокового ролика |
Размер партии | Изготовление на заказ единичной детали или крупной партии? Определите, следует ли оснащать ЧПУ или автоматическим устройством загрузки и выгрузки |
2) Рекомендации по выбору основных технических параметров
- Диаметр верхнего ролика: должен быть достаточно большим, чтобы выдерживать максимальное изгибающее усилие и не допускать прогиба; на него влияет толщина прокатываемой пластины.
- Меньший диаметр ролика и бокового ролика: влияет на стабильный эффект зажима и гибки, а также улучшает симметричность структуры.
- Давление в гидравлической системе: чем выше давление, тем выше производительность, но при этом увеличивается и стоимость.
- Мощность двигателя: напрямую определяет производительность привода пластины и скорость обработки.
- Шаг роликов и расположение роликов: определяют качество формовки и минимальный диаметр роликов. Эксцентриковые боковые ролики подходят для прокатки конусов.
- Режим управления: ЧПУ подходит для обычных применений, ЧПУ подходит для сложных и высокоточных сценариев.
- Материал конструкции машины: высокопрочная литая сталь или сварная конструкция, обеспечивающая длительную устойчивость к деформациям.
3) Рекомендации по бренду и послепродажному обслуживанию
Ключевым моментом является выбор надежного производителя и идеальная послепродажная поддержка.
- Отдавайте предпочтение известным брендам или производителям с хорошей репутацией в отрасли: качество оборудования гарантировано, а ключевые компоненты имеют длительный срок службы.
- Осмотрите сборочную площадку и испытательную установку производителя: осмотрите фактический эффект прокатки и поймите работоспособность системы управления.
- Убедитесь, что поставщик предоставляет услуги по установке, вводу в эксплуатацию и обучению: сократите цикл работы машины и повысьте эффективность производства.
- Изучите время реагирования на послепродажные запросы и поддержку запасных частей: своевременное техническое обслуживание чрезвычайно важно при выходе оборудования из строя.
4) Краткое изложение идей выбора 4-валковой листопрокатной машины
Для систематизации своих потребностей и общения с производителем вы можете использовать следующую таблицу:
Элемент | Описание данных или требований |
Максимальная толщина пластины | Например, сталь Q345 толщиной 20 мм. |
Диапазон ширины пластины | 2000мм |
Минимальный внутренний диаметр | 400мм |
Тип заготовки | Цилиндр + конус |
Обработка материала | Смешанная нержавеющая сталь и углеродистая сталь |
Метод контроля | ЧПУ или ЧПУ |
Партия или нет | Да, рекомендуется настроить устройство подачи. |
Ограничения по месту установки | Требования к ширине/высоте/несущей способности фундамента и т. д. |




