
Оглавление
Повышение точности резки металла по сути представляет собой систематическую оптимизацию следующих параметров: «точность оборудования + параметры процесса + состояние материала + управление процессом + факторы окружающей среды».
1. Повышение точности оборудования для резки металла (основная основа)
1) Качество и состояние лезвия
Основные факторы, влияющие на качество поверхности среза, высоту заусенцев, точность размеров.
- Выбирайте высококачественные материалы для лезвий (например, Cr12MoV, SKD11).
- Контроль твердости: HRC 58–62 (слишком низкая твердость приводит к износу, слишком высокая — к сколам).
- Прямолинейность кромки ≤ 0,01 мм/м
- Регулярная заточка (рекомендуемый объем резки 100 000 циклов или корректируется в зависимости от материала).
Цель оптимизации точности резки металла:
- Параллельность верхней и нижней частей лезвия
- Острота лезвия (тупые лезвия губительны для точности).
2) Зазор между лопастями (один из наиболее важных параметров)
Зазор напрямую определяет: качество поверхности + точность размеров + наличие заусенцев.
Рекомендуемые эмпирические значения (на основе отношения толщины пластины):
- Низкоуглеродистая сталь: 5%–8% t
- Нержавеющая сталь: 6%–10% t
- Алюминиевая пластина: 3%–6% t
Пример:
- Углеродистая сталь 2 мм → Зазор приблизительно 0,1–0,16 мм
- Последствия ненадлежащего оформления допуска:
- Слишком большой → Крупные заусенцы, отклонения в размерах
- Недостаточный размер → Быстрый износ лезвия, обрушение углов, деформация.
Рекомендации:
- Используйте регулируемую конструкцию зазора (электрическую или с ЧПУ).
- Установите параметры базы данных для различных материалов.
3) Жесткость рамы и точность направляющих рельсов.
Влияние: Происходит ли «деформационное сдвиговое разрушение» в процессе сдвига?
- Для сварки каркаса требуется общий отжиг.
- Правильно отрегулируйте зазор направляющей (избегайте раскачивания).
- Прямолинейность движения ползунка ≤ 0,02 мм
Высококлассные решения:
- Закрытая каркасная конструкция (повышенная устойчивость к деформациям)
- Роликовые направляющие или высокоточные направляющие ползуна
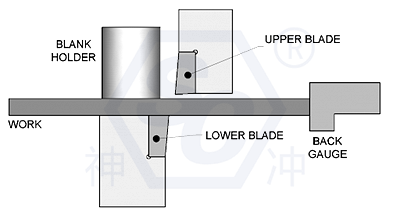
4) Стабильность системы давления
Функция: Предотвращает смещение листового металла во время резки.
- Сила давления должна быть равномерно распределена.
- Правильное расстояние между прижимными ножками (во избежание локальной деформации)
- Оснащен противоударными накладками (алюминий/нержавеющая сталь).
Предложения по обновлению:
- Пневматогидравлическая синхронная система высокого давления
- Регулируемая сила давления
5) Точность системы заднего упора
Основная система, определяющая точность размеров при резке.
Точность позиционирования: ±0,05 мм (в верхнем диапазоне может достигать ±0,02 мм) (мм). Повторяемость имеет решающее значение.
Основные моменты:
- Ходовой винт (предпочтительно шариковый винт)
- Точность линейной направляющей
- Реакция сервосистемы
Рекомендации:
- Используйте сервопривод (вместо шагового двигателя).
- Добавить обратную связь по решетчатой линейке (управление с обратной связью).
2. Оптимизация параметров процесса (определяет конечный результат)
1) Угол сдвига
Ударное воздействие: сила сдвига и деформация листа
- Малый угол → Высокая точность, но высокая нагрузка
- Большой угол → Низкая нагрузка, но склонность к деформации
Рекомендация:
- Точная резка → Малый угол (0,5°–1°)
- Толстые пластины → Немного больший угол (1°–3°)
2) Скорость сдвига
- Слишком высокая скорость → Усиление вибрации → Снижение точности
- Слишком низкая скорость → Низкая эффективность
Оптимизация:
- Высокая скорость для тонких пластин
- Низкая скорость для стабильной резки толстых пластин
3) Контроль положения резки
- Стабильная точка первоначального контакта лезвия
- Избегайте ударной резки
Модели высокого класса:
Для регулирования скорости резки используйте пропорциональный клапан.
3. Контроль материальных факторов (часто упускаемый из виду аспект)
1) Внутренние напряжения материала
Проблемы:
Деформация после сдвига, нестабильность размеров.
Решения:
Выберите листовой материал, снимающий внутренние напряжения.
Или выполнить предварительную обработку (выравнивание).
2) Плоскостность листа
Неровность → Ошибка позиционирования
Волнистые края → Неточные размеры
Поддерживать:
Высокоточный нивелир (настоятельно рекомендуется)
3) Различия в твердости материалов
Различные материалы с одинаковыми параметрами дают существенно разные результаты.
Рекомендация:
Создайте базу данных материалов (материал-толщина-зазор-угол).
4. Управление операциями и процессами
1) Оптимизация метода позиционирования
Передний и задний измерители.
Для крупноформатных листовых материалов требуется дополнительная опора.
Рекомендация:
Используйте систему поддержки передней подачи.
Предотвратите провисание листового материала.
2) Операционная согласованность
Человеческий фактор является основным источником колебаний точности.
Решение:
Стандартные операционные процедуры (СОП)
Автоматизированная система позиционирования
3) Стратегия многолопастной резки
Для обеспечения высокой точности:
Грубая резка + тонкая резка
5. Автоматизация и интеллектуальная модернизация (высокотехнологичные решения)
- Оптимизация системы ЧПУ: автоматический вызов базы данных параметров; система распознавания материалов (высококлассная).
- Система автоматической регулировки зазора: автоматическая регулировка в зависимости от толщины листа.
- Визуальный/датчиковый контроль: мониторинг размеров при резке в режиме реального времени.
- Поточная технология производства (рекомендуется): лазерная резка → выравнивание → резка → гибка
6. Факторы окружающей среды и внешние факторы
– Влияние температуры: тепловое расширение и сжатие оказывают влияние. резка металла точность (особенно для длинных пластин)
Рекомендация:
Семинар по поддержанию постоянной температуры (сценарии высокой точности)
– Вибрация: Неустойчивое основание → Снижение точности
Рекомендация: Независимый фундамент; Виброгасящие подушки.
7. Приоритеты для повышения точности резки металла (практические рекомендации)
Если вы хотите быстро повысить точность (минимальные затраты → максимальный эффект):
Первоочередная задача (немедленные результаты):
- Отрегулируйте зазор между лезвиями
- Замените/заточите лезвия
- Откалибруйте задний упор
Второй приоритет (стабильное улучшение):
- Оптимизировать систему зажима
- Отрегулируйте угол среза
- Выравнивание материала
Третий приоритет (модернизация до премиум-класса):
- Сервоприводная система заднего упора
- Автоматический контроль зазора
- Интеллектуальная база данных
В высокотехнологичном производстве резка материалов — это уже не просто базовый процесс «разрезания материалов», а первый критически важный этап, определяющий точность последующей гибки, качество сварки и стабильность сборки.
8. Резюме
Для улучшения металл Для обеспечения точности стрижки сосредоточьтесь на этих 5 ключевых моментах:
- Зазор между лезвием и лезвием (наиболее важный параметр)
- Точность заднего упора (обеспечение точности размеров)
- Жесткость оборудования (устойчивое основание)
- Параметры прессования и резки (управление процессом)
- Состояние листового материала (контроль источника загрязнения)
Традиционный метод стрижки овец сталкивается со следующими проблемами:
- Несоответствующие погрешности размеров
- Крупные заусенцы и низкое качество поперечного сечения
- Деформация листа, влияющая на последующие процессы.
- Чрезмерная зависимость от ручного труда приводит к низкой однородности партий продукции.
Компания SHENCHONG переосмысливает стандарты стрижки: речь идет не просто о «резке», а о точной, равномерной и контролируемой резке.
Разница между «квалифицированными» и «высококлассными» ножницами заключается в их высокой точности.
✔ Стабильная и контролируемая точность размеров
✔ Гладкое поперечное сечение, полученное методом среза, с меньшими заусенцами
✔ Значительно улучшена точность последующего изгиба
✔ Значительно улучшена стабильность серийного производства
✔ Снижение зависимости от ручного труда, повышение эффективности
Высокоточные станки для резки листового металла с ЧПУ производства SC вШироко используется в:
- Точная обработка листового металла
- производство электрошкафов
- Изделия из нержавеющей стали
- Автомобильные запчасти
- Производство высокотехнологичного оборудования




