Оглавление
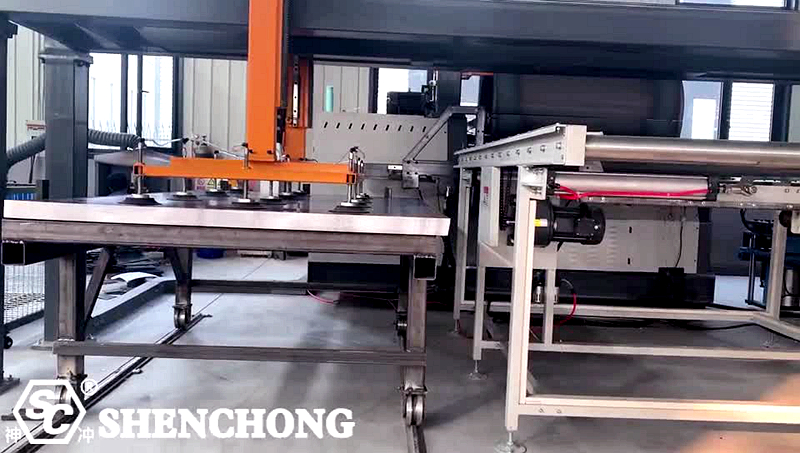
Автоматизированные системы прокатки листового металла объединяют прокатные станы (обычно трехвалковые или четырехвалковые) с системами автоматического управления загрузкой, разгрузкой, обработкой, позиционированием, контролем и планированием. Автоматизация прокатки металла позволяет осуществлять работу без участия персонала или с минимальным его присутствием, начиная с загрузки листового металла → автоматического центрирования → прокатки → автоматической разгрузки → измерения и серийного производства.
Подходит для: массового производства и стабильного изготовления круглых/конических деталей, таких как цилиндры, трубы, резервуары для хранения, вентиляционные каналы, корпуса сосудов под давлением и компоненты рамы транспортных средств.
1. Компоненты автоматизированного блока прокатки металла
1) Автоматизированная система погрузки и разгрузки
Автоматическая система загрузки и выгрузки листопрокатных станков — это интеллектуальное вспомогательное устройство, разработанное для решения таких проблем, как сложность загрузки листов, недостаточная точность центрирования, высокая трудоемкость ручного труда и неудобная выгрузка после прокатки.
Система обеспечивает полную автоматизацию всего процесса до и после прокатного стана за счет "обработки + центрирования + буферизации + разгрузки после прокатки", что значительно повышает эффективность и безопасность прокатки.
- Робот для ферменных конструкций (распространенное решение)
- Трехкоосевое сервоуправление X/Y/Z, подходящее для работы с листовым металлом больших размеров.
- Диапазон грузоподъемности: 300 кг, 500 кг, 800 кг, опционально 1,2 тонны.
- Рабочая скорость до 80–120 м/мин (при малой нагрузке).
- Встроенная вакуумная или магнитная система всасывания.
- Платформа для погрузки листового металла
- Может штабелировать целые упаковки листового металла.
- Электрический подъемник поддерживает стабильную высоту верхнего слоя.
- Оборудован автоматическим устройством для разделения листов.
- Механизм позиционирования и центрирования листового металла
- Автоматическое устройство выравнивания кромок.
- Автоматическая коррекция направления вращения.
- Обеспечивает точность позиционирования ±0,5 мм (в зависимости от размера листового металла).
- Зажимные приспособления для материалов
- Вакуумная присоска: подходит для пластин из углеродистой стали, нержавеющей стали и алюминия.
- Зажим с электропостоянным магнитом: высокая грузоподъемность, подходит для толстых пластин (8–25 мм).
- Механический зажимной механизм: для тяжелых и нестандартных по форме пластин.
- Автоматический интерфейс для листопрокатного станка
- Взаимосвязи с системой управления листопрокатным станком
- Автоматически определяет начальное положение прокатанной пластины.
- Автоматически планирует маршрут подачи/выгрузки
- Блокировка безопасности: автоматически блокирует загрузку и выгрузку при вращении листопрокатного станка.
- Платформа для разгрузки рулонов после прокатки
- Автоматическое устройство приема готовых рулонов
- Дополнительные опции: переворачивание, штабелирование и вывод на роликовый конвейер.
- Дополнительно возможна установка в штабелях готовой продукции или подключение к конвейерной линии.
2) Основной корпус листопрокатного станка (базовое оборудование)
Совместимые типы листопрокатных станков:
- Трехвалковый симметричный листопрокатный станок W11
- W12 Четырехвалковый листопрокатный станок (Лучший вариант для интегрированной автоматизации)
- Тип регулировки вверх / Тип регулировки вниз / Тип гидравлического привода
- Поддерживает предварительную гибку конуса, прокатку и прецизионный контроль.
3) Интерфейс автоматизации прокатки металла
- Расширенные протоколы шины (например, EtherCAT/CANopen/Profinet)
- Открыть библиотеку программ Северной Каролины
- Взаимодействие с роботами/ПЛК одним щелчком мыши
4) Рабочий процесс (типичный автоматизированный процесс прокатки)
- Автоматическая подача: робот/портальный механизм забирает листовой материал со склада материалов.
- Центрирование и позиционирование: автоматическая регулировка с помощью визуального контроля или центрирующего механизма.
- Автоматическая предварительная гибка: листопрокатный станок выполняет предварительную гибку в соответствии с заданной кривой.
- Автоматическая прокатка и формовка: выполняет программу прокатки.
- Автоматическая разгрузка готовой продукции: роботизированная рука/тележка принимает материал.
- Определение округлости (опционально): автоматическое лазерное измерение округлости.
- Автоматизированная система штабелирования/складирования/хранения
2. Основные функции
- Автоматическая подача
Портальный робот / Промышленный робот:
Обеспечивает захват, перемещение, переворачивание и точное размещение листового материала.
Вакуумный присосочный механизм захвата:
Адаптируется к различным материалам и толщине листа (0,8–20 мм), обеспечивая стабильное всасывание без царапания поверхностей.
Буферная стойка для подачи корма:
Можно предварительно укладывать в стопку от 5 до 20 листов, что снижает частоту ручной обработки.
Центрирующая и позиционирующая платформа:
Автоматически определяет лево-правое и передне-заднее положение листового материала, корректирует смещения и обеспечивает точный ввод в прокатный стан.

- Автоматическое центрирование и подача
Адаптивное выравнивание кромок:
Обеспечивает точный угол подачи с помощью лазерного дальномера.
Автоматически подает листовой материал к нижнему валку прокатного стана.
- Скоординированный процесс прокатки
Автоматический подающий роликовый конвейер / Ролики с электроприводом:
Обеспечивает плавную подачу листового материала к входному отверстию прокатного стана.
Лазерный дальномер / датчик края:
Автоматически определяет край листового материала и точку начала прокатки, повышая точность первого рулона.
Пневматическое/сервоприводное зажимное устройство:
Надежно зажимает листовой материал, уменьшая проскальзывание.
- Автоматическая разгрузка
Транспортировочная тележка / Роликовая система поддержки:
Удерживает свернутый цилиндр, предотвращая его падение и деформацию.
Конструкция для боковой разгрузки:
Автоматически выталкивает цилиндр из зоны прокатки, повышая безопасность.
Телескопический эжекторный механизм (для четырехвалковых станов):
Выталкивает сформированный цилиндр из пространства между вальцами и перемещает его на направляющую разгрузочного ролика.

3. Диапазон применяемых листопрокатных станков
Сравнительная таблица:
Типы листопрокатных станков | Априменимость | Примечания |
Трехвалковый листопрокатный станок (W11) | ★★★★☆ | Типичные области применения, умеренная нагрузка |
Четырехвалковый листопрокатный станок (W12) | ★★★★★ | Идеально подходит для автоматизации, обеспечивает стабильное положение при загрузке. |
Крупногабаритный листопрокатный станок для тяжелых условий эксплуатации (для листов толщиной 20-60 мм). | ★★★★☆ | Требуются зажимы с электропостоянными магнитами или механические захваты. |
Небольшой прокатный станок | ★★★☆☆ | Подходит для использования с роботизированной рукой малой грузоподъемности. |
4. Преимущества системы автоматизации прокатки металла
1) Значительное снижение затрат на рабочую силу
- Количество персонала, необходимого для работы на одном листопрокатном стане, сокращается с 2-3 до 0,5 (для мониторинга).
- В процессе прокатки не требуется ручного подъема, центрирования или поддержки.
2) Значительное повышение эффективности
- Скорость подачи увеличена на 50%-200%.
- Автоматическое позиционирование более стабильно, чем ручное управление.
- Подходит для пакетных операций непрерывной прокатки.
3) Улучшенная стабильность прокатки
- Автоматическое центрирование и позиционирование уменьшают ошибки смещения.
- Прямолинейность пластины более стабильна, а эллиптичность качения ниже.
- Благодаря использованию 20-40% повышается стабильность качества в нескольких партиях.
4) Повышенная безопасность
- Позволяет избежать ручного контакта с тяжелыми пластинами и зоной прокатки.
- Полномасштабное лазерное сканирование + блокировка безопасности.
- Автоматическая сигнализация при обнаружении смещения пластины.
5) Установлено стандартизированное качество
- Высокая стабильность угла подачи.
- Точность прокатки улучшена благодаря материалу 20-30%.
- Погрешность прокатки стабилизировалась в пределах ±1-2 мм.
- Подходит для непрерывного производства в высокотехнологичной отрасли, связанной с сосудами высокого давления и трубопроводами.
6) Разработан специально для больших размеров и тяжелых пластин.
- Особенно подходит для пластин толщиной 6-40 мм и пластин большого формата.
- Роботы/фермы в сочетании с погрузочно-разгрузочными устройствами могут легко перемещать тяжелые материалы.
5. Типичный пример конфигурации (совместимо с W12-12×2500)
- Прокатный станок SC, модель: W12-12×2500 (12 мм × 2500 мм)
- Грузоподъемность фермы: 500 кг
- Метод всасывания: всасывание с помощью электропостоянного магнита + листовой разделитель.
- Механизм центрирования: автоматическая двусторонняя центровка + лазерное измерение.
- Способ разгрузки: автоматический конвейерный ролик после прокатки.
- Общая площадь основания: приблизительно 10 м × 5 м
- Компоновку можно настроить в соответствии с фактической толщиной листового металла, шириной, диаметром прокатки и площадью цеха.
6. Резюме
Система автоматизации прокатки листового металла SC состоит из листопрокатного станка. автоматическое погрузочно-разгрузочное устройствоСистема оснащена интеллектуальным программным обеспечением управления и модулями обнаружения. Она позволяет автоматизировать весь процесс обработки листового металла, от отбора материала, центрирования, предварительной гибки, прокатки до выгрузки. Система использует робототехнические или ферменные методы обработки и связана с листопрокатным станом для управления. Она обеспечивает высокоточную прокатку, стабильную производительность и возможность беспилотной непрерывной работы, что делает ее особенно подходящей для серийного производства, например, цилиндрических деталей, воздуховодов, труб и корпусов сосудов под давлением.
- Увеличение производственной мощности: стандартизированное время цикла является стабильным и контролируемым, что повышает эффективность в 1,5–3 раза.
- Сокращение численности персонала: количество сотрудников сокращается с 3-4 до 1 человека, что снижает трудоемкость и затраты.
- Более стабильное качество: более высокая однородность округлости и прямолинейности, что сокращает объем доработок.
- Масштабируемая интеллектуальная фабрика: может взаимодействовать со складами материалов, сварочными линиями и системами MES для обеспечения работы на основе данных.




