Оглавление
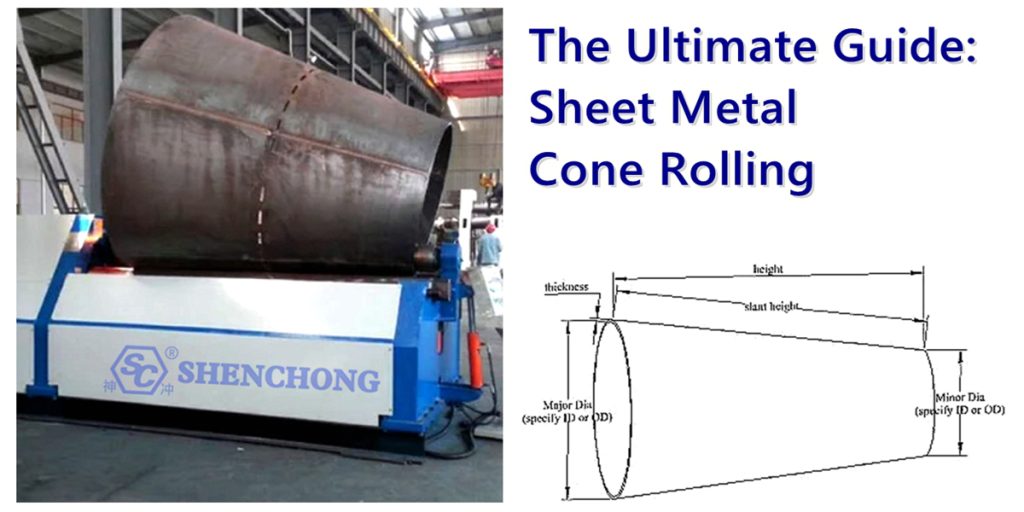
Вальцовка листового металла в конус обычно представляет собой процесс прокатки металлического листа в конический цилиндр (конус). Это распространённый процесс формовки при обработке листового металла. Он отличается от обычной прокатки (прокатки в цилиндрическую форму) тем, что при прокатке в конус оба конца имеют разные диаметры, образуя скошенный конус.
1. Что такое прокатка конусов из листового металла?
Прокатка конусов – это процесс формовки, при котором металлический лист превращается в конический цилиндр (то есть конус) посредством прокатки. Лист трапециевидной или веерообразной формы прокатывается в конус, напоминающий трубу или воронку. листопрокатный станокЭтот процесс называется «прокаткой конуса».
Определение:
Вальцовка конусов из листового металла — это процесс формовки листового металла, при котором лист сгибается с помощью листопрокатного станка по неравным радиусам путем регулирования положения роликов и давления для формирования конической структуры с различными диаметрами на обоих концах.
Типичные характеристики конусной прокатки листового металла:
Функции | Описание |
Появление | Конический цилиндр, у которого один конец больше другого |
Форма листа | Обычно представляет собой веерообразную или трапециевидную пластину |
Технологическое оборудование | Трех- или четырехвалковая листопрокатная машина с регулируемым положением валков |
Области применения | Вентиляционные каналы, воронки, дымоходы, конические стволы, механические детали и т. д. |
2. Основные особенности процесса прокатки конусов на листовом металле

Основные особенности технологического процесса вальцовки конусов из листового металла в основном отражаются в следующих аспектах, определяющих режим и сложность ее выполнения:
1) Специальная форма пластины
Вместо прямоугольных пластин обычно используют трапециевидные или веерообразные пластины.
При развёртывании необходимо производить точный расчёт развёртки по размеру конуса. Диаграмма развёртки представляет собой сечение кольцевого веера.
2) Метод прокатки отличается от обычной прокатки.
Обычная прокатка — это прокатка с одинаковым радиусом (одинаковый диаметр с обеих сторон).
Коническая прокатка требует неравных радиусов с обеих сторон, причем одна сторона натягивается, а другая остается свободной в процессе прокатки, образуя конус.
3) Ролик необходимо отрегулировать эксцентрично.
При прокатке конуса верхний или нижний ролик необходимо отрегулировать в осевом направлении (эксцентрично), чтобы создать большее изгибающее усилие на одной стороне пластины для формирования конуса.
Некоторые специальные листопрокатные станки оснащены устройствами для конической прокатки или функциями электрической регулировки.
4) Точность формовки зависит от опыта и настройки.
В процессе прокатки конусов из листового металла могут возникнуть такие проблемы, как отклонение, проскальзывание, неровная округлость и разболтанность горловины.
Оператору необходимо иметь богатый опыт и контролировать траекторию и угол наклона путем постепенной точной настройки.
5) Готовый продукт нуждается в постобработке.
После прокатки обычно необходимо провести такие процессы, как сборка, сварка и исправление.
Некоторые конусы необходимо подрезать или придать им форму, чтобы улучшить точность и внешний вид.
6) Неравномерное распределение напряжений
В процессе прокатки конусов из листового металла обе стороны пластины подвергаются воздействию разных сил, что может привести к отскоку материала, деформации или растрескиванию, особенно в случае толстых пластин или больших конусных конструкций.
7) Высокие требования к оборудованию
Рекомендуется использовать трехвалковую симметричную листопрокатную машину или четырехвалковую листопрокатную машину с функцией конусной прокатки.
Для изготовления конусов из пластин большого размера или большой толщины может потребоваться специальное оборудование или листопрокатные станки с ЧПУ.
3. Краткое описание этапов операции прокатки металлических конусов
Технологические этапы прокатки конусов можно кратко разделить на следующие основные этапы, подходящие для обработки конических цилиндров с использованием трехвалковых или четырехвалковых листопрокатных машин:
1) Нарисуйте диаграмму развития
В соответствии с такими параметрами, как диаметр большего конца, диаметр меньшего конца, высота и т. д. готового конуса.
Рассчитайте длину образующей и угол развертки.
Получите веерообразную или трапециевидную развернутую форму пластины.
Для облегчения разворачивания конструкции можно использовать чертежи САПР или ручную геометрию.
2) Подготовка материала
Разрезать металлические пластины (углеродистая сталь, нержавеющая сталь, алюминий и т.д.) по размерам чертежа развертки.
Удалите заусенцы с поверхности пластины и поддерживайте ее ровной и чистой.
3) Обработка перед изгибом
Предварительно согните оба конца пластины, чтобы уменьшить эффект прямолинейности первой и последней секции прокатки.
Может комплектоваться листопрокатным станком или оборудованием для предварительной гибки.
4) Регулировка листопрокатного станка
Отрегулируйте валок листопрокатного станка так, чтобы одна сторона была эксцентрично смещена и образовала конус.
Контролируйте амплитуду несоосности в зависимости от величины угла конуса.
Функция конусной прокатки может быть включена для оборудования с условиями.
5) Начинаем кататься
Поместите лист в ролики в заданном направлении и медленно запустите машину.
Контролируйте процесс прокатки в режиме реального времени, чтобы не допустить отклонения или соскальзывания листа.
Точно отрегулируйте положение верхнего/нижнего ролика в соответствии с условиями прокатки.
6) Шовное соединение
После раскатывания расправьте оба конца, чтобы закрыть шов.
Проверьте округлость конуса и зазор между соединениями, выполните локальную формовку.
7) Сварка и исправление
Выполните точечную сварку или полную проварку шва.
Отшлифуйте внутреннюю и внешнюю поверхности, при необходимости откорректируйте округлость.
При необходимости обеспечения высокой точности может быть также выполнена механическая формовка.
8) Проверка и последующая обработка
Проверьте размер, округлость, конусность, качество сварки и т. д.
При необходимости произведем профилактику ржавчины, опрыскивание или дальнейшую сборку.
4. Как свернуть конус?
1) Подготовительный этап
– Очистить параметры размера
Диаметр большого конца (D₁)
Диаметр малого конца (D₂)
Высота конуса (H)
Толщина пластины (т)
– Рассчитать и нарисовать диаграмму развёртывания
Диаграмма развёртки обычно представляет собой круговой сектор. Внутренний и внешний радиусы дуг, а также угол развёртки рассчитываются через геометрические соотношения конуса.
Для облегчения расчетов можно использовать САПР или формулы.
2) Регулировка оборудования
– Выберите подходящий конус из листового металла прокатная машина
Если лист большой и толстый, рекомендуется использовать трех- или четырехвалковый листопрокатный станок, желательно с функцией конической прокатки (например, верхний валок можно наклонять и регулировать).
Если это всего лишь небольшая коническая заготовка, вы можете купить доступный специальный конусный прокатный станок.
– Отрегулируйте смещение роликов
Сместите одну сторону верхнего или нижнего ролика соответствующим образом, чтобы сформировать разницу углов.
Натяните одну сторону и расслабьте другую, чтобы добиться эффекта конического прокатывания.
3) Этапы прокатки
– Нагрузка на пластину
Поместите отрезанный секторный или трапециевидный лист в листопрокатный станок.
Убедитесь, что больший конец находится с натянутой стороны, а меньший — с свободной стороны.
– Начинайте катиться
Медленно запустите оборудование и наблюдайте за движением пластины.
Регулируйте степень эксцентриситета в реальном времени, чтобы обеспечить равномерную конусность.
Избегайте отклонений, подпрыгивания материала, скольжения и других проблем.
– Раскатывать партиями (при необходимости)
Для больших конусов или толстых пластин можно использовать двухступенчатый метод или метод многопоточной точной настройки для сегментной прокатки.
4) Постобработка
– Выравнивание швов
После прокатки проверьте совмещение обеих сторон.
Если обнаружена несоосность или некруглость, воспользуйтесь домкратом, молотком или специальным закруглительным станком для регулировки.
– Сварка и шлифовка
Точечная сварка и сварка швов.
Затем отшлифуйте, удалите шлак и придайте форму, чтобы поверхность получилась аккуратной и красивой.
– Осмотрите готовую продукцию
Проверьте, соответствуют ли конусность, округлость и размер стандартам.
Если обнаружена ошибка, исправьте ее или перемотайте соответствующим образом.
5. Меры предосторожности при скатывании конусов
В процессе прокатки конусов (т.е. вальцовки конусов) существует несколько основных мер предосторожности, обеспечивающих качество формовки, безопасность и защиту оборудования:
1) Аккуратное разворачивание листа
Расчет диаграммы развертки должен быть точным, в частности угол, радиус и длина образующей не должны быть ошибочными.
Диаграмма развёртки чаще всего имеет форму веера или трапеции. Ошибки напрямую приведут к срыву прокатки или затруднению сварки.
2) Разумная регулировка роликов
При прокатке конусов ролик должен быть эксцентрично смещен, в противном случае раскатка конуса невозможна.
Угол перекоса следует регулировать в зависимости от величины конуса. Чрезмерный или малый эксцентриситет приведёт к ухудшению прокатки.
Листопрокатный станок с функцией конической прокатки более удобен в настройке.
3) Предотвращение отклонений во время прокатки
Из-за неравномерного усилия с обеих сторон лист легко отклоняется при прокатке конусов.
Во время работы необходимо двигаться медленно и в любой момент времени точно регулировать давление и положение, чтобы сохранять симметрию.
4) Сопоставьте толщину листа с конусностью.
Чем толще лист и чем больше конусность, тем труднее его прокатывать.
Для толстых листов с большой конусностью приходится несколько раз корректировать сегментную прокатку, а то и вовсе использовать горячую гибку и сегментную сварку.
5) Предварительная гибка должна быть достаточной.
Оба конца пластины должны быть предварительно согнуты, чтобы уменьшить длину прямой кромки на стыке и облегчить соединение.
В противном случае возникнут такие проблемы, как деформация портов и трудности при швартовке.
6) Контроль точности соединений
После прокатки с обеих сторон могут образоваться отверстия и неровные края, для закругления и соединения которых потребуется ручная или механическая помощь.
Неплотное прилегание может повлиять на последующую сварку и прочность конструкции.
7) Сварка должна быть равномерной и своевременной.
Перед сваркой позиционирование должно быть точным, чтобы избежать усадки и деформации.
Если после сварки обнаружена деформация, необходимо выполнить коррекцию конусности и придание ей формы.
8) Требования к безопасности эксплуатации
В процессе прокатки категорически запрещается прикасаться руками к зоне прокатки.
Надевайте защитные перчатки, очки и т. д., чтобы предотвратить отскакивание или порезы пластины.

9) Выбор оборудования должен быть соответствующим
Рекомендуется использовать трехроликовый или Четырехвалковая листопрокатная машина с функцией конической прокатки.
Для сверхтолстых и сверхбольших заготовок рассмотрите возможность использования гидравлического листопрокатного станка большой грузоподъемности.
10) Нельзя игнорировать проверку готовой продукции.
После формовки необходимо проверить такие ключевые показатели, как конусность, округлость, зазор между стыками и качество сварки.
Изделия с серьезными ошибками следует исправить или отбраковать.
6. Резюме и советы
Процесс прокатки металлического листа в конус заключается в прокатке веерообразного или трапециевидного листа в конусообразный цилиндр с одним большим концом. Эта операция сложнее обычной прокатки и требует соответствующей настройки оборудования и навыков работы с ним.
- Толщина листа: толстые листы сложнее прокатывать и требуют разумной предварительной гибки.
- Размер конуса: чем больше конус, тем сложнее. Рекомендуется сначала протестировать на коротком участке.
- Опыт оператора: операция прокатки конусов требует сотрудничества квалифицированных рабочих, и опыт имеет решающее значение.
- Меры безопасности: Категорически запрещается приближаться к зоне катка руками и в защитной экипировке.




