
目录
激光管道切割机通过自动化和激光技术,使一台机器即可完成切割、钻孔和开槽等所有工序,从而提高效率和加工精度。这显著提升了生产效率,降低了成本,提高了材料利用率,支持了灵活生产,并全面增强了企业的竞争力。
以下是操作指南 激光管材切割机内容涵盖操作规程、关键参数、维护保养、常见问题及安全注意事项。适用于培训、现场操作及客户使用。
1. 管材激光切割设备的组成及基本原理
典型的激光管道切割机由以下系统组成:
1)核心系统
- 激光器(主要是光纤激光器)
- 切割头(自动对焦)
- 数控系统(例如,TubePro/FSCUT)
- 机架
2)运动和夹紧系统
- 前后卡盘(自动夹紧)
- 后续支持(防止输卵管下垂)
- X/Y/Z轴+旋转轴(可对管材进行旋转切割)
3)辅助系统
- 冷却水系统
- 除尘系统
- 空气压缩机/气体系统(氧气/氮气/空气)
- 自动送料系统(选配)
2. 切割管道前最重要的准备工作
1)准确的材料确认
切割管道前,必须确认以下事项:
- 材质:碳钢、不锈钢、铝合金、铜、镀锌管等。
- 壁厚:薄壁管、标准壁厚管、厚壁管
- 规格:外径、内径、长度、椭圆度
- 管材类型:圆管、方管、矩形管、椭圆管、槽钢、异形管
- 表面状况:是否存在油污、锈迹、涂层或氧化膜
不同材料对激光吸收率、熔化状态和飞溅的要求各不相同。例如,不锈钢通常更注重切割面的平滑度,碳钢更注重效率和熔渣控制,而铝和铜则更依赖于功率、辅助气体和反射安全性。
2)管道本身必须足够“规则”。
许多切割问题并非设备问题,而是管道本身的问题:
- 圆形管道过度椭圆
- 方管边长误差较大
- 管道弯曲
- 不规则的管端
- 明显的焊缝凸起
- 表面有厚重的氧化皮或油渍
这可能导致:
- 夹持不稳定
- 自动边缘检测误差
- 切割偏移
- 异常穿孔
- 旋转过程中动态平衡能力差
3)夹紧和支撑必须可靠
在管道切割过程中,通常需要用卡盘、材料支撑和后续支撑来稳定管道。
笔记:
- 夹紧不宜过松,否则切割过程中会引起振动、偏心和异步旋转。
- 夹紧不宜过紧,否则会损坏薄壁管道或导致管道变形。长管道必须有足够的支撑,以防止中间部分下垂。
- 切割到末端时,如果剩余材料太短,容易晃动,需要特别注意。
4)图纸和布局必须先进行检查。
许多批量返工都源于初始编程中的问题。
切割管道前,请确认以下事项:
- 图纸上的尺寸标注完整吗?
- 开局仓位正确吗?
- 倒角角度正确吗?
- 拼接接头处是否预留了合理的间隙?
- 节点孔、焊接孔和定位孔是否适合后续装配?
对于激光切割的管道而言,“能够切割”并不意味着“能够组装”。后续组装的公差必须事先考虑在内。
3. 激光管材切割机操作流程(标准步骤)
1)启动前检查
- 检查气体压力(氧气/氮气/空气)
- 检查冷水机水温(通常为20-25℃)
- 检查润滑状态
- 检查卡盘功能
重要的:
激光器启动前必须用水通电。
确认没有漏气,也没有警报。
2)启动顺序
- 打开主电源
- 启动冷却器
- 启动空气压缩机/气体系统
- 启动控制系统(CNC)
- 打开激光
严禁使用错误顺序,否则激光器会损坏。
3)装载和定位
- 将管子放入卡盘
- 自动/手动夹紧
- 设置管道类型(圆形/方形/不规则形状)
- 执行对齐(居中)
要点:
管道不应过度弯曲。长管道必须启用后续支撑装置。
4)程序导入和布局
- 导入图纸(通常为 CAD/Tekla/SolidWorks 格式)
- 自动生成切割路径
- 设定切割顺序(减少变形)
推荐:
- 优先切割小孔。→ 重新切割轮廓
- 避免持续的热量集中
5) 参数设置(核心)
常用参数:
- 激光功率
- 切割速度
- 气体类型和压力
- 焦点位置
参数示例(参考):
材料 | 厚度 | 气体 | 力量 | 特征 |
碳钢 | 3毫米 | 氧 | 中等的 | 快速切割 |
不锈钢 | 3毫米 | 氮 | 高的 | 无氧化 |
铝 | 2毫米 | 氮 | 高的 | 防反射 |
6)开始切割
- 试运行以检查轨迹
- 低功率试切
- 正式剪裁
激光管材切割机关键操作点:
- 实时观察 Spark 状态
- 检查卡盘是否松动
- 注意听是否有异常声音
7)卸货
- 切割后松开卡盘
- 清理残留物
- 物料分类和堆垛
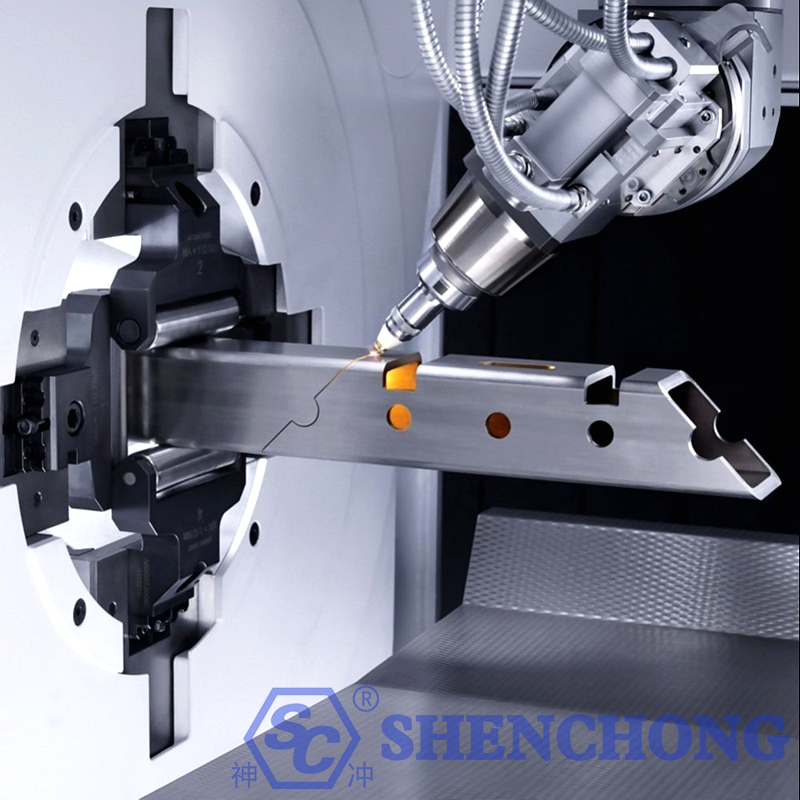
4. 激光管材切割的关键技术
1)选择合适的焦点
焦点直接影响切缝宽度、熔渣堆积、热影响区和切割垂直度。
一般来说:
薄壁管:为了减少热输入,应选择较小的焦点和较高的速度。
- 厚壁管:需要更稳定的能量集中,以确保穿透和排渣。
- 不锈钢:通常追求更光滑的横截面和更少的氧化。
- 碳钢:通常采用氧气辅助切削来提高切削速度,但需要控制氧化刃口。
焦点调整不当通常表现为:
- 上开口大,下开口小
- 下部开口处严重积渣。
- 切面发黑或发黄
- 穿孔时间过长
- 横截面有明显的锥度
从经验上看,焦点不是一个固定值,而应该根据管径、壁厚、材料和气体条件动态调整。

2)切割速度必须与功率相匹配
太慢了:
热输入过大,切口过宽,管道变形,表面烧蚀严重,下边缘积渣增多。
太快了:
切削不完全、切削断断续续、边缘毛刺、尾部残留、孔位偏差放大。正确的做法不是盲目追求“更快”,而是找到一个稳定的切削窗口。
尤其是在:
小型圆形管道、薄壁不锈钢管道、不规则形状管道的拐角处以及带有孔洞或凹槽的复杂形状管道,这些部位更容易因输送速度不当而出现局部质量下降。
3)辅助气体选择至关重要
辅助气体不仅影响排渣,还影响氧化、切缝颜色和切割速度。
氧气
适用于厚碳钢板/钢管;放热反应,切割效率高,但切缝会氧化,导致边缘颜色变深。
优点:
- 高速
- 适用于较厚的碳钢
- 良好的渗透性
缺点:
- 切口处氧化严重
- 大面积热影响区
- 后续焊接和喷漆可能需要进行氧化层处理。
氮
常用于不锈钢、铝合金及其他需要高切割质量的应用。
优点:
- 平滑切割
- 氧化作用减弱
- 良好的表面质量
- 后续处理更便捷
缺点:
- 对气体压力和纯度有很高的要求
- 成本相对较高
- 对于厚壁材料,切割速度可能会降低。
- 空气
适用于一些低成本、低要求的应用,或经济地加工薄材料。
优点:
- 低成本
- 高度便利
缺点:
- 通常切料质量较低
- 显著氧化
- 不适用于高要求部件
4)应根据壁厚优化钻孔方法。
在管道切割过程中,钻孔是至关重要的一步。钻孔质量差会直接影响后续的切割质量。
常用技巧:
- 薄壁管应迅速刺穿,以减少热量积聚。
- 厚壁管应分阶段穿孔,以避免熔渣飞溅。
- 复杂形状应避免沿关键结构边缘穿孔。
- 高反射材料需要特别注意反射和背光带来的风险。
不稳定的穿孔容易导致:
- 起始切割点过热
- 孔边缘坍塌
- 熔渣飞溅污染镜头
- 切入点的差距
5)合理的切割路径规划
路径规划至关重要,尤其是对于带有孔、槽、开口、斜面和拼接端的复杂零件而言。
路径规划原则:
- 先雕刻内部特征,再雕刻外部轮廓。
- 先剪小孔,再剪大孔。
- 先切割稳定的区域,再切割容易变形的区域。
- 残余材料在后期变得越来越不稳定;路径设计应考虑支撑剩余材料。
- 首先避免在结构薄弱环节切割支撑结构。
对于方形、矩形和不规则形状的管材,在路径规划时应特别注意拐角处的热量积聚和减速。否则,可能会出现拐角处烧穿或拐角过度圆化的情况。
6)在弯道和拐点减速
管道切割中,拐角处是最容易出现问题的地方之一。
这是因为当激光头旋转时:
- 速度变化
- 能源分配变化
- 熔池状态变化
- 机械系统加减速变化
缺乏弯道控制,常见问题包括:
- 边角处过热
- 过大的圆角半径
- 尺寸偏差
- 剪切抖动
- 拐角处炉渣堆积
因此,应根据图纸进行适当的设置:
- 弯道减速
- 拐点功率补偿
- 小圆角过渡
- 优化工具的进入/退出
7) 管端残留物和尾料的特殊处理
许多管道切割事故发生在残留材料的最后一段。
原因如下:
- 管道越短,刚性越低。
- 夹紧中心发生变化。
- 剩余材料较轻,导致转动惯量不稳定。
- 它容易与卡盘、支撑件或切割头发生碰撞。
因此,有必要提前做好以下规划:
剩余材料的长度;剩余材料的回收方法;最后几次切割的速度和夹紧策略;以及是否需要针对剩余材料制定特殊程序。
8)后续支撑的高度必须适当调整
长管道、重型管道和大直径管道尤其需要后续支撑。 支撑高度不正确会导致:
- 管道下垂
- 切割偏差
- 旋转跑道
- 孔位误差
- 表面划痕
支撑物过高可能不够稳定,过低则可能导致管道弯曲。理想情况下,管道在切割过程中应平稳滚动或旋转,避免明显的悬空或压力。
5. 切割不同管材的关键考虑因素
1)圆管
圆形管道是最常见的类型。
关键考虑因素:
- 旋转同轴性
- 中心夹紧对准
- 圆度误差
- 钻孔过程中的定位精度
圆形管道常见问题:
- 孔沿圆周偏移
- 切割端面的非垂直性
- 焊缝处切割不稳定
- 小直径管道的变形
2)方形/矩形管
关键考虑因素:
- 弯道处热量积聚
- 边角尺寸精度
- 夹紧面的平整度
- 切割头拐角路径的合理性
方形管道的拐角处比边缘处更容易过热或积渣,因为拐角处的热量更集中,而且切割轨迹也更复杂。
3)薄壁管
切割薄壁管道的关键在于“减少热输入”。
笔记:
- 快速而稳定的切割速度
- 对焦点和气压更敏感
- 夹紧力不宜过大。
- 支撑物不应损坏管道壁。
- 小孔和窄槽容易变形
4)厚壁管
切割厚壁管道的关键在于“确保穿透和清除熔渣”。
笔记:
- 需要足够的功率和气体压力。
- 充足的穿孔时间是必要的。
- 速度不应该盲目地过快。
- 镜头保护至关重要。
- 炉渣回流的风险更高。
5)高反射材料管材
对于铝、铜和许多涂层材料等,请注意:
- 反思风险
- 窄过程窗口
- 对镜头和切割头防护有很高的要求
- 需要更仔细地考虑各项参数。
6. 维护保养(要点)
日常维护:
- 清洁切割头镜头
- 检查喷嘴是否损坏
- 清理工作台上的杂物
- 检查气压和水温
每周维护:
- 检查导轨润滑情况
- 检查卡盘夹紧精度
- 清洁集尘器
每月维护:
- 校准光路
- 检查激光器状态
- 更换滤芯(燃气/水)
易受攻击部件列表:
- 喷嘴
- 防护镜片
- 密封圈
- 筛选元素
建议储备一些备件。
7. 管道激光切割常见问题及解决方案
1)切割不完全
原因:
- 电力不足
- 对焦不正确
- 气压不足
解决方案:
- 增加功率/降低速度
- 重新聚焦
2)严重毛刺
原因:
- 超速
- 低气体纯度
- 损坏的喷嘴
解决方案:
- 调整参数
- 更换气体/喷嘴
3)黑化切割(不锈钢)
原因:
- 使用氧气
- 氮气压力不足
解决方案:
- 使用高压氮气
4)管道振动
原因:
- 支持不足
- 松散的卡盘
解决方案:
- 启用后续支持
- 检查夹紧力
8. 安全注意事项
激光管材切割是一种高功率、高速、高强度光束和高气流的设备;安全至关重要。
1)必须佩戴防护眼镜并安装安全门。
不得直视激光;必须根据设备要求采取防护措施。
2)注意反射风险
尤其是在切割铝、铜、黄铜等高反射材料时,反射光可能会损坏设备。
3)严格的防火措施
管材切割过程中会产生火花、熔渣和高温飞溅。
现场应携带以下物品:
- 清理易燃物
- 配备灭火设备
- 监测切割端的熔渣堆积情况
- 防止油污堆积
4)机械性夹伤的风险
卡盘、支撑架和送料机构都存在夹料风险。调整机器和更换材料时,必须严格断开电源或按照相关规定进行操作。
5)高压气体安全
必须定期检查气瓶、管道和减压阀,以防止泄漏和压力失控。
9. 总结
在传统的管道加工中,锯切、冲孔和钻孔等多个工序是分开进行的,导致效率低下、精度不稳定,并且严重依赖人工经验。
面对当前制造业对高精度、快速交付和灵活生产的需求,传统设备已无法满足企业的大规模、标准化发展需求。
管道激光切割机将高性能光纤激光技术与智能数控系统相结合,实现了从上料、定位、切割到下料的一体化自动化加工。
激光管材切割机 操作流程:
检查 → 启动 → 夹紧 → 参数调整 → 试切 → 正向切割 → 停机
管材激光切割 主要使用要点:
- 激光冷却后再使用(保护激光器)
- 卡盘夹紧 + 同心对准(确保精度)
- 将参数与材料(功率/速度/气体)相匹配
- 试切是必须的(避免批量报废)
- 切割过程中请勿离开操作员(防止发生事故)
- 遵循正确的关机顺序(延长机器寿命)




