
جدول المحتويات
إن تحسين دقة قص المعادن هو في الأساس تحسين منهجي لـ "دقة المعدات + معلمات العملية + حالة المواد + التحكم في التشغيل + العوامل البيئية".
1. تحسين دقة معدات قص المعادن (الأساس الأساسي)
1) جودة الشفرة وحالتها
العوامل الرئيسية المؤثرة: جودة سطح القص، ارتفاع النتوءات، دقة الأبعاد
- اختر مواد شفرات عالية الجودة (مثل Cr12MoV، SKD11)
- التحكم في الصلابة: HRC 58-62 (الصلابة المنخفضة جدًا تؤدي إلى التآكل، والصلابة العالية جدًا تؤدي إلى التكسر)
- استقامة الحافة ≤ 0.01 مم/م
- الشحذ المنتظم (حجم القص الموصى به 100000 دورة أو يتم تعديله وفقًا للمادة)
التركيز على تحسين دقة قص المعادن:
- توازي الشفرتين العلوية والسفلية
- حدة الحافة (الشفرات غير الحادة تقتل الدقة)
2) خلوص الشفرة (أحد أهم المعايير)
تحدد الخلوصات بشكل مباشر: جودة السطح + دقة الأبعاد + النتوءات
القيم التجريبية الموصى بها (بناءً على نسبة سمك الصفيحة):
- الفولاذ منخفض الكربون: 5%–8% t
- الفولاذ المقاوم للصدأ: 6%–10%
- لوحة ألومنيوم: 3%–6% t
مثال:
- فولاذ كربوني بسمك 2 مم ← خلوص تقريبي 0.1-0.16 مم
- عواقب التصريح غير المناسب:
- كبير جدًا ← نتوءات كبيرة، انحرافات في الأبعاد
- حجم غير كافٍ ← تآكل سريع للشفرة، انهيار الزوايا، تشوه
التوصيات:
- استخدم هيكل خلوص قابل للتعديل (كهربائي أو CNC)
- تحديد معايير قاعدة البيانات للمواد المختلفة
3) صلابة الإطار ودقة سكة التوجيه
الأثر: ما إذا كان "القص التشوهي" يحدث أثناء عملية القص
- تتطلب عملية لحام الإطار عملية تلدين شاملة.
- اضبط خلوص سكة التوجيه بشكل صحيح (تجنب التمايل)
- استقامة حركة المنزلق ≤ 0.02 مم
حلول متطورة:
- هيكل إطار مغلق (مقاومة أقوى للتشوه)
- قضبان توجيه دوارة أو قضبان توجيه منزلقة عالية الدقة
4) استقرار نظام الضغط
الوظيفة: يمنع حركة الصفائح المعدنية أثناء القص.
- ينبغي توزيع قوة الضغط بالتساوي
- المسافة المناسبة بين قواعد الضغط (لتجنب التشوّه الموضعي)
- مزودة بوسادات مضادة للانبعاج (ألومنيوم/فولاذ مقاوم للصدأ)
اقتراحات الترقية:
- نظام الضغط المتزامن الهوائي الهيدروليكي
- قوة ضغط قابلة للتعديل
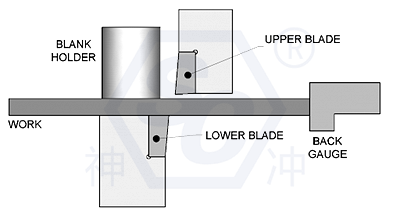
5) دقة نظام القياس الخلفي
النظام الأساسي الذي يحدد دقة أبعاد القص
دقة تحديد المواقع: ±0.05 مم (قد تصل الدقة في الطرازات المتطورة إلى ±0.02 مم) (مم) وتُعدّ قابلية التكرار أكثر أهمية.
النقاط الرئيسية:
- لولب الرصاص (يفضل لولب الكرة)
- دقة الدليل الخطي
- استجابة نظام المؤازرة
التوصيات:
- استخدم محرك سيرفو (بدلاً من محرك الخطوة)
- أضف خاصية التغذية الراجعة لمسطرة الشبكة (التحكم ذو الحلقة المغلقة)
2. تحسين معلمات العملية (يحدد النتيجة النهائية)
1) زاوية القص
التأثير: قوة القص وتشوه الصفيحة
- زاوية صغيرة ← دقة عالية، ولكن حمل عالي
- زاوية كبيرة ← حمل منخفض، لكنها عرضة للتشوه
توصية:
- القص الدقيق → زاوية صغيرة (0.5°–1°)
- الألواح السميكة ← زاوية أكبر قليلاً (1°–3°)
2) سرعة القص
- سرعة عالية جدًا ← زيادة الاهتزاز ← انخفاض الدقة
- سرعة بطيئة للغاية ← كفاءة منخفضة
تحسين:
- سرعة عالية للألواح الرقيقة
- سرعة منخفضة لقص مستقر للصفائح السميكة
3) التحكم في موضع القطع
- نقطة التلامس الأولية للشفرة الثابتة
- تجنب القص الناتج عن الصدمات
الموديلات الراقية:
استخدم صمامًا تناسبيًا للتحكم في سرعة القطع
3. التحكم في عامل المواد (غالباً ما يتم تجاهله)
1) الإجهاد الداخلي للمادة
المشاكل:
التشوه بعد القص، عدم استقرار الأبعاد
حلول:
اختر مادة صفائحية تخفف التوتر
أو إجراء المعالجة المسبقة (التسوية)
2) استواء الورقة
عدم التساوي ← خطأ في تحديد الموقع
حواف متموجة ← أبعاد غير دقيقة
يدعم:
آلة تسوية دقيقة (موصى بها بشدة)
3) اختلافات صلابة المواد
تُنتج المواد المختلفة ذات المعايير نفسها نتائج مختلفة بشكل ملحوظ
توصية:
إنشاء قاعدة بيانات للمواد (المادة - السماكة - الفجوة - الزاوية)
4. إدارة العمليات والإجراءات
1) تحسين طريقة تحديد المواقع
المقياس الأمامي مقابل المقياس الخلفي
تتطلب المواد الصفائحية الكبيرة دعامات إضافية
توصية:
استخدم نظام دعم التغذية الأمامية
منع ترهل المواد الورقية
2) الاتساق التشغيلي
يُعد الخطأ البشري المصدر الرئيسي لتقلبات الدقة
حل:
إجراءات التشغيل القياسية (SOPs)
نظام تحديد المواقع الآلي
3) استراتيجية القص متعددة الشفرات
للمتطلبات عالية الدقة:
القص الخشن + القص الناعم
5. الأتمتة والترقيات الذكية (حلول متطورة)
- تحسين نظام التحكم الرقمي بالحاسوب: استدعاء قاعدة بيانات المعلمات تلقائيًا؛ نظام التعرف على المواد (عالي الجودة)
- نظام ضبط الفجوة التلقائي: ضبط تلقائي يعتمد على سمك الصفيحة
- فحص الرؤية/المستشعر: مراقبة أبعاد القص في الوقت الحقيقي
- الإنتاج المتكامل (موصى به): القطع بالليزر ← التسوية ← القص ← الثني
6. العوامل البيئية والخارجية
– تأثير درجة الحرارة: يؤثر التمدد والانكماش الحراري قص المعادن الدقة (خاصة بالنسبة للأطباق الطويلة)
توصية:
ورشة عمل درجة الحرارة الثابتة (سيناريوهات عالية الدقة)
– الاهتزاز: أساس غير مستقر ← انخفاض الدقة
التوصية: أساس مستقل؛ وسادات امتصاص الاهتزازات
7. أولوية تحسين دقة قص المعادن (توصيات عملية)
إذا كنت ترغب في تحسين الدقة بسرعة (أقل استثمار ← أقصى تأثير):
الأولوية الأولى (نتائج فورية):
- اضبط فجوة الشفرة
- استبدل/أعد شحذ الشفرات
- معايرة المقياس الخلفي
الأولوية الثانية (التحسين المستقر):
- تحسين نظام التثبيت
- اضبط زاوية القص
- تسوية المواد
الأولوية الثالثة (ترقية عالية المستوى):
- نظام قياس خلفي مؤازر
- التحكم التلقائي في الفجوة
- قاعدة بيانات ذكية
في التصنيع الراقي، لم يعد القص مجرد عملية أساسية "لقطع المواد"، بل أصبح العقبة الحاسمة الأولى التي تحدد دقة الانحناء اللاحقة وجودة اللحام واتساق التجميع.
8. الملخص
لتحسين معدن لضمان دقة القص، ركز على هذه النقاط الرئيسية الخمس:
- خلوص الشفرة (الأمر الأكثر أهمية)
- دقة القياس الخلفي (ضمان الأبعاد)
- صلابة المعدات (أساس ثابت)
- معايير الضغط والقص (التحكم في العملية)
- حالة المواد الورقية (التحكم في المصدر)
تواجه عملية القص التقليدية المشاكل التالية:
- أخطاء الأبعاد غير المتسقة
- نتوءات كبيرة وجودة مقطع عرضي رديئة
- تشوه الصفائح، مما يؤثر على العمليات اللاحقة
- الاعتماد الكبير على العمل اليدوي، مما يؤدي إلى ضعف اتساق الدفعات.
تعيد شركة SHENCHONG تعريف معايير القص: ليس مجرد "قص"، بل قص دقيق وثابت وقابل للتحكم.
الفرق بين "المؤهل" و"الراقي" يكمن في آلة القص عالية الدقة.
✔ دقة أبعاد ثابتة وقابلة للتحكم
✔ مقطع عرضي أملس مقصوص مع نتوءات سفلية
✔ تحسن ملحوظ في دقة الانحناء اللاحقة
✔ تحسن ملحوظ في اتساق إنتاج الدفعات
✔ تقليل الاعتماد على العمل اليدوي، وزيادة الكفاءة
ماكينات قص الصفائح CNC عالية الدقة من SC wيستخدم على نطاق واسع في:
- معالجة الصفائح المعدنية الدقيقة
- تصنيع الخزائن الكهربائية
- منتجات الفولاذ المقاوم للصدأ
- قطع غيار السيارات
- تصنيع المعدات المتطورة




