جدول المحتويات
أصبحت تقنية القطع بالليزر باستخدام ألياف الفولاذ من أهم العمليات وأكثرها استخدامًا في معالجة الصفائح المعدنية الحديثة. فهي تتميز بمزايا عديدة، منها السرعة العالية، والدقة المتناهية، وجودة القطع الممتازة، والتشغيل الآلي المتقدم، والقدرة العالية على التكيف، مما يجعلها مناسبة بشكل خاص للمعالجة الفعالة لألواح الفولاذ المصنوعة من الفولاذ الكربوني، والفولاذ المقاوم للصدأ، والفولاذ السبائكي.
مع اتجاه الصناعة التحويلية نحو دقة وكفاءة أعلى وتصنيع ذكي، ماكينات قطع الألياف بالليزر أصبحت معدات إنتاج أساسية في صناعات مثل معالجة الصفائح المعدنية، والآلات الهندسية، والهياكل الفولاذية، وصناعة السيارات، وصناعة المصاعد، وبناء السفن، والخزائن الكهربائية، والآلات الزراعية. ويُعدّ قطع ألواح الصلب أحد أهم مجالات تطبيق تقنية القطع بالليزر الليفي.
تواجه العديد من الشركات مشاكل متكررة في الإنتاج الفعلي، مثل خشونة أسطح القطع، وتراكم الخبث بشكل كبير، والانحرافات في الأبعاد، والقطع غير المكتمل، واحتراق الحواف، والتشوه الحراري، وتلف الفوهات، وتلوث العدسات الواقية. لا تؤثر هذه المشاكل على جودة المنتج فحسب، بل تقلل أيضًا من كفاءة المعدات وتزيد من تكاليف الإنتاج.
مع ذلك، في الإنتاج الفعلي، لا تقتصر العوامل المؤثرة على جودة القطع على قوة المعدات فحسب، بل تشمل مجموعة متكاملة من العوامل النظامية، بما في ذلك حالة المادة، ومعايير العملية، ونوع الغاز المستخدم، وموضع نقطة التركيز، وطريقة الثقب، والعمليات المساعدة، وصيانة المعدات، وخبرة المشغل. فالعديد من مشاكل القطع لا تعود إلى "عيوب في الآلات"، بل إلى معايير وأساليب غير مناسبة، وقلة الاهتمام بالتفاصيل.
لتحقيق قطع عالي الجودة وعالي الكفاءة للصفائح الفولاذية باستخدام الليزر، فإن الفهم العميق لخصائص المواد ومعايير العملية وحالة المعدات والغازات المساعدة وتقنيات التشغيل والصيانة أمر ضروري.
سيقوم القسم التالي بتحليل منهجي للاحتياطات والتقنيات الخاصة بقطع الصفائح الفولاذية بالليزر الليفي من أبعاد متعددة، بما في ذلك المبادئ والمواد والمعايير وتقنيات العملية والمشاكل الشائعة وتحسين الجودة وصيانة المعدات ولوائح السلامة.
1. جوهر قطع الألياف الفولاذية بالليزر
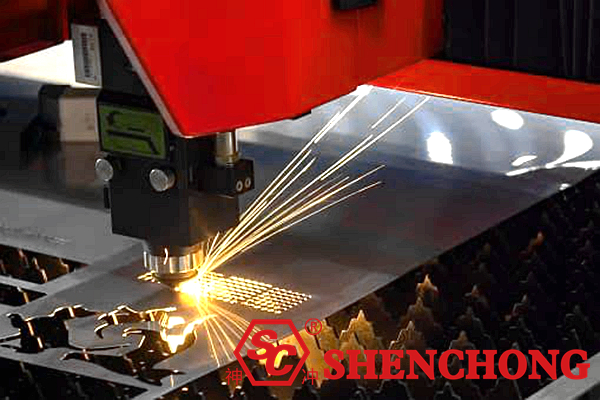
تعتمد تقنية القطع بالليزر الليفي على استخدام شعاع ليزر عالي الكثافة لتسليطه على الصفيحة الفولاذية، مما يؤدي إلى انصهار المادة أو تبخرها أو أكسدتها بسرعة في منطقة محددة. بعد ذلك، يُستخدم غاز مساعد لإزالة المعدن المنصهر، مُشكلاً بذلك شق القطع.
لذلك، فإن تأثير القطع يعتمد في الواقع على 4 الأرصدة الرئيسية:
1) هل طاقة الليزر مركزة بشكل كافٍ؟
إذا كانت الطاقة ضعيفة جدًا، فلن تخترق الصفيحة. أما إذا كانت قوية جدًا، فستسخن الحواف بشدة، ويتكون الخبث، وتتشوه الصفيحة.
2) هل يمكن إزالة المعدن المنصهر في الوقت المناسب؟
إن سوء إزالة الخبث سيؤدي إلى تراكم الخبث في الأسفل، وقطع خشن، وتأثير لاحق.
3) هل يمكن التحكم في المنطقة المتأثرة بالحرارة؟
سيؤدي إدخال الحرارة المفرطة إلى شق أوسع، وأكسدة الحواف، وتشوه الصفيحة.
4) هل تتناسب سرعة القطع مع كمية الحرارة المدخلة؟
السرعة العالية جدًا ستؤدي إلى سحب الأسلاك وقطع غير مكتمل. أما السرعة البطيئة جدًا فستؤدي إلى احتراق الحواف، وظهور نتوءات، وذوبان زائد.
وهذا يعني أن قطع الصفائح الفولاذية لا يتعلق فقط بالسعي وراء "أقصى قدر من الطاقة"، بل يتعلق بالسعي وراء "مجموعات المعلمات المثلى".
2. الشروط الأساسية قبل قطع ألواح الصلب بالليزر
1) جودة المواد
تعتمد فعالية قطع الصفيحة الفولاذية بشكل أساسي على جودتها. فالصدأ الشديد، والتقشر، وبقع الزيت، وعدم انتظام الطلاء، أو التفاوتات الكبيرة في سمك سطح المادة، كلها عوامل تؤثر بشكل مباشر على ثبات القطع.
تشمل المشاكل الشائعة ما يلي:
- يؤدي الصدأ السطحي الشديد إلى تغييرات موضعية في معدل الامتصاص، مما ينتج عنه قطع غير مستقر.
- يؤدي عدم استواء اللوحة إلى تقلبات في الارتفاع البؤري، مما يؤدي إلى قطع غير مكتملة أو قطع متموجة.
- يؤدي عدم انتظام السماكة إلى صعوبة توحيد معايير العملية.
- تحتوي الألواح منخفضة الجودة على العديد من الشوائب، مما يؤدي بسهولة إلى ظهور نتوءات وقطع غير متصلة.
لذلك، قبل القطع، ينبغي القيام بما يلي قدر الإمكان:
- استخدم مواد ذات سماكة ثابتة وحالة سطح جيدة.
- نظف الأطباق الصدئة والمتسخة بالزيت بشدة.
- يؤكد فحص عينات من مواد الدفعة مدى تفاوت سمك الألواح.
- ضع الأطباق بشكل مسطح لتجنب التعليق والتشوه.
2) تثبيت ودعم الصفائح بشكل صحيح
أثناء قطع الصفائح الفولاذية، قد يؤدي عدم انتظام الدعم إلى التواءها بسهولة بعد التسخين. خاصةً أثناء القطع بأحجام كبيرة، إذا كانت الصفيحة المعدنية معلقة جزئيًا، فسيتأثر مسار القطع بتغيرات الارتفاع، مما يؤدي إلى انزياح التركيز وانخفاض جودة القطع.
تشمل الاحتياطات ما يلي:
- ينبغي دعم الألواح الكبيرة بشكل متساوٍ قدر الإمكان.
- تجنب تعليق حواف الورقة بشكل مفرط.
- انتبه إلى اتجاه التشوه الحراري للصفائح المعدنية أثناء القطع.
- بالنسبة للألواح الرقيقة، ضع في اعتبارك إضافة الضغط أو الشفط أو تدابير تحديد المواقع المساعدة.
- بالنسبة للأجزاء الصغيرة التي يسهل قلبها بعد القطع، قم بتصميم الجسور أو الوصلات الدقيقة مسبقًا.
3) تحسين الرسومات والتخطيط
لا يقتصر القطع بالليزر على كونه مشكلة في عملية التصنيع فحسب، بل يشمل أيضاً مشكلة في التخطيط. فالتخطيط غير المناسب قد يؤدي إلى هدر المواد، ومسارات قطع طويلة للغاية، وتركيز شديد للحرارة، وكثرة الزوايا الحادة، وتشوه القطعة.
يجب أن يفي التصميم الممتاز بالمتطلبات التالية:
- استغل المواد بشكل كامل.
- تقليل السفر غير الضروري.
- التحكم في مناطق الحرارة المركزة.
- تجنب القطع المستمر للأجزاء المتجاورة لفترات طويلة.
- حاول تجميع المكونات الهيكلية والسمكية المتشابهة معًا.
- قم بحجز مواقع التوصيل اللازمة، والوصلات الدقيقة، والمساحة اللازمة للأجزاء المتساقطة.
3. اختيار غاز المساعدة أمر بالغ الأهمية
في قطع الصفائح باستخدام ليزر الألياف الفولاذية، يلعب الغاز المساعد دورًا حيويًا، حيث يؤثر ليس فقط على جودة القطع ولكن أيضًا على سرعة القطع ومستوى الأكسدة والتكلفة وصعوبة المعالجة اللاحقة.
1) القطع بالأكسجين: مناسب للفولاذ الكربوني السميك
من مزايا القطع بالأكسجين ما يلي:
يؤدي تفاعل الأكسدة بين الأكسجين والفولاذ إلى إطلاق حرارة إضافية، مما يعزز قدرة القطع، مما يجعله مناسبًا بشكل خاص للفولاذ الكربوني متوسط السماكة وألواح الفولاذ السميكة.
مزايا:
- قدرة قوية على قطع الفولاذ الكربوني السميك.
- اختراق جيد.
- تكلفة منخفضة نسبياً.
- قدرة جيدة على التكيف مع المعدات عالية الطاقة.
العيوب:
- تأكسد ملحوظ في منطقة القطع.
- السطح المقطوع عادة ما يكون أسود اللون.
- منطقة كبيرة متأثرة بالحرارة.
- يلزم إجراء معالجة إضافية قبل عمليات اللحام أو الرش أو الطلاء اللاحقة.
السيناريوهات القابلة للتطبيق:
- ألواح فولاذية كربونية متوسطة السماكة.
- مكونات هيكلية ذات متطلبات منخفضة للأكسدة أثناء القطع.
- معالجة الدفعات مع إعطاء الأولوية للكفاءة.
2) القطع بالنيتروجين: مناسب للقطع عالي الجودة والخالي من الأكسيد
تُستخدم تقنية القطع بالنيتروجين بشكل أساسي للفولاذ المقاوم للصدأ، وألواح الألومنيوم، وألواح الفولاذ الكربوني الرقيقة حيث تكون جودة القطع العالية مطلوبة.
يتمثل دور النيتروجين في نفخ المعدن المنصهر، بدلاً من التسبب في تفاعل أكسدة، مما ينتج عنه قطع أنظف وحواف أكثر لمعاناً.
مزايا:
- سطح قطع نظيف ولامع.
- خالٍ بسهولة من طبقة الأكسيد.
- مناسب للحام والتشطيب اللاحقين.
- دقة واتساق جيدان.
العيوب:
- يتطلب ضغط غاز أعلى.
- متطلبات عالية لأنظمة منع التسرب وأنظمة إمداد الغاز.
- تكلفة أعلى من تكلفة القطع بالأكسجين.
- متطلبات طاقة ومعالجة أعلى للألواح السميكة.
السيناريوهات القابلة للتطبيق:
- قطع تشطيب من الفولاذ المقاوم للصدأ.
- قطع دقيقة.
- قطع العمل التي تتطلب الحد الأدنى من التجليخ أو لا تتطلب أي تجليخ على الإطلاق.
- قطع تتطلب جودة لحام عالية.
3) القطع بالهواء: اقتصادي ولكنه يتطلب المزيد
يُعد القطع بالهواء أحد أقل الطرق تكلفة، ولكنه يتطلب متطلبات عالية جدًا فيما يتعلق بحالة المعدات وجودة المواد الورقية ومطابقة العملية.
يحتوي الهواء على الأكسجين، مما يؤدي إلى بعض الأكسدة. لذلك، يكون تأثير القطع عادةً بين تأثير الأكسجين والنيتروجين.
مزايا:
- تكلفة منخفضة.
- مناسب للمعالجة العامة.
- اقتصادي للإنتاج بكميات صغيرة إلى متوسطة.
العيوب:
- لا تتمتع هذه التقنية بثبات عالٍ كما هو الحال مع الغازات المتخصصة.
- يُعدّ تأكسد الحواف والتحكم في النتوءات أكثر صعوبة.
- متطلبات نقاء عالية للهواء المضغوط.
- يمكن أن تؤثر شوائب الزيت والماء بشدة على عمر رأس القطع والعدسة.
4. موضع نقطة التركيز: عوامل أساسية لجودة القطع
يميل العديد من المشغلين إلى تجاهل النقطة المحورية، ولكن في الواقع، فإن موقعها يحدد بشكل كامل تقريبًا شكل الشق، والخبث السفلي، وعرض الشق، وكفاءة القطع.
1) نقطة التركيز مرتفعة جدًا
عندما تكون نقطة التركيز مرتفعة جدًا فوق سطح الصفيحة، يكون تركيز الطاقة ضعيفًا، مما ينتج عنه شق أوسع في الأعلى وأضيق في الأسفل. وقد لا يتم قطع الجزء السفلي بالكامل، مما يؤدي بسهولة إلى انزلاق اللوح وتراكم الخبث والكسر.
2) نقطة التركيز منخفضة جدًا
عندما تكون نقطة التركيز منخفضة للغاية، تكون الطاقة قوية جدًا في الجزء السفلي من اللوحة، مما قد يتسبب في ارتفاع درجة الحرارة في الجزء السفلي، وشق أوسع، وزيادة النتوءات، وحتى انحراف التناقص.
3) تحديد نقطة التركيز المناسبة
يجب تقييم النقطة المحورية بشكل شامل بناءً على سمك الصفيحة ونوع المادة ونوع الغاز وقوة الليزر ومواصفات الفوهة.
بشكل عام:
تميل الألواح الرقيقة إلى تفضيل نقطة تركيز أعلى أو نقطة تركيز سالبة قليلاً. أما الألواح متوسطة السماكة، فتستخدم عادةً نقطة تركيز سالبة مناسبة. بينما تتطلب الألواح السميكة ضبطًا دقيقًا يعتمد على عمليات التثقيب والقطع المجزأ.
في التطبيق العملي، القيم النظرية لا ينبغي الاعتماد عليها وحدها. تُعد عمليات القطع التجريبية ضرورية للملاحظة:
- ما إذا كانت الشقوق العلوية والسفلية متناسقة.
- ما إذا كان الخبث في القاع قد انخفض.
- ما إذا كان القطع ناعماً ومتساوياً.
- هل تتعرض الزوايا الحادة لارتفاع درجة الحرارة؟
- ما إذا كان صوت القطع مستقرًا.
5. سرعة القطع ليست دائماً أفضل، فكلما كانت أسرع
السرعة هي أهم عامل في عملية القطع.
قد تبدو السرعة العالية جدًا فعالة، لكنها في الواقع قد تؤدي إلى:
- مقطع غير مكتمل.
- بقايا الخبث في الأسفل.
- شق ضعيف.
- عدم كفاية تخفيض السرعة عند المنعطفات.
- زيادة الانحراف في الثقوب الصغيرة.
قد تؤدي السرعة البطيئة للغاية إلى:
- ارتفاع درجة الحرارة عند الحواف.
- شق عريض.
- زيادة المنطقة المتأثرة بالحرارة.
- تشوه الصفائح.
- التصاق الخبث.
المبادئ الأساسية لضبط السرعة:
- بالنسبة للألواح السميكة، أعط الأولوية للقطع الكامل وإزالة الخبث بشكل مستقر.
- بالنسبة للألواح الرقيقة، أعط الأولوية للكفاءة وجودة الحواف.
- قم بتقليل السرعة بشكل مناسب عند المنعطفات الحادة، والممرات الضيقة، والحفر الصغيرة.
- عند قص الأشكال المعقدة، تحكم في السرعة على مراحل.
- يمكن استخدام استراتيجيات سرعة مختلفة لأجزاء مختلفة، بدلاً من استخدام معيار واحد في جميع الأجزاء.
خاصةً في عمليات التصنيع على دفعات، تتعرض العديد من الأجزاء لأحمال مختلفة على محيطها الخارجي، وفتحاتها الداخلية، وزواياها الحادة، ومناطق الوصلات، لذا لا يمكن قطعها جميعًا بنفس السرعة. وتعتمد العمليات المتميزة على التحكم التدريجي في السرعة بناءً على مساحة مسار القطع.
6. الحفر: التحدي الرئيسي في قطع الصفائح السميكة
عند قطع ألواح الصلب السميكة، غالباً ما يكون الحفر أكثر صعوبة من القطع الفعلي.
يؤدي الحفر الرديء إلى جعل حتى أفضل المعايير اللاحقة عديمة الفائدة، حيث تتشكل بسهولة حول الفتحة تناثرات وتراكم الخبث وتراكم الحرارة وعيوب بدء القطع.
1) مشاكل الحفر الشائعة
- وقت حفر مفرط.
- ارتداد الخبث وتلويث العدسة الواقية.
- توسع مفرط في الثقوب.
- الاحتراق عند نقطة البداية بعد الحفر.
- حفر غير مستقر للصفائح السميكة، مما يؤدي إلى عمليات اختراق متكررة.
2) طرق لتحسين نتائج الحفر
- استخدم الحفر المجزأ، أو الحفر التدريجي، أو الحفر النبضي عالي الذروة.
- قم بزيادة ضغط غاز الحفر بشكل مناسب.
- حدد ارتفاعًا مناسبًا للحفر.
- عند حفر الصفائح السميكة، تأكد من تركيز الطاقة قبل القطع.
- ضع سلك توصيل أو موصل دقيق على الجزء الخارجي من القطع لتجنب بدء القطع مباشرة عند الحواف الحرجة.
بالنسبة للفولاذ الكربوني السميك، يجب إيلاء اهتمام خاص لما يلي أثناء عملية الثقب:
- منع ارتداد الخبث.
- امنع أن تكون الفتحة الأولية كبيرة جدًا.
- تجنب القطع مباشرة بعد الثقب دون تنظيف البقايا السفلية، مما قد يؤدي إلى قطع غير متصلة.
7. اختيار الفوهات وصيانتها أمر بالغ الأهمية
تعتبر الفوهة هي الواجهة الرئيسية بين الليزر والغاز وحوض الصهر.
إن سوء اختيار الفوهة، أو تلوث الفوهة، أو تشوهها، أو ضعف مركزيتها، سيؤثر بشكل مباشر على جودة القطع.
1) مبادئ اختيار الفوهة
يجب أن يتناسب قطر الفوهة مع سمك الصفيحة والطاقة والغاز:
- الصفائح الرقيقة: بشكل عام، يكون قطر الفوهة الأصغر مفيدًا لتدفق الهواء المركز.
- الألواح متوسطة السماكة: يلزم قطر أكبر لضمان قدرة كافية على إزالة الخبث.
- الصفائح السميكة: يجب أن توازن الفوهة بين سرعة تدفق الهواء واستقراره.
2) ماذا سيحدث إذا تعطلت الفوهة؟
- زيادة في النتوءات على القطع.
- خطوط متموجة على السطح المقطوع.
- تراكم الخبث على الحافة السفلية.
- اتجاه شرارة غير طبيعي أثناء القطع.
- زيادة خطر اصطدام رأس القطع باللوحة.
- تلوث العدسات المتسارع.
3) النقاط الرئيسية لاستخدام الفوهة
- حافظ على نظافة الفوهة.
- تحقق من استدارة الفوهة وتمركزها.
- استبدل الفوهة فوراً إذا تبين أنها تتصادم.
- استخدم الفوهات المناسبة للمواد والسماكات المختلفة.
- قم بإجراء اختبار تدفق الهواء قبل القطع للتأكد من أن الفوهة تعمل بشكل طبيعي.
8. تختلف تقنيات القطع اختلافًا كبيرًا باختلاف أنواع صفائح الصلب
1) تقنيات قطع الفولاذ الكربوني
يُعد الفولاذ الكربوني أكثر مواد قطع ألواح الصلب شيوعاً.
وهو مناسب للقطع بالأكسجين، ويمكن أيضًا قطعه بالنيتروجين أو الهواء ضمن نطاق سمك معين.
النقاط الرئيسية:
- بالنسبة للفولاذ الكربوني متوسط السماكة، أعط الأولوية لتفاعل الأكسدة وإزالة الخبث.
- بالنسبة للفولاذ الكربوني السميك، تحكم في حرارة الثقب.
- عند الحاجة إلى أكسدة عالية للحواف، يمكن استخدام النيتروجين بدلاً من ذلك.
- بعد القطع، من المرجح أن تتشكل طبقة أكسيد على السطح المقطوع. ويعتمد تنظيفها على العمليات اللاحقة.
2) تقنيات قطع الألياف بالليزر للفولاذ المقاوم للصدأ
يُعد الفولاذ المقاوم للصدأ أكثر ملاءمة للقطع بالنيتروجين لأنه يتطلب جودة سطح عالية ويتجنب الأكسدة الكبيرة.
النقاط الرئيسية:
- يلزم نقاء عالٍ للنيتروجين.
- يجب أن يكون موضع نقطة التركيز أكثر دقة.
- السرعة البطيئة ستؤدي إلى اصفرار أو ازرقاق، مما يؤثر على المظهر.
- بالنسبة للفولاذ المقاوم للصدأ الرقيق، ينبغي إيلاء اهتمام خاص لمنع التشوه الحراري والنتوءات السفلية.
3) تقنيات قطع الفولاذ عالي القوة والفولاذ السبائكي
الفولاذ عالي المقاومة أكثر حساسية للحرارة. وقد يؤدي القطع غير السليم بسهولة إلى تصلب الحواف أو تشققها أو تشوهها بعد القطع.
أهم النقاط التي يجب ملاحظتها:
- التحكم في المنطقة المتأثرة بالحرارة.
- تجنب التعرض الموضعي المطول للحرارة العالية.
- قم بإجراء تقييم للإجهاد إذا لزم الأمر بعد القطع.
- انتبه بشكل خاص لجودة الحواف في مناطق اللحام اللاحقة.
9. بعض العيوب الشائعة التي تؤثر على جودة القطع وحلولها
1) الخبث السفلي
يُعدّ الخبث المتراكم في القاع من أكثر المشاكل شيوعاً.
تشمل الأسباب الشائعة ما يلي: سرعة بطيئة للغاية، ضغط هواء غير كافٍ، وضع تركيز غير صحيح، عدم تطابق الفوهة، تلوث سطح الصفيحة المعدنية، وعدم توافق الطاقة مع السماكة.
حلول:
- قم بزيادة السرعة بشكل مناسب.
- اضبط التركيز.
- قم بزيادة ضغط الغاز المساعد.
- تحقق من مركزية الفوهة.
- لاحظ ما إذا كان السبب هو الصدأ أو الطلاء الموجود على سطح الصفيحة المعدنية.
3) قطع غير مكتمل
الأسباب المحتملة:
- طاقة غير كافية.
- سرعة عالية جداً.
- انحراف التركيز.
- الصفيحة المعدنية سميكة جدًا.
- انسداد الفوهة.
- ثقب غير كافٍ.
حلول:
- خفف السرعة.
- اضبط التركيز على الوضع المناسب.
- استبدل الفوهة وتحقق من مسار الهواء.
- تحسين عملية التثقيب.
- ضع في اعتبارك استخدام طاقة أعلى أو استراتيجية قطع مجزأة للألواح السميكة.
4) اصفرار، واسوداد، وأكسدة شديدة للحافة المقطوعة
شائع في الفولاذ المقاوم للصدأ والأجزاء التي تتطلب تشطيبًا سطحيًا.
يحدث ذلك عادةً بسبب اختيار الغاز غير المناسب، أو السرعة غير المعقولة، أو إدخال الحرارة الزائدة.
حلول:
- زيادة سرعة القطع.
- التحول إلى النيتروجين.
- تقليل تراكم الحرارة.
- قم بتحسين تركيز القطع.
- تأكد من نقاء الغاز.
5) حافة مدببة كبيرة
أي أن القطع يكون أضيق في الأعلى وأوسع في الأسفل، أو العكس.
تشمل الأسباب المحتملة ما يلي:
- ضبط التركيز غير صحيح.
- عدم التوافق بين سمك اللوحة والطاقة.
- تفريغ الغاز بشكل غير متساوٍ.
- التحكم غير المستقر في ارتفاع رأس القطع.
- مادة الصفيحة غير المستوية.
6) ارتفاع درجة حرارة الزاوية
عند الزوايا الصغيرة المستديرة، والزوايا الحادة، والمنعطفات الحادة، غالباً ما تتعرض الآلة لتراكم الحرارة الموضعي بسبب التباطؤ.
تشمل الحلول ما يلي:
- تمكين تقليل قوة الانعطاف.
- ضبط المعايير الخاصة بكل زاوية.
- تحسين مسار القطع لتقليل الزوايا الحادة غير الضرورية.
- إجراء تعويض العملية مقدماً.
10. تقنيات مسار القطع والتصميم الجرافيكي
يركز الكثيرون فقط على معايير المعدات، متجاهلين تأثير تصميم الرسم على نتائج القطع. في الواقع، يمكن لتصميم هيكلي مناسب أن يحسن جودة القطع وكفاءته بشكل ملحوظ.
1) تجنب الزوايا الحادة المفرطة والهياكل الدقيقة للغاية
يمكن أن تؤدي الزوايا الحادة إلى تركيز الحرارة الموضعي، مما يتسبب بسهولة في احتراق الحواف.
تكون الهياكل الدقيقة للغاية عرضة للاهتزاز أو التشوه أو فقدان الأجزاء أثناء القطع.
2) حافظ على نسبة معقولة بين قطر الثقب وسمك الصفيحة
يصعب قطع الثقوب الصغيرة جدًا بشكل ثابت على الألواح السميكة، مما يؤدي بسهولة إلى ثقوب غير مركزية أو ثقوب مدببة أو ثقوب مشوهة.
ينبغي أن يراعي تصميم قطر الثقوب بشكل عام سمك الصفيحة وقدرات التصنيع. ولا يُنصح بالسعي وراء الثقوب الصغيرة بشكل أعمى.
3) قم بتركيب أسلاك التوصيل بشكل صحيح
تُعد أسلاك التوصيل بمثابة الجزء الانتقالي عند نقطة بدء القطع. ويمكن أن يؤدي الضبط الصحيح إلى تقليل علامات البداية والحروق الموضعية.
الأسلاك القصيرة جدًا ستؤدي إلى علامات بداية واضحة للغاية، بينما الأسلاك الطويلة جدًا ستؤدي إلى إهدار الوقت والمواد.
4) قم بإنشاء وصلات دقيقة للأجزاء الصغيرة
بالنسبة للأجزاء الصغيرة المعرضة للسقوط أو الانقلاب أو الانحشار بعد القطع، من الأفضل تصميم وصلات دقيقة لمنع الأجزاء من السقوط والاصطدام برأس القطع أو التأثير على مسارات القطع اللاحقة.
11. تختلف استراتيجيات القطع باختلاف سماكة الألواح
1) تقطيع الصفائح الرقيقة
إن مفتاح قطع الصفائح الرقيقة ليس "القطع الكامل"، بل "القطع بسرعة ونظافة ودون تشوه".
نصائح:
- قم بزيادة السرعة بشكل مناسب.
- اضبط التركيز بدقة أكبر.
- قلل من مدخلات الحرارة.
- حافظ على ثبات الصفيحة.
- منع التشوّه والتطاير من الأجزاء الرقيقة.
2) قطع الصفائح متوسطة السماكة
تتطلب عملية قطع الألواح متوسطة السماكة قدرات معالجة شاملة للغاية.
نصائح:
- وازن بين القوة والسرعة والوقود.
- التركيز على جودة التثقيب.
- التحكم في تراكم الخبث في القاع.
- انتبه لتراكم الحرارة أثناء القطع.
- تحسين الزوايا والأشكال غير المنتظمة.
3) قطع الصفائح السميكة
يكمن التحدي الأكبر في قطع الصفائح السميكة في تحقيق اختراق قطع مستقر وإزالة الخبث بكفاءة.
نصائح:
- يجب أن يكون الثقب مستقراً.
- ضغط هواء كافٍ.
- تركيز دقيق وفوهة دقيقة.
- لا ينبغي أن تكون سرعة القطع سريعة بشكل أعمى.
- يتطلب ذلك معدات ذات طاقة أعلى وخبرة عملية أكثر نضجاً.
12. حالة المعدات والصيانة اليومية تحدد الاستقرار على المدى الطويل
قد لا تعمل الآلة التي تقطع جيدًا اليوم بنفس الكفاءة غدًا. يعتمد استقرار القطع بالليزر الليفي على الصيانة الدورية طويلة الأمد.
1) صيانة المسار البصري والعدسات
سيؤدي تلوث العدسات الداخلية لرأس القطع إلى تقليل نقل الطاقة وكفاءة التركيز.
قم بفحص العدسات الواقية وعدسات التجميع وعدسات التركيز بانتظام، واستبدلها على الفور في حالة وجود تلوث أو ارتفاع في درجة الحرارة أو خدوش.
2) صيانة مسار الغاز
تُعد نقاوة الغاز، وإحكام إغلاق خطوط الأنابيب، وأجهزة الترشيح، وأنظمة التجفيف أموراً بالغة الأهمية.
سيؤدي الهواء المضغوط الذي يحتوي على الزيت أو الماء أو الغبار إلى انسداد الفوهة وتلوث العدسة وعدم استقرار القطع.
3) صيانة قضيب التوجيه، والرف، واللولب الرئيسي
تؤثر دقة النقل الميكانيكي بشكل مباشر على مسار القطع.
سيؤدي الغبار الموجود على قضبان التوجيه، والرفوف البالية، وعدم كفاية التشحيم إلى اهتزاز الحركة، وأخطاء في تحديد المواقع، وقطع غير متساوٍ.
4) صيانة نظام التبريد
يتطلب الليزر ورأس القطع تبريدًا مستقرًا.
سيؤدي عدم كفاية التبريد إلى تقلبات في الطاقة، وانحراف حراري للمكونات، وقطع غير مستقر، وفي الحالات الشديدة، إلى تلف المعدات.
5) نظام تقطيع وتفريغ الغبار
يؤدي تراكم الخبث بشكل كبير في قاعدة القطع إلى التأثير على دعم الصفيحة المعدنية وارتفاع سطح القطع. كما أن ضعف إزالة الغبار يزيد من تلوث الدخان والغبار، مما يؤثر على عمر العدسات وبيئة العمل.
13. خبرة المشغل أمر بالغ الأهمية
غالباً ما تكون خبرة المشغل أهم من أي عامل منفرد. فالآلة نفسها والصفائح المعدنية نفسها قد تُنتج نتائج مختلفة تماماً تبعاً للمشغل. والسبب في ذلك هو أن الخبرة تنعكس في العديد من التفاصيل.
عادةً ما يولي المشغلون المتميزون اهتماماً لما يلي:
- يمكنهم الحكم على حالة القطع بناءً على نمط الشرارة.
- بإمكانهم التمييز بين ما إذا كان صوت القطع مستقراً أم لا.
- يمكنهم الحكم على انحرافات المعايير بناءً على لون القطع والخبث.
- بإمكانهم ضبط المعايير بدقة وفقًا للتغيرات في المواد التي تحدث مع كل دفعة.
- بإمكانهم توقع خطر التشوه وفقدان الأجزاء.
- بإمكانهم تصحيح المشاكل في المرحلة الأولية للاتجاهات السلبية، بدلاً من انتظار التخلص من الدفعة بأكملها.
باختصار، إن قطع الألياف الفولاذية بالليزر ليس "ضغط زر"، بل هو عملية مستمرة من "الملاحظة - الحكم - التصحيح".
14. تقنيات عملية لتحسين كفاءة وجودة القطع
1) إنشاء مكتبة عمليات قياسية
أنشئ مكتبة قياسية لمعايير العملية لمختلف المواد، وسماكات الألواح، والغازات، وقدرة المعدات. هذا يقلل من وقت القطع التجريبي ويحسن استقرار الدفعات.
2) التأكد من مطابقة القطعة الأولى
قم بإجراء فحص أولي قبل كل تغيير للوحة أو الدفعة أو المادة أو الفوهة أو الغاز.
يجب أن يبدأ الإنتاج الضخم فقط بعد اجتياز القطعة الأولى للفحص، مما يقلل بشكل كبير من خطر الخردة.
3) إدارة العمليات متعددة المستويات
تعامل مع قطع العمل ذات السماكات والمواد ومتطلبات المظهر المختلفة بشكل منفصل. لا تستخدم مجموعة واحدة من المعايير.
4) تحسين تسلسل القطع
سواءً أكان البدء بقطع الثقوب الداخلية أو الخطوط الخارجية، أو البدء بالأجزاء الأصغر أو الأكبر، فإن كل ذلك يؤثر على استقرار الصفيحة وجودتها النهائية. ويقلل الترتيب الأمثل من التشوه الحراري وفقدان الأجزاء.
5) الحفاظ على استقرار المعدات على المدى الطويل
لا تكتفِ بصيانة المعدات عند حدوث المشاكل، بل قم بإجراء عمليات فحص وتنظيف ومعايرة وحفظ سجلات منتظمة.
كلما كانت المعدات أكثر استقراراً، كلما كان من الأسهل توحيد العملية.
15. يجب عدم تجاهل احتياطات السلامة مطلقاً
على الرغم من أن القطع بالليزر يتميز بكفاءة عالية، إلا أنه جهاز معالجة عالي الطاقة، والسلامة هي الأولوية القصوى دائمًا.
1) السلامة من الليزر
الليزر يشكل خطراً على العينين والجلد. يُمنع منعاً باتاً النظر مباشرةً إلى شعاع الليزر أو الضوء المنعكس عنه. يجب اتخاذ تدابير وقائية مناسبة أثناء التشغيل.
2) الأبخرة والشرر
ينتج عن قطع ألواح الصلب كمية كبيرة من الأبخرة والشرر. تأكد من أن نظام إزالة الغبار يعمل بشكل طبيعي، وأبقِ منطقة العمل بعيدة عن المواد القابلة للاشتعال.
3) سلامة الغاز
يجب إدارة أسطوانات أو أنابيب الأكسجين والنيتروجين والغازات الأخرى بشكل سليم لمنع التسربات والانفجارات والتشغيل الخاطئ. ويجب فحص أنظمة الغاز ذات الضغط العالي، على وجه الخصوص، بانتظام للتأكد من إحكام إغلاقها وضغطها.
4) سلامة الحركة الميكانيكية
تتحرك منصة القطع وطاولة التبديل وهيكل الرافعة بسرعات عالية. يجب على المشغلين تجنب دخول المناطق الخطرة.
أثناء الصيانة واستبدال الألواح والتنظيف، يجب اتباع إجراءات السلامة مثل إيقاف تشغيل الطاقة وإغلاق الغاز والقفل.
16. من "القدرة على القص" إلى "القص الجيد"
في المراحل الأولى من إدخال تقنية القطع بالليزر، كانت العديد من الشركات تهدف فقط إلى "فتح الصفيحة". ومع ذلك، بمجرد زيادة الطاقة الإنتاجية، فإن المحدد الحقيقي للتنافسية ليس القدرة على القطع، بل القدرة على إنتاج أجزاء عالية الجودة باستمرار مع تقليل التكاليف الإجمالية.
يهدف القطع بالليزر الليفي عالي المستوى لألواح الصلب إلى تحقيق ما يلي:
- عدد أقل من النتوءات.
- انخفاض الأكسدة.
- تعامد أفضل.
- تشوه أقل.
- زيادة استخدام المواد.
- سرعة توصيل أسرع.
- اتساق أكبر في دفعات الإنتاج.
- انخفاض تكاليف المعالجة اللاحقة.
بمعنى آخر، فإن عملية القطع في نهاية المطاف لا تخدم "معايير الآلة"، بل "نتائج الإنتاج".
17. ملخص
يكمن مفتاح قطع الصفائح الفولاذية بالليزر الليفي في قدرة النظام. ورغم أن قطع الصفائح الفولاذية بالليزر الليفي قد يبدو عملية واحدة، إلا أنه في الواقع مشروع هندسي معقد يشمل عوامل متعددة مترابطة.
إن قوة المعدات ليست سوى الأساس. ما يحدد التأثير حقًا هو النتيجة المشتركة لحالة المواد، واختيار الغاز، وموضع نقطة التركيز، ومطابقة الفوهة، والتحكم في السرعة، واستراتيجية الاختراق، وتحسين التصميم، وصيانة المعدات، وخبرة الموظفين.
لقطع ألواح الصلب بشكل جيد، يجب تذكر المبادئ الأساسية التالية:
- أولاً، تأكد من استقرار ظروف المواد والمعدات، ثم فكر في تحسين المعلمات.
- يجب ضبط الغاز والتركيز والسرعة معًا، وليس بشكل فردي.
- تحدد جودة التثقيب الحد الأعلى لقطع الصفائح السميكة.
- لا تقتصر جودة القطع على الاختراق فحسب، بل تشمل أيضًا الحواف، والتناقص التدريجي، والتصاق الخبث، والمعالجة اللاحقة.
- إن تحسين العمليات ليس حدثًا لمرة واحدة، بل هو عملية تكرارية مستمرة.
- تحدد صيانة المعدات وخبرة الموظفين الاستقرار على المدى الطويل.
عندما تتقن الشركات هذه التفاصيل حقًا، لن يكون قطع الصفائح بالليزر باستخدام ألياف الصلب مجرد طريقة معالجة، بل سيصبح ميزة تنافسية أساسية لتحسين الكفاءة والتحكم في التكاليف وتعزيز الجودة وتقوية قدرات التسليم.




