
جدول المحتويات
تُمكّن آلات قطع الأنابيب بالليزر، بفضل الأتمتة وتقنية الليزر، آلةً واحدةً من إنجاز جميع العمليات كالقطع والحفر والتجويف، مما يُحسّن الكفاءة ودقة المعالجة. وهذا بدوره يزيد بشكل ملحوظ من كفاءة الإنتاج، ويُقلّل التكاليف، ويُحسّن استخدام المواد، ويدعم الإنتاج المرن، ويعزز القدرة التنافسية للشركة بشكل شامل.
فيما يلي دليل تشغيل لـ آلات قطع أنابيب الليزريتضمن ذلك إجراءات التشغيل، والمعايير الرئيسية، والصيانة، والمشاكل الشائعة، واحتياطات السلامة. وهو مناسب للتدريب، والتشغيل في الموقع، واستخدام العملاء.
1. مكونات معدات قطع الأنابيب بالليزر وفهم أساسياتها
تتكون آلة قطع الأنابيب بالليزر النموذجية من الأنظمة التالية:
1) النظام الأساسي
- الليزر (بشكل أساسي ليزر الألياف)
- رأس القطع (التركيز التلقائي)
- نظام التحكم الرقمي بالحاسوب (مثل TubePro/FSCUT)
- إطار الآلة
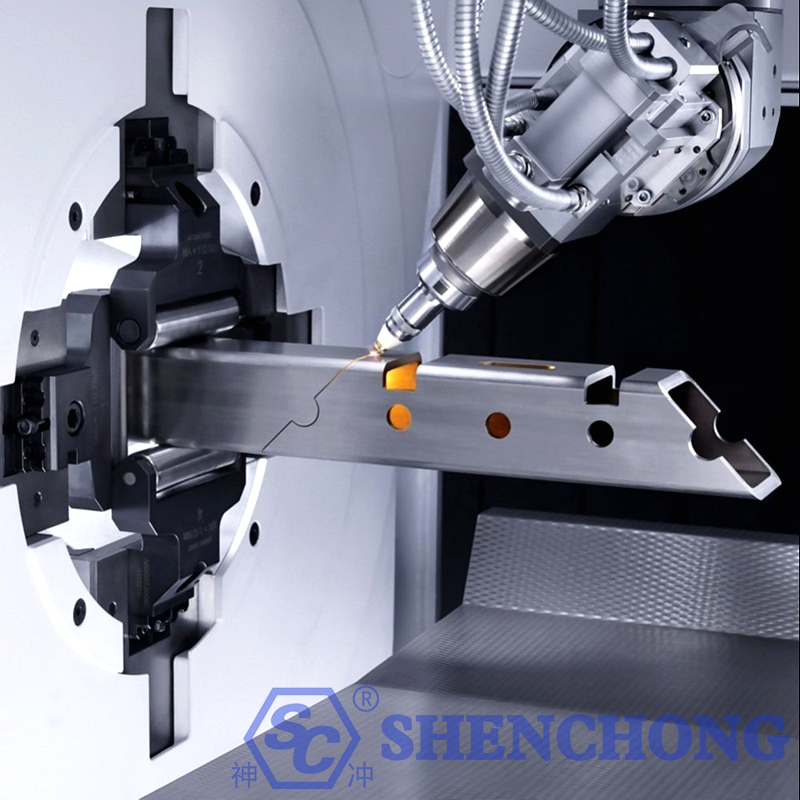
2) نظام الحركة والتثبيت
- ظرف أمامي وخلفي (تثبيت تلقائي)
- الدعم اللاحق (يمنع ترهل الأنبوب)
- محور X/Y/Z + محور دوراني (يُمكّن من القطع الدوراني للأنبوب)
3) الأنظمة المساعدة
- أنظمة مياه التبريد
- نظام إزالة الغبار
- ضاغط هواء / نظام غاز (أكسجين / نيتروجين / هواء)
- نظام التغذية التلقائي (اختياري)
2. أهم الاستعدادات قبل قطع الأنابيب
1) تأكيد دقيق للمواد
قبل قطع الأنابيب، يجب التأكد مما يلي:
- المواد: الفولاذ الكربوني، الفولاذ المقاوم للصدأ، سبائك الألومنيوم، النحاس، الأنابيب المجلفنة، إلخ.
- سُمك الجدار: أنبوب ذو جدار رقيق، أنبوب ذو سُمك جدار قياسي، أنبوب ذو جدار سميك
- المواصفات: القطر الخارجي، القطر الداخلي، الطول، الشكل البيضاوي
- أنواع الأنابيب: أنابيب دائرية، أنابيب مربعة، أنابيب مستطيلة، أنابيب بيضاوية، أنابيب فولاذية على شكل قنوات، أنابيب ذات أشكال خاصة
- حالة السطح: وجود الزيت أو الصدأ أو الطلاء أو طبقة الأكسيد
تختلف متطلبات المواد المختلفة فيما يتعلق بمعدل امتصاص الليزر، وحالة الانصهار، والتناثر. فعلى سبيل المثال، يُعطى الفولاذ المقاوم للصدأ الأولوية عادةً لنعومة القطع، بينما يركز الفولاذ الكربوني بشكل أكبر على الكفاءة والتحكم في الخبث، في حين يعتمد الألومنيوم والنحاس بشكل أكبر على الطاقة والغاز المساعد وسلامة الانعكاس.
2) يجب أن يكون الأنبوب نفسه "منتظمًا" بدرجة كافية.
العديد من مشاكل القطع ليست مشاكل في المعدات، بل مشاكل في الأنبوب نفسه:
- بيضاوية مفرطة في الأنابيب المستديرة
- خطأ كبير في طول الضلع في الأنابيب المربعة
- ثني الأنابيب
- نهايات أنابيب غير متساوية
- بروزات لحام واضحة
- طبقة سميكة من أكسيد الحديد أو بقع زيتية على السطح
قد يؤدي ذلك إلى:
- تثبيت غير مستقر
- خطأ في تحديد الحواف التلقائي
- إزاحة القطع
- ثقب غير طبيعي
- ضعف التوازن الديناميكي أثناء الدوران
3) يجب أن يكون التثبيت والدعم موثوقين
أثناء قطع الأنابيب، يحتاج الأنبوب عمومًا إلى التثبيت بواسطة ظرف التثبيت، ودعم المواد، ودعم المتابعة.
ملحوظة:
- يجب ألا يكون التثبيت فضفاضًا جدًا، وإلا فإنه سيسبب اهتزازًا، وعدم مركزية، ودورانًا غير متزامن أثناء القطع.
- يجب ألا يكون التثبيت محكماً للغاية، وإلا فإنه سيتلف الأنابيب ذات الجدران الرقيقة أو يشوهها. يجب أن تتمتع الأنابيب الطويلة بدعم كافٍ لمنع الترهل في الجزء الأوسط.
- عند القطع حتى النهاية، إذا كانت المادة المتبقية قصيرة جدًا، فإنها تكون عرضة للاهتزاز وتتطلب عناية خاصة.
4) يجب التحقق من الرسومات والتخطيط أولاً
تنشأ العديد من عمليات إعادة العمل على دفعات من مشاكل في البرمجة الأولية.
قبل قطع الأنبوب، تأكد من التالي:
- هل الأبعاد الموجودة على الرسم كاملة؟
- هل وضعيات الافتتاح صحيحة؟
- هل زاوية الشطف صحيحة؟
- هل يتم ترك فجوات معقولة عند وصلات الربط؟
- هل فتحات العقد، وفتحات اللحام، وفتحات تحديد المواقع مناسبة للتجميع اللاحق؟
بالنسبة للأنابيب المقطوعة بالليزر، فإن "القدرة على القطع" لا تعني "القدرة على التجميع". يجب مراعاة التفاوتات في التجميع اللاحق مسبقًا.
3. إجراءات تشغيل ماكينة قطع الأنابيب بالليزر (الخطوات القياسية)
1) فحص ما قبل التشغيل
- تحقق من ضغط الغاز (الأكسجين/النيتروجين/الهواء)
- تحقق من درجة حرارة مياه المبرد (عادةً 20-25 درجة مئوية)
- تحقق من حالة التشحيم
- تحقق من وظائف ظرف التثبيت
مهم:
يجب تشغيل الليزر بالماء قبل البدء.
تأكد من عدم وجود تسريبات للهواء وعدم وجود إنذارات.
2) تسلسل بدء التشغيل
- قم بتشغيل الطاقة الرئيسية
- تشغيل المبرد
- تشغيل ضاغط الهواء/نظام الغاز
- نظام التحكم بالتشغيل (CNC)
- قم بتشغيل الليزر
يُمنع منعاً باتاً استخدام التسلسل غير الصحيح، وإلا سيتلف الليزر.
3) التحميل والوضع
- ضع الأنبوب في الظرف
- التثبيت التلقائي/اليدوي
- حدد نوع الأنبوب (دائري/مربع/غير منتظم الشكل)
- قم بإجراء عملية المحاذاة (التمركز).
النقاط الرئيسية:
يجب عدم ثني الأنبوب بشكل مفرط. يجب تفعيل دعامة المتابعة للأنابيب الطويلة.
4) استيراد البرنامج وتخطيطه
- استيراد الرسومات (عادةً CAD/Tekla/SolidWorks)
- إنشاء مسارات القطع تلقائيًا
- ضبط تسلسل القطع (تقليل التشوه)
توصية:
- أعطِ الأولوية لقطع الثقوب الصغيرة. → أعد قطع المحيط
- تجنب التركيز الحراري المستمر
5) إعدادات المعلمات (الأساسية)
المعايير المشتركة:
- قوة الليزر
- سرعة القطع
- نوع الغاز وضغطه
- موضع التركيز
أمثلة على المعلمات (للمراجعة):
مادة | سماكة | غاز | قوة | سمات |
الفولاذ الكربوني | 3 ملم | الأكسجين | واسطة | قطع سريع |
الفولاذ المقاوم للصدأ | 3 ملم | نتروجين | عالي | خالٍ من الأكسدة |
الألومنيوم | 2 مم | نتروجين | عالي | مضاد للانعكاس |
6) ابدأ بالقص
- تجربة جافة للتحقق من المسار
- انقطاع تجريبي للطاقة المنخفضة
- قصة رسمية
نقاط التشغيل الرئيسية لماكينة قطع الأنابيب بالليزر:
- راقب حالة سبارك في الوقت الفعلي
- تحقق من ارتخاء ظرف التثبيت
- استمع للأصوات غير الطبيعية
7) التفريغ
- قم بتحرير ظرف التثبيت بعد القطع
- تنظيف المواد المتبقية
- فرز وتكديس المواد
4. التقنيات الرئيسية لقطع الأنابيب بالليزر
1) اختيار نقطة التركيز المناسبة
تؤثر النقطة المحورية بشكل مباشر على عرض الشق، وتراكم الخبث، والمنطقة المتأثرة بالحرارة، وعمودية القطع.
بشكل عام:
الأنابيب ذات الجدران الرقيقة: يفضل استخدام نقاط تركيز أصغر وسرعات أعلى لتقليل مدخلات الحرارة.
- الأنابيب ذات الجدران السميكة: تتطلب تركيزًا أكثر استقرارًا للطاقة لضمان الاختراق وإزالة الخبث.
- الفولاذ المقاوم للصدأ: غالباً ما يهدف إلى الحصول على مقطع عرضي أكثر نعومة وتقليل الأكسدة.
- الفولاذ الكربوني: يستخدم عادة القطع بمساعدة الأكسجين لزيادة السرعة، ولكنه يتطلب التحكم في حواف الأكسدة.
يتجلى ضبط نقطة التركيز بشكل غير صحيح عادةً على النحو التالي:
- فتحة علوية كبيرة، فتحة سفلية صغيرة
- تراكم شديد للخبث عند الفتحة السفلية
- سطح مقطوع أسود أو مصفر
- وقت ثقب طويل للغاية
- يوجد تناقص ملحوظ في المقطع العرضي
من الناحية التجريبية، فإن النقطة المحورية ليست قيمة ثابتة ولكن يجب تعديلها ديناميكيًا بناءً على قطر الأنبوب وسمك الجدار والمادة وظروف الغاز.

2) يجب أن تتناسب سرعة القطع مع القدرة
بطيء جداً:
مدخلات حرارية مفرطة، شق أوسع، تشوه الأنابيب، تآكل سطحي شديد، تراكم متزايد للخبث عند الحافة السفلية.
سريع جدًا:
قطع غير مكتمل، قطع متقطع، خيوط زائدة على الحواف، بقايا في الذيل، انحراف موضع الثقب المكبر. النهج الصحيح ليس السعي الأعمى وراء "السرعة"، بل إيجاد نطاق زمني مستقر.
وخاصة في:
الأنابيب الصغيرة المستديرة، والأنابيب المصنوعة من الفولاذ المقاوم للصدأ ذات الجدران الرقيقة، وزوايا الأنابيب غير المنتظمة الشكل، والأشكال المعقدة ذات الثقوب أو الأخاديد. هذه المواقع أكثر عرضة لتدهور الجودة الموضعي بسبب السرعة غير المناسبة.
3) يُعد اختيار غاز المساعدة أمرًا بالغ الأهمية
لا يؤثر الغاز المساعد على إزالة الخبث فحسب، بل يؤثر أيضًا على الأكسدة ولون الشق وسرعة القطع.
- الأكسجين
مناسب لألواح/أنابيب الصلب الكربوني السميكة؛ تفاعل طارد للحرارة، كفاءة قطع عالية، ولكن الشق سيتأكسد، مما يؤدي إلى لون حافة أغمق.
مزايا:
- معدل مرتفع
- مناسب للفولاذ الكربوني السميك
- اختراق جيد
العيوب:
- أكسدة ملحوظة عند القطع
- منطقة كبيرة متأثرة بالحرارة
- قد تتطلب عمليات اللحام والطلاء اللاحقة معالجة طبقة الأكسيد
- النيتروجين
يستخدم عادةً للفولاذ المقاوم للصدأ وسبائك الألومنيوم والتطبيقات الأخرى التي تتطلب جودة قطع عالية.
مزايا:
- قطع ناعم
- انخفاض الأكسدة
- جودة سطح جيدة
- تسهيل المعالجة اللاحقة
العيوب:
- متطلبات عالية لضغط الغاز ونقائه
- تكلفة أعلى نسبياً
- قد تنخفض سرعة القطع بالنسبة للمواد ذات الجدران السميكة
- هواء
مناسب لبعض التطبيقات منخفضة التكلفة والمتطلبات، أو للمعالجة الاقتصادية للمواد الرقيقة.
مزايا:
- تكلفة منخفضة
- راحة عالية
العيوب:
- جودة قطع أقل عموماً
- أكسدة كبيرة
- غير مناسب للأجزاء ذات المتطلبات العالية
4) يجب تحسين طريقة الحفر وفقًا لسمك الجدار
في عملية قطع الأنابيب، يعتبر الحفر خطوة حاسمة. فالحفر الرديء يؤثر بشكل مباشر على جودة القطع اللاحقة.
التقنيات الشائعة:
- ينبغي ثقب الأنابيب ذات الجدران الرقيقة بسرعة لتقليل تراكم الحرارة.
- ينبغي ثقب الأنابيب ذات الجدران السميكة على مراحل لتجنب تناثر الخبث.
- ينبغي تجنب الثقب على طول الحواف الهيكلية الحرجة في الأشكال المعقدة.
- تتطلب المواد شديدة الانعكاس اهتمامًا خاصًا بمخاطر الانعكاس والإضاءة الخلفية.
قد يؤدي ثقب الجلد غير المستقر بسهولة إلى:
- ارتفاع درجة الحرارة عند نقطة القطع الأولية
- انهيار عند حافة الثقب
- تناثر الخبث وتلويث العدسة
- فجوة عند بداية القطع
5) التخطيط السليم لمسار القطع
يُعد تخطيط المسار أمرًا بالغ الأهمية، لا سيما بالنسبة للأجزاء المعقدة التي تحتوي على ثقوب وفتحات وزوايا مشطوفة ونهايات ملحومة.
مبادئ تخطيط المسار:
- قم بقطع الأجزاء الداخلية أولاً، ثم المحيط الخارجي.
- قم بعمل ثقوب صغيرة أولاً، ثم ثقوب كبيرة.
- قم بقطع المناطق الثابتة أولاً، ثم المناطق سهلة التشوه.
- تصبح المواد المتبقية غير مستقرة بشكل متزايد مع اقتراب النهاية؛ لذا يجب أن يراعي المسار دعم المواد المتبقية.
- تجنب قطع الدعامات عند نقاط الضعف الهيكلية أولاً.
بالنسبة للأنابيب المربعة والمستطيلة وغير المنتظمة الشكل، ينبغي إيلاء اهتمام خاص لتراكم الحرارة عند الزوايا والتباطؤ عندها أثناء تخطيط المسار. وإلا فقد يحدث احتراق عند الزوايا أو زوايا مستديرة بشكل مفرط.
6) خفف السرعة عند المنعطفات ونقاط التحول
تُعد الزوايا من أكثر المناطق إشكالية في قطع الأنابيب.
وذلك لأن رأس الليزر عندما يدور:
- تغييرات السرعة
- تغيرات توزيع الطاقة
- تغيرات حالة حوض الصهر
- تغيرات تسارع/تباطؤ النظام الميكانيكي
في حال عدم التحكم في المنعطفات، تشمل المشاكل الشائعة ما يلي:
- ارتفاع درجة الحرارة عند الزوايا
- نصف قطر فيليه مفرط
- الانحرافات البعدية
- توقف عن الاهتزاز
- تراكم الخبث عند الزوايا
لذلك، ينبغي إجراء الإعدادات المناسبة بناءً على الرسم:
- إبطاء السرعة عند المنعطف
- تعويض طاقة نقطة الانعطاف
- انتقال فيليه صغير
- تحسين عملية دخول/خروج الأدوات
7) معالجة خاصة لمخلفات نهاية الأنابيب ومواد الذيل
تحدث العديد من حوادث قطع الأنابيب في الجزء الأخير من المواد المتبقية.
الأسباب هي:
- تؤدي الأنابيب الأقصر إلى انخفاض الصلابة.
- يتغير مركز التثبيت.
- المادة المتبقية أخف وزناً، مما يؤدي إلى قصور ذاتي دوراني غير مستقر.
- وهي عرضة للاصطدام بالظرف أو الدعامة أو رأس القطع.
لذلك، من الضروري التخطيط المسبق لما يلي:
طول المادة المتبقية؛ طريقة استعادة المادة المتبقية؛ سرعة واستراتيجية التثبيت للقطع القليلة الأخيرة؛ وما إذا كان هناك حاجة إلى برنامج خاص للمادة المتبقية.
8) يجب ضبط ارتفاع دعامة المتابعة بشكل صحيح
تتطلب الأنابيب الطويلة والثقيلة وذات الأقطار الكبيرة دعامات متابعة خاصة. سيؤدي ارتفاع الدعامة غير الصحيح إلى ما يلي:
- ترهل الأنابيب
- انحراف القطع
- الانحراف الدوراني
- خطأ في موضع الثقب
- خدوش سطحية
إذا كان الدعم مرتفعًا جدًا، فقد لا يكون مستقرًا. وإذا كان منخفضًا جدًا، فقد يتسبب في انحناء الأنبوب. من الأفضل أن يتدحرج الأنبوب أو يدور بسلاسة أثناء عملية القطع، دون أي تعليق أو ضغط ملحوظ.
5. الاعتبارات الرئيسية لقطع مواد الأنابيب المختلفة
1) الأنابيب المستديرة
الأنابيب المستديرة هي النوع الأكثر شيوعاً.
الاعتبارات الرئيسية:
- محورية الدوران
- محاذاة التثبيت المركزي
- خطأ الاستدارة
- دقة تحديد المواقع أثناء حفر الثقوب
المشاكل الشائعة في الأنابيب المستديرة:
- إزاحة الثقوب حول المحيط
- عدم تعامد سطح نهاية القطع
- قطع غير مستقر عند خطوط اللحام
- تشوه الأنابيب ذات الأقطار الصغيرة
2) الأنابيب المربعة/المستطيلة
الاعتبارات الرئيسية:
- تراكم الحرارة عند الزوايا
- دقة أبعاد الزوايا
- استواء سطح التثبيت
- مدى معقولية مسار زاوية رأس القطع
غالباً ما تكون زوايا الأنابيب المربعة أكثر عرضة لارتفاع درجة الحرارة أو تراكم الخبث من الحواف لأن الحرارة تتركز بشكل أكبر في الزوايا، ويكون مسار القطع أكثر تعقيداً.
3) الأنابيب ذات الجدران الرقيقة
يكمن سر قطع الأنابيب ذات الجدران الرقيقة في "تقليل مدخلات الحرارة".
ملحوظات:
- سرعة قطع سريعة ولكنها مستقرة
- أكثر حساسية لنقطة التركيز وضغط الهواء
- يجب ألا تكون قوة التثبيت مفرطة
- يجب ألا يتسبب الدعم في إتلاف جدار الأنبوب
- الثقوب الصغيرة والأخاديد الضيقة عرضة للتشوه
4) الأنابيب ذات الجدران السميكة
يكمن مفتاح قطع الأنابيب ذات الجدران السميكة في "ضمان الاختراق وإزالة الخبث".
ملحوظة:
- يلزم توفر طاقة كافية وضغط غاز مناسب.
- من الضروري تخصيص وقت كافٍ لعملية الثقب.
- لا ينبغي أن تكون السرعة مفرطة بشكل أعمى.
- حماية العدسات أمر بالغ الأهمية.
- يزداد خطر ارتداد الخبث.
5) أنابيب مصنوعة من مواد عاكسة للغاية
بالنسبة لمواد مثل الألومنيوم والنحاس والعديد من المواد المطلية، يرجى ملاحظة ما يلي:
- مخاطر الانعكاس
- نافذة معالجة ضيقة
- متطلبات عالية لحماية العدسات ورأس القطع
- يجب دراسة المعايير بعناية أكبر.
6. الصيانة (النقاط الرئيسية)
الصيانة اليومية:
- نظف عدسة رأس القطع
- افحص فوهة الفوهة بحثًا عن أي تلف.
- نظّف مخلفات طاولة العمل
- تحقق من ضغط الهواء ودرجة حرارة الماء
الصيانة الاسبوعية:
- تحقق من تشحيم قضيب التوجيه
- تحقق من دقة تثبيت ظرف التثبيت
- نظف مجمع الغبار
الصيانة الشهرية:
- معايرة المسار البصري
- تحقق من حالة الليزر
- استبدل الفلاتر (الغاز/الماء)
قائمة الأجزاء المعرضة للخطر:
- فوهة
- عدسة واقية
- حلقة الختم
- عنصر التصفية
يوصى بالاحتفاظ بمخزون من قطع الغيار.
7. مشاكل وحلول شائعة في قطع الأنابيب بالليزر
1) قطع غير مكتمل
الأسباب:
- طاقة غير كافية
- تركيز غير صحيح
- ضغط هواء غير كافٍ
حلول:
- زيادة الطاقة / تقليل السرعة
- إعادة التركيز
2) نتوءات شديدة
الأسباب:
- السرعة المفرطة
- نقاء غاز منخفض
- فوهة تالفة
حلول:
- اضبط المعلمات
- استبدل الغاز / الفوهة
3) قطع أسود (ستانلس ستيل)
الأسباب:
- استخدام الأكسجين
- ضغط النيتروجين غير كافٍ
حلول:
- استخدم النيتروجين عالي الضغط
4) اهتزاز الأنابيب
الأسباب:
- دعم غير كافٍ
- ظرف فضفاض
حلول:
- تفعيل دعم المتابعة
- تحقق من قوة التثبيت
8. احتياطات السلامة
يُعد قطع الأنابيب بالليزر جهازًا عالي الطاقة وعالي السرعة وعالي الكثافة الضوئية وعالي التدفق الهوائي؛ لذا فإن السلامة هي الأهم.
1) يجب وضع نظارات واقية وأبواب أمان في مكانها
يجب عدم مراقبة الليزر مباشرة؛ ويجب اتخاذ تدابير وقائية وفقًا لمتطلبات المعدات.
2) كن على دراية بمخاطر الانعكاس
وخاصة عند قطع المواد العاكسة للغاية مثل الألومنيوم والنحاس والنحاس الأصفر، فقد يتسبب الضوء المنعكس في تلف المعدات.
3) إجراءات صارمة للوقاية من الحرائق
ستحدث شرارات وخبث منصهر ورذاذ ساخن أثناء قطع الأنابيب.
ينبغي أخذ ما يلي في الموقع:
- تنظيف المواد القابلة للاشتعال
- تجهيز معدات إطفاء الحرائق
- راقب تراكم الخبث عند طرف القطع
- يمنع تراكم الزيت
4) خطر القرص الميكانيكي
تشكل كل من ظرف التثبيت والدعامة وآلية التغذية خطر انحشار. يجب فصل الطاقة بشكل صارم أو إجراء العمليات وفقًا للوائح عند ضبط الآلة وتغيير المواد.
5) سلامة الغاز عالي الضغط
يجب فحص أسطوانات الغاز وخطوط الأنابيب وصمامات تخفيض الضغط بانتظام لمنع التسربات وارتفاع الضغط المفاجئ.
9. ملخص
في عمليات معالجة الأنابيب التقليدية، يتم تنفيذ عمليات متعددة مثل النشر والتثقيب والحفر بشكل منفصل، مما يؤدي إلى انخفاض الكفاءة وعدم اتساق الدقة والاعتماد الكبير على الخبرة اليدوية.
في مواجهة متطلبات التصنيع الحالية من حيث الدقة العالية والتسليم السريع والإنتاج المرن، لم تعد المعدات التقليدية قادرة على دعم التطور واسع النطاق والمعياري للمؤسسات.
تدمج آلات قطع الأنابيب بالليزر تقنية الليزر الليفي عالية الأداء مع أنظمة التحكم الرقمي الحاسوبي الذكية، مما يحقق معالجة آلية متكاملة من التحميل والتحديد والقطع إلى التفريغ.
ماكينة قطع الأنابيب بالليزر إجراءات التشغيل:
الفحص ← بدء التشغيل ← التثبيت ← ضبط المعلمات ← القطع التجريبي ← القطع الأمامي ← الإيقاف
قطع الأنابيب بالليزر نقاط الاستخدام الرئيسية:
- اتركه يبرد قبل استخدام الليزر (لحماية الليزر)
- تثبيت الظرف + المحاذاة المركزية (لضمان الدقة)
- مطابقة المعايير مع المواد (الطاقة/السرعة/الغاز)
- القطع التجريبي إلزامي (لتجنب هدر الدفعة).
- لا تترك المشغل أثناء القطع (لمنع الحوادث)
- اتبع تسلسل الإيقاف الصحيح (لإطالة عمر الجهاز)




