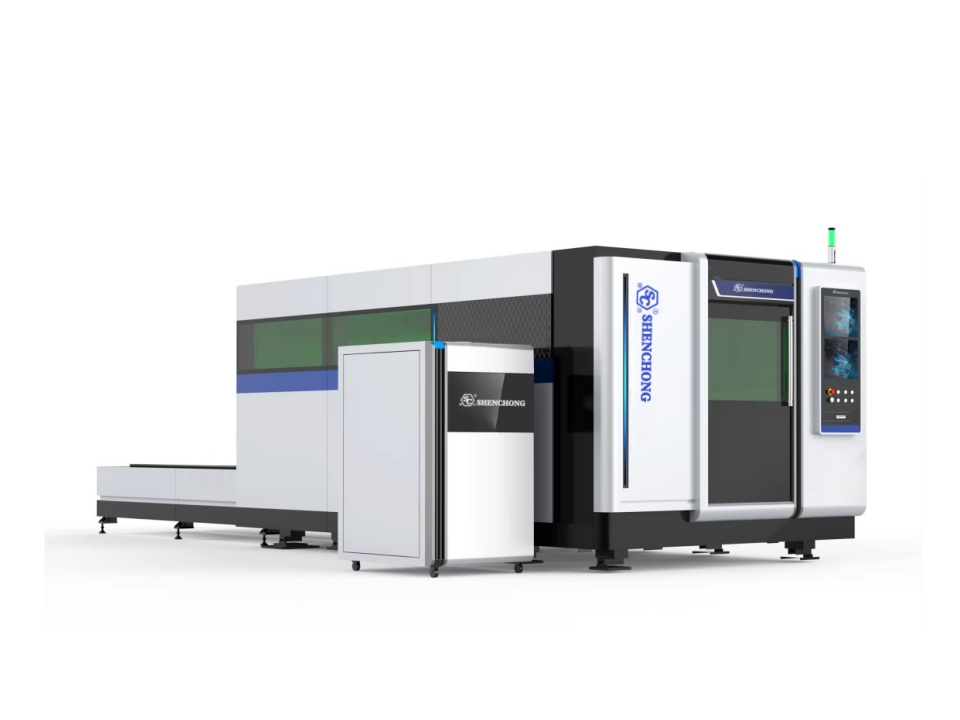
SC SHENCHONG 12kW高出力ファイバーレーザー切断機は、ファイバーレーザー技術とデジタル制御技術を完璧に融合し、金属加工向けに開発されました。単一プラットフォームまたは交換プラットフォームから選択でき、大面積のカスタマイズも可能です。驚異的な高速性と柔軟性を誇るSC SHENCHONG高出力ファイバーレーザーカッター12kWは、板材の超高速切断に最適です。
機械名の「12000W」は、ワット単位で測定された出力を表しています。レーザー出力12kWにより、低出力の機械よりも高速な切断速度と厚い材料の切断が可能になります。そのため、大量生産や高精度が求められる切断用途に最適です。
SC IPG CNC高出力ファイバーレーザー切断機 12kW 販売価格
SC IPG 12000W高出力ファイバーレーザー切断機(12kW)は、高集積化、優れた制御精度、そしてより安定した動作といった利点を備えています。そのため、SC IPGシートファイバーレーザー切断機は、炭素鋼板の切断要件を満たすだけでなく、ステンレス鋼板、アルミニウム合金、銅合金などのその他の材料の切断要件も満たすことができます。
高出力ファイバーレーザー切断機 12kW 価格と特徴
SC SHENCHONG IPG 12KWファイバーレーザー切断機は、最大150m/分の切断速度と約2.5Gの加速度を実現し、最高の品質、精度、効率を保証します。本機には高速・高耐久性モーションシステムが搭載されており、加工時間を最大50%まで短縮します。高強度一体型溶接ボディと鋳造アルミ製クロスビームを採用し、高温焼鈍処理と12メートルの輸入大型CNCガントリーフライス盤による精密加工を施しています。本機は25年間、変形することなく正常に使用できることが保証されています。
12kWの高出力ファイバーレーザー切断機は、従来の3倍以上の速度で厚板を切断します。 6キロワット h高い p力 fイベル lアセル c発する.
- さまざまな素材で完璧な結果を実現
- 厚い材料から薄い材料まで、効率的かつ正確に切断
- 低い投資コストと運用コスト
- モダンでコンパクトなデザイン
- リモコンによる迅速なサービス
- 切断速度:最大150 m/分
- 位置決め速度: 180 m/分
- 加速: 5G
- 完全に密閉されたキャビネットで、オペレーターの保護を最大限に高めます。
- 効果的な高圧から低圧へのガス交換システム。
- 時間と単価の自動計算機能。
- 外部からのネットワーク接続。
- 排煙機能(シリーズモデルに搭載)。
- ワークピースとトリミングの収集。
- 異なるガス圧力に対応するデュアル比例バルブ制御システムと高圧切断用の特殊システム。
標準構成
- ドイツ BECKHOFF CNCコントローラ
- IPG YLS-12000W イッテルビウムレーザー共振器
- LaserMech FiberCut 2Dヘッドカッティングヘッド
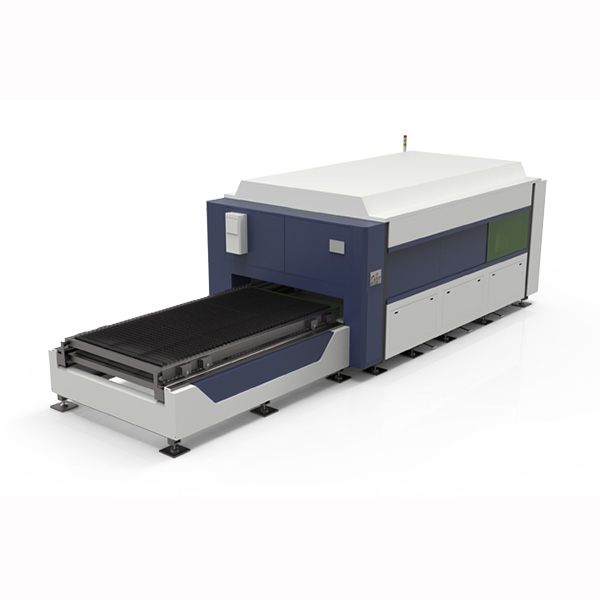
- 自動ダブルパレットチェンジャー(シャトルテーブル)
- 精密ラック&ピニオン駆動システム(ドイツ製)
- Radan または Lantek CAD/CAM システム
- 光源
- チラー
- 下部保護レンズ3枚
- N2とO2(切断)ガスの両方で動作します
- ホームポジションアライメントシステム
- 補助ガスセレクター
- 自動反射警告
- 作業灯
- 以下のノズルがそれぞれ5個ずつあります(1.0mm、1.2mm、1.5mm、2.0mm、2.5mm、3.0mm)
オプション構成
- 自動ビームセンタリングシステム。
- リニアモーター技術
- レーザー安全バリア
- プレシテックカッティングヘッド
- レーザー切断機用自動板金ローディング・アンローディングシステム
- コンプレッサー
機械の詳細

ファイバーレーザージェネレータ
この機械には、RaycusまたはIPGのレーザー光源をお選びいただけます。この機械に使用されているレーザー光源は、優れたビーム品質、エネルギー効率、長寿命で定評のある高出力12kWファイバーレーザージェネレータです。このファイバーレーザージェネレータは、過酷な産業環境においても安定した信頼性の高い動作を実現する堅牢なハウジングに収納されています。

頑丈な本体
機体内部の構造は複数の角管を溶接し、さらに補強された角管を機体内部に配置。ベッドの強度と安定性を高めています。堅牢な機体構造は、ガイドレールの安定性を高めるだけでなく、ベッドの変形を効果的に防止します。機体寿命は25年と長寿命です。
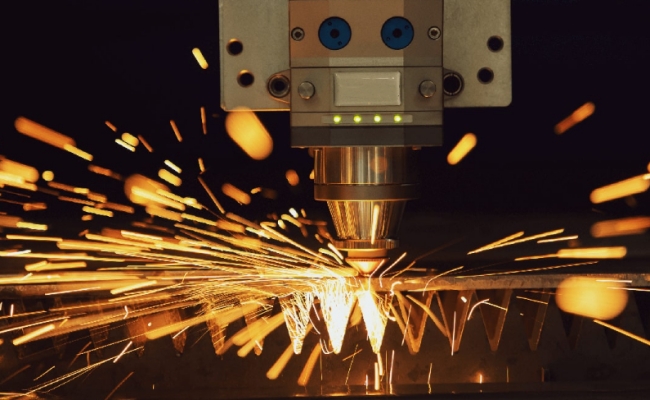
高精度と正確性
従来の金属切断工程と比較して、ファイバーレーザー切断技術は切断速度を高速化できるため、生産性の向上と生産時間の短縮が可能です。レーザービームを集束させることで、極めて狭いカーフ幅での微細切断が可能になり、材料の無駄を最小限に抑え、材料利用率を高めます。最大±0.05mmの切断公差を実現し、複雑な形状や輪郭でも正確で安定した切断を保証します。12kWファイバーレーザー切断機は、切断オプションに関しても柔軟性を備えています。厚手材料の高速穿孔と薄手材料の高精度で高品質なエッジカットの両方に対応します。また、ベベルカットにより、ベベルエッジや面取りを作成することもできます。
CNC制御システム
本機はユーザーフレンドリーなCNCシステムによって制御されており、合成制御された切断プロセスを容易に実現できます。CNCシステムは、レーザー出力、切断速度、切断ガス圧力など、切断対象材料に応じて設定できる幅広い切断パラメータを備えています。
技術的パラメータ
モデル | [えーと] | 1530 | 2040 | 6020 |
長さ | [ミリメートル] | 8900 | 10500 | 14500 |
幅 | [ミリメートル] | 2320 | 2920 | 2920 |
身長 | [ミリメートル] | 2150 | 2150 | 2150 |
重さ | [kg] | 15000 | 19000 | 26000 |
X軸 | [ミリメートル] | 3060 | 4060 | 6160 |
Y軸 | [ミリメートル] | 1540 | 2040 | 2040 |
Z軸 | [ミリメートル] | 120 | 120 | 120 |
最大シート重量 | [kg] | 900 | 1500 | 2500 |
最大速度 | |
X、Y、Z軸に平行 | 150 [m/分] |
同時に | 180 [m/分] |
軸パラメータ |
|
再現性 | 0.03 [ミリメートル] |
切断精度 | 0.1 [mm] |
加速 | 30 [m/s2] |
最小プログラム可能測定パス | 0.001 [mm] |
切断パラメータ
素材の種類 | 厚さ(mm) | 速度(m/分) | フォーカス位置 | 刈高(mm) | ガス | ノズルタイプ | 圧力(バール) |
炭素鋼(Q235B) | 1 | 50~60 | 0 | 1 | 窒素 | シングル:3.0 | 15 |
2 | 40~45 | 0 | 1 | 窒素 | シングル:3.0 | 15 | |
3 | 30~35 | -1 | 0.5 | 窒素 | シングル:3.0 | 15 | |
4 | 20~26 | -2 | 0.5 | 窒素 | シングル:3.0 | 15 | |
5 | 15~18 | -3 | 0.5 | 窒素 | シングル:3.0 | 15 | |
6 | 10~13 | -4 | 0.5 | 窒素 | シングル:3.0 | 15 | |
8 | 7~10 | -5 | 0.5 | 窒素 | シングル:5.0 | 15 | |
10 | 5.0~6.5 | -6 | 0.5 | 窒素 | シングル:5.0 | 15 | |
10 | 2.0~2.3 | 6 | 0.8 | 酸素 | ダブル:1.2 | 0.6 | |
12 | 1.8~2.0 | 7 | 0.8 | 酸素 | ダブル:1.2 | 0.6 | |
14 | 1.6~1.8 | 7 | 0.8 | 酸素 | ダブル:1.2 | 0.6 | |
16 | 1.5~1.6 | 9 | 0.8 | 酸素 | ダブル:1.4 | 0.6 | |
20 | 1.3~1.4 | 9 | 0.4 | 酸素 | シングル:1.4 | 0.6 | |
22 | 0.9~1.0 | 12 | 0.4 | 酸素 | シングル:1.5 | 0.7 | |
25 | 0.8~1.0 | 12 | 0.4 | 酸素 | シングル:1.5 | 1 | |
30 | 0.4~0.5 | 14 | 0.4 | 酸素 | シングル:1.6 | 1.2 | |
40 | 0.25~0.3 | 14 | 0.4 | 酸素 | シングル:1.6 | 1.2 | |
12 | 3.0~3.5 | -10 | 1.5 | 酸素 | シングル:1.6 | 1 | |
14 | 3.0~3.2 | -10 | 1.5 | 酸素 | シングル:1.6 | 1 | |
16 | 2.8~3.0 | -12 | 1.5 | 酸素 | シングル:1.6 | 1 | |
20 | 2.0~2.3 | -12 | 1.5 | 酸素 | ダブル:1.6 | 1 | |
25 | 1.1~1.3 | -14 | 1.5 | 酸素 | シングル:1.8 | 1.4 | |
30 | 0.9~1.0 | -14 | 1.5 | 酸素 | シングル:1.8 | 1.4 | |
ステンレス鋼(SUS304) | 1 | 50~60 | 0 | 1 | 窒素 | シングル:3.0 | 8 |
2 | 40~45 | 0 | 0.5 | 窒素 | シングル:3.0 | 8 | |
3 | 30~35 | -1 | 0.5 | 窒素 | シングル:3.0 | 8 | |
4 | 23~27 | -2 | 0.5 | 窒素 | シングル:3.0 | 8 | |
5 | 15~18 | -3 | 0.5 | 窒素 | シングル:3.0 | 8 | |
6 | 13~15 | -4 | 0.5 | 窒素 | シングル:3.0 | 8 | |
8 | 8~10 | -5 | 0.5 | 窒素 | シングル:3.0 | 8 | |
10 | 6.5~7.5 | -6 | 0.5 | 窒素 | シングル:5.0 | 10 | |
12 | 5.0~5.5 | -7 | 0.5 | 窒素 | シングル:5.0 | 12 | |
14 | 3.0~3.5 | -8 | 0.3 | 窒素 | シングル:5.0 | 12 | |
16 | 2.0~2.3 | -9 | 0.3 | 窒素 | シングル:6.0 | 12 | |
18 | 1.3~1.5 | -10 | 0.5 | 窒素 | シングル:6.0 | 12 | |
20 | 1.2~1.4 | -11 | 0.3 | 窒素 | シングル:6.0 | 12 | |
25 | 0.7~0.9 | -13 | 0.3 | 窒素 | シングル:8.0 | 12 | |
30 | 0.25~0.3 | -15 | 0.3 | 窒素 | シングル:8.0 | 12 | |
40 | 0.15~0.2 | -17 | 0.3 | 窒素 | シングル:8.0 | 12 | |
ステンレス鋼(SUS304) | 1 | 50~60 | 0 | 1 | 空気 | シングル:3.0 | 13 |
2 | 40~45 | 0 | 0.5 | 空気 | シングル:3.0 | 13 | |
3 | 30~35 | -1 | 0.5 | 空気 | シングル:3.0 | 13 | |
4 | 25~30 | -2 | 0.5 | 空気 | シングル:3.0 | 13 | |
5 | 16~19 | -3 | 0.5 | 空気 | シングル:3.0 | 13 | |
6 | 14~17 | -1 | 0.5 | 空気 | シングル:3.0 | 13 | |
8 | 9~11 | -5 | 0.5 | 空気 | シングル:3.0 | 13 | |
10 | 7~8 | -6 | 0.5 | 空気 | シングル:5.0 | 13 | |
12 | 5.5~6.0 | -7 | 0.5 | 空気 | シングル:5.0 | 13 | |
14 | 3.5~4.0 | -8 | 0.5 | 空気 | シングル:5.0 | 13 | |
16 | 2.2~2.4 | -9 | 0.5 | 空気 | シングル:5.0 | 13 | |
18 | 1.3~1.6 | -10 | 0.5 | 空気 | シングル:6.0 | 13 | |
20 | 1.2~1.5 | -11 | 0.3 | 空気 | シングル:6.0 | 13 | |
25 | 0.7~1.0 | -13 | 0.3 | 空気 | シングル:8.0 | 13 | |
30 | 0.3~0.4 | -14 | 0.3 | 空気 | シングル:8.0 | 13 | |
アルミニウム(6061) | 1 | 45~50 | 0 | 0.8 | 窒素 | シングル:2.0 | 8 |
2 | 30~35 | -1 | 0.5 | 窒素 | シングル:2.0 | 8 | |
3 | 20~25 | -1 | 0.5 | 窒素 | シングル:2.0 | 8 | |
4 | 18~20 | -2 | 0.5 | 窒素 | シングル:2.0 | 8 | |
5 | 14~16 | -3 | 0.5 | 窒素 | シングル:3.0 | 8 | |
6 | 10~12 | -3 | 0.5 | 窒素 | シングル:3.0 | 8 | |
8 | 6.00~8.0 | -4 | 0.5 | 窒素 | シングル:3.0 | 8 | |
10 | 4~6 | -5 | 0.5 | 窒素 | シングル:5.0 | 8 | |
12 | 2.0~3.0 | -6 | 0.5 | 窒素 | シングル:5.0 | 12 | |
14 | 1.5~2.5 | -7 | 0.5 | 窒素 | シングル:5.0 | 16 | |
16 | 1.3~2.0 | -7.5 | 0.5 | 窒素 | シングル:5.0 | 16 | |
18 | 1.0~1.6 | -8 | 0.5 | 窒素 | シングル:6.0 | 16 | |
20 | 0.8~1.2 | -8.5 | 0.3 | 窒素 | シングル:8.0 | 16 | |
25 | 0.5~0.7 | -9 | 0.3 | 窒素 | シングル:8.0 | 16 | |
30 | 0.4~0.5 | -10 | 0.3 | 窒素 | シングル:8.0 | 18 | |
40 | 0.25~0.3 | -10 | 0.3 | 窒素 | シングル:8.0 | 18 | |
真鍮 | 1 | 35~45 | 0 | 1 | 窒素 | シングル:2.0 | 12 |
2 | 30~35 | -1 | 0.5 | 窒素 | シングル:2.0 | 12 | |
3 | 18~22 | -1 | 0.5 | 窒素 | シングル:3.0 | 12 | |
4 | 15~18 | -2 | 0.5 | 窒素 | シングル:3.0 | 12 | |
5 | 12~15 | -3 | 0.5 | 窒素 | シングル:3.0 | 14 | |
6 | 8~10 | -3 | 0.5 | 窒素 | シングル:3.0 | 14 | |
8 | 5.0~7.0 | -4 | 0.5 | 窒素 | シングル:5.0 | 14 | |
10 | 4.0~5.0 | -5 | 0.5 | 窒素 | シングル:5.0 | 14 | |
12 | 1.8~2.0 | -5 | 0.5 | 窒素 | シングル:5.0 | 14 | |
14 | 1.2~1.4 | -8 | 0.5 | 窒素 | シングル:5.0 | 16 | |
16 | 0.8~1.0 | -11 | 0.3 | 窒素 | シングル:5.0 | 16 | |
銅 | 1 | 25~30 | -0.5 | 1 | 酸素 | シングル:2.0 | 5 |
2 | 20~25 | -1 | 0.5 | 酸素 | シングル:2.0 | 5 | |
3 | 16~18 | -2 | 0.5 | 酸素 | シングル:2.0 | 6 | |
4 | 10~12 | -3 | 0.5 | 酸素 | シングル:2.0 | 8 | |
5 | 6.0~8.0 | -4.5 | 0.5 | 酸素 | シングル:2.5 | 8 | |
6 | 4.0~5.0 | -5 | 0.5 | 酸素 | シングル:2.5 | 8 | |
8 | 2.0~2.5 | -6 | 0.5 | 酸素 | シングル:3.0 | 10 | |
10 | 1.0~1.2 | -8 | 0.5 | 酸素 | シングル:4.0 | 12 |
よくある質問
12000Wの高出力ファイバーレーザー切断機の価格は、メーカー、モデル、仕様によって大きく異なります。さらに、製造国、配送・設置費用、追加の税金や手数料によっても価格が変動する場合があります。通常、基本機能を備えた12kWの高出力ファイバーレーザー切断機の価格は、$80,500~$230,000の範囲です。さらに、高度な性能とより大きな切断サイズを備えたハイエンド機は、価格がさらに高くなる場合があります。
12kWファイバーレーザー切断機のコストは大きく変動し、多くの企業にとって大きな投資となる可能性があります。しかし、機械の購入コストは購入時に考慮すべき要素の一つに過ぎません。機械の信頼性、使いやすさ、出力品質、そして継続的なメンテナンスと運用コストも考慮すべき要素です。レーザーカッターの初期費用は高額に思えるかもしれませんが、長期的には大幅なコスト削減と切断効率の向上をもたらし、特に大量生産や精密切断の用途では大きな効果を発揮します。
12000Wファイバーレーザー切断機の購入をご検討の場合は、お気軽にお問い合わせください。SCレーザーは、 プロフェッショナルファイバーレーザー切断機工場は、競争力のある価格を提供するだけでなく、完璧な顧客サポートと保証も提供します。
12000Wの高出力ファイバーレーザー切断機で切断できる最大厚さは、切断対象材料の種類、ビーム品質、焦点位置、切断速度などの要因によって異なります。一般的に、12kWのファイバーレーザー切断機は最大で以下の材料を切断できます。
- ステンレス鋼:厚さ0.5mmから35mmまでのステンレス鋼を切断できます。切断可能な厚さは、ステンレス鋼のグレードと使用するレーザージェネレータによって異なります。
- 炭素鋼:厚さ0.5mmから45mmまでの炭素鋼を切断できます。ただし、切断可能な最大厚さは鋼種や鋼種によって異なります。
- アルミニウム:厚さ0.5mmから30mmまでのアルミニウムを切断できます。ただし、アルミニウムは反射特性があるため、最適な切断性能を得るには専用の光学系を使用する必要があります。
- 銅と真鍮:厚さ0.5mmから18mmまでの銅を切断できます。これらの金属は反射率が高いため、最適な切断性能を得るには特殊な光学系や専用のレーザーパラメータが必要になる場合があります。
- チタン:厚さ0.5mmから16mmまでのチタンを切断できます。チタンは融点と反射率が高いため、最適な切断性能を得るには、より高出力のレーザーや特殊な光学系が必要になる場合があります。
これらの厚さは一般的なガイドラインであり、特定の機械や用途によって異なる場合がありますのでご注意ください。切断可能な最大厚さは、必要な切断速度と切断品質によっても影響を受けることにご注意ください。切断速度が遅いほど最大切断厚さは厚くなり、切断速度が速いほど最大切断厚さは薄くなる可能性があります。また、切断厚さが厚くなると、切断品質が低下し、エッジが粗くなったり、熱影響部が大きくなったりする可能性があります。
12000Wの板金ファイバーレーザー切断機の切断速度は、切断対象材料の種類と厚さ、レーザー光源の品質と出力、使用するアシストガス、機械のパラメータと設定など、さまざまな要因によって異なります。12kWファイバーレーザー切断機を使用した場合の、様々な材料における典型的な切断速度を以下に示します。
- 鋼材:切断速度は材料の厚さによって異なります。例えば、10mm厚の鋼材は毎分2.3メートル(毎分7.6フィート)の速度で切断できます。25mmまでのより厚い鋼材の場合、切断速度は毎分約1メートル(毎分3.34フィート)と遅くなる場合があります。
- アルミニウム:材料の厚さに応じて、毎分0.25~50メートル(毎分0.98~164フィート)の速度でアルミニウムを切断できます。例えば、厚さ5mm(0.2インチ)のアルミニウムを毎分16メートル(毎分52.5フィート)の速度で切断できます。
- 銅と真鍮:銅と真鍮は他の金属よりも反射率が高いため、切断速度が遅くなる場合があります。最大厚さ6mmの銅と真鍮を、最大毎分10メートル(毎分32.97フィート)の速度で切断できます。
- チタン:チタンは融点が高く反射率が高いため、他の金属よりも切断速度が遅くなる場合があります。厚さ6mmまでのチタンでは、最大毎分8メートル(毎分26.3フィート)の切断速度を実現できます。
- その他の金属: その他の金属の切断速度は、金属の種類と特性によって異なります。
これらの切断速度は概算であり、機械、材料、切断パラメータによって異なる場合がありますのでご注意ください。切断速度は、希望する切断品質に応じて調整できます。一般的に、切断速度を高くすると生産速度は速くなりますが、エッジ品質が低下する可能性があります。そのため、機械の仕様とガイドラインを確認し、試し切りを行って、特定の材料や用途に最適な切断速度を実現することをお勧めします。


情報のリクエスト
プレートの厚さと長さを教えていただけますか?弊社営業がお客様に最適な機種をご提案させていただきます。