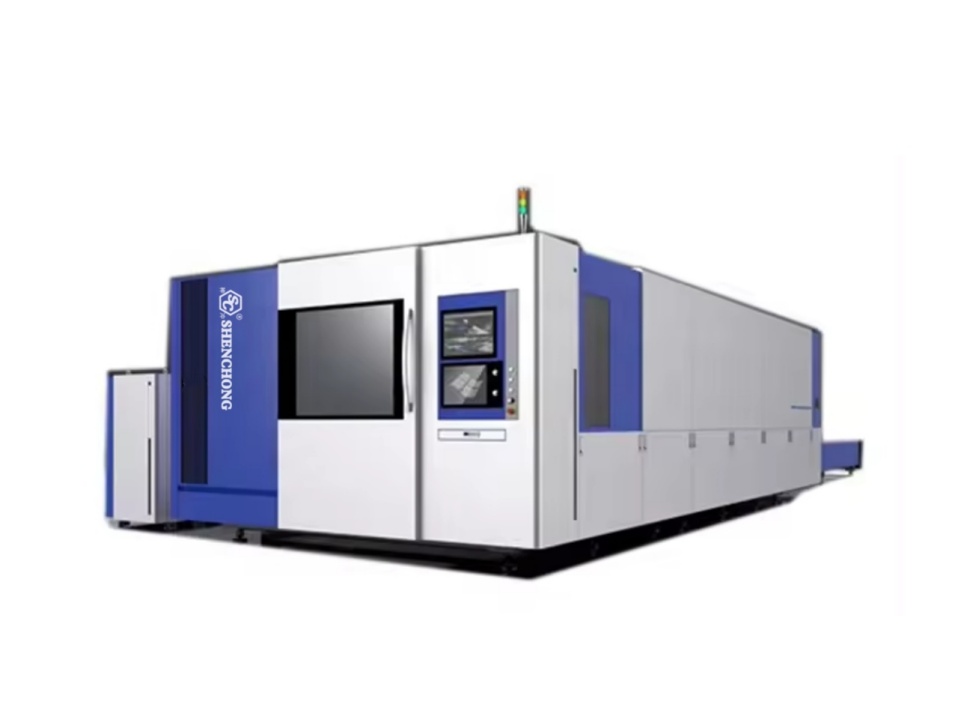
SC SHENCHONG 10KW金属板ファイバーレーザー切断機は、金属板材の超高速切断に最適で、驚くほど高速かつ柔軟です。SC 10000W金属レーザー切断機は、単一プラットフォームまたは交換プラットフォームから選択でき、広範囲のカスタマイズも可能です。
機械名の「10000W」は、ワット単位で測定される出力を表しています。レーザー出力10kWにより、低出力の機械よりも高速な切断速度と厚い材料の切断が可能になります。そのため、大量生産や高精度が求められる切断用途に最適です。
SC IPG CNC高出力ファイバーレーザー切断機 10KW 販売価格
SC IPG 10000W高出力ファイバーレーザー切断機(10kW)は、高集積化、優れた制御精度、そしてより安定した動作といった利点を備えています。そのため、SC IPGシートファイバーレーザー切断機は、炭素鋼板の切断要件を満たすだけでなく、ステンレス鋼板、アルミニウム合金、銅合金などのその他の材料の切断要件も満たすことができます。
高出力ファイバーレーザー切断機 10kW 価格と特徴
SC SHENCHONG IPG 10KW金属板ファイバーレーザー切断機は、最大150m/分の切断速度と約2.5Gの加速度を実現し、最高の品質、精度、効率を保証します。本機には高速・高耐久性モーションシステムが搭載されており、処理時間を最大50%短縮します。当社の10000Wファイバーレーザーは、アルミニウム、ステンレス鋼、炭素鋼を切断します。
BECKHOFF CNC コントローラー – 高速かつ高精度で最適な切断を自動セットアップで実行できる標準装備。薄いワークシートと厚いプレートの両方に効果的です。
IPG が開発した 10kW ファイバー ソースと光学チェーンは、厚い材料を切断する際に高品質を犠牲にすることなく、中薄材料の高速切断 (最大 180 m/分) を可能にする高出力密度レーザー ビームを生成します。
- さまざまな素材で完璧な結果を実現
- 厚い材料から薄い材料まで、効率的かつ正確に切断
- 低い投資コストと運用コスト
- モダンでコンパクトなデザイン
- リモコンによる迅速なサービス
- 切断速度:最大150 m/分
- 位置決め速度: 180 m/分
- 加速: 5G
- 完全に密閉されたキャビネットで、オペレーターの保護を最大限に高めます。
- 効果的な高圧から低圧へのガス交換システム。
- 時間と単価の自動計算機能。
- 外部からのネットワーク接続。
- 排煙機能(シリーズモデルに搭載)。
- ワークピースとトリミングの収集。
- 異なるガス圧力に対応するデュアル比例バルブ制御システムと高圧切断用の特殊システム。
標準構成
- ドイツ BECKHOFF CNCコントローラ
- IPG YLS-10000W イッテルビウムレーザー共振器
- LaserMech FiberCut 2Dヘッドカッティングヘッド
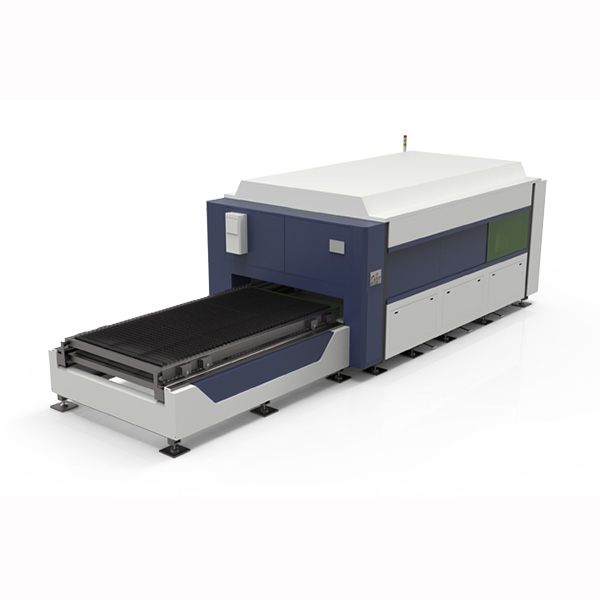
- 自動ダブルパレットチェンジャー(シャトルテーブル)
- 精密ラック&ピニオン駆動システム(ドイツ製)
- Radan または Lantek CAD/CAM システム
- 光源
- チラー
- 下部保護レンズ3枚
- N2とO2(切断)ガスの両方で動作します
- ホームポジションアライメントシステム
- 補助ガスセレクター
- 自動反射警告
- 作業灯
- 以下のノズルがそれぞれ5個ずつあります(1.0mm、1.2mm、1.5mm、2.0mm、2.5mm、3.0mm)
オプション構成
- 自動ビームセンタリングシステム。
- リニアモーター技術
- レーザー安全バリア
- プレシテックカッティングヘッド
- 自動板金積み下ろしシステム。
- コンプレッサー
- 1KW – 2KW – 3KW – 4KW – 5KW – 6KW – 8KW – 12KW のレーザー出力オプションが利用可能です。
機械の詳細

ファイバーレーザージェネレータ
この機械はRaycusまたはIPG製を選択できます。レーザー光源は、優れたビーム品質、エネルギー効率、長寿命で定評のある高出力10kW金属板ファイバーレーザージェネレータです。このファイバーレーザージェネレータは頑丈なハウジングに収納されており、過酷な産業環境でも安定した信頼性の高い動作を実現します。

頑丈な本体
機体内部の構造は複数の角管を溶接し、さらに補強された角管を機体内部に配置。ベッドの強度と安定性を高めています。堅牢な機体構造は、ガイドレールの安定性を高めるだけでなく、ベッドの変形を効果的に防止します。機体寿命は25年と長寿命です。
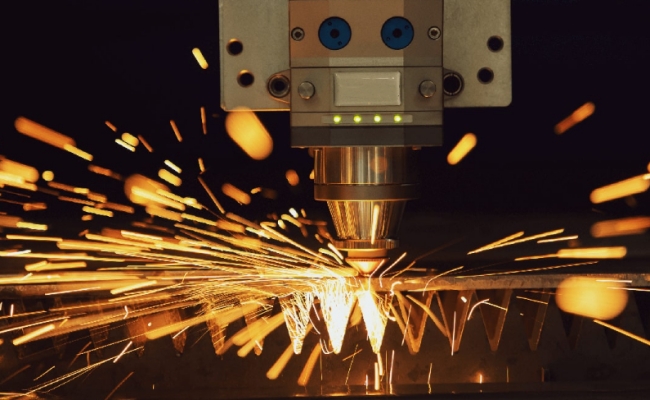
高精度と正確性
従来の金属切断工程と比較して、ファイバーレーザー切断技術は切断速度を高速化できるため、生産性の向上と生産時間の短縮が可能です。レーザービームを集束させることで、極めて狭いカーフ幅での微細切断が可能になり、材料の無駄を最小限に抑え、材料利用率を高めます。最大±0.05mmの切断公差を実現し、複雑な形状や輪郭でも正確で安定した切断を保証します。10kW金属板ファイバーレーザー切断機は、切断オプションに関しても柔軟性を備えています。厚板材の高速穿孔と薄板材の高精度で高品質なエッジカットの両方に対応します。また、ベベルカットにより、ベベルエッジや面取りを作成することもできます。
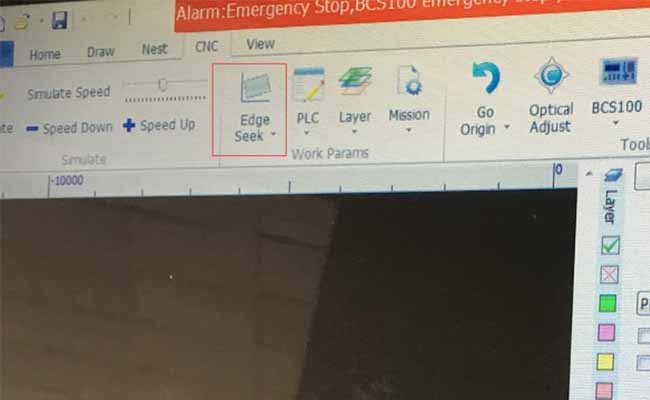
CNC制御システム
本機はユーザーフレンドリーなCNCシステムによって制御されており、合成制御された切断プロセスを容易に実現できます。CNCシステムは、レーザー出力、切断速度、切断ガス圧力など、切断対象材料に応じて設定できる幅広い切断パラメータを備えています。
技術的パラメータ
モデル | [えーと] | 1530 | 2040 | 6020 |
長さ | [ミリメートル] | 8900 | 10500 | 14500 |
幅 | [ミリメートル] | 2320 | 2920 | 2920 |
身長 | [ミリメートル] | 2150 | 2150 | 2150 |
重さ | [kg] | 15000 | 19000 | 26000 |
X軸 | [ミリメートル] | 3060 | 4060 | 6160 |
Y軸 | [ミリメートル] | 1540 | 2040 | 2040 |
Z軸 | [ミリメートル] | 120 | 120 | 120 |
最大シート重量 | [kg] | 900 | 1500 | 2500 |
最大速度 | |
X、Y、Z軸に平行 | 150 [m/分] |
同時に | 180 [m/分] |
軸パラメータ |
|
再現性 | 0.03 [ミリメートル] |
切断精度 | 0.1 [mm] |
加速 | 30 [m/s2] |
最小プログラム可能測定パス | 0.001 [mm] |
切断パラメータ
素材の種類 | 厚さ(mm) | 速度(m/分) | フォーカス位置 | 刈高(mm) | ガス | ノズルタイプ | 圧力(バール) |
炭素鋼(Q235B) | 1 | 50~60 | 0 | 1 | N2/空気 | シングル:1.5 | 12 |
2 | 35~40 | 0 | 0.5 | N2/空気 | シングル:2.0 | 12 | |
3 | 25~30 | 0 | 0.5 | N2/空気 | シングル:2.0 | 13 | |
4 | 18~20 | 0 | 0.5 | N2/空気 | シングル:2.5 | 13 | |
5 | 13~15 | 0 | 0.5 | N2/空気 | シングル:2.5 | 13 | |
6 | 10~12 | 0 | 0.5 | N2/空気 | シングル:2.5 | 13 | |
8 | 7.0~8.0 | -1 | 0.5 | N2/空気 | シングル:3.0 | 13 | |
10 | 3.4~4.5 | -3 | 0.5 | N2/空気 | シングル:4.0 | 13 | |
10 | 2.3(6000W) | 6 | 0.8 | 酸素 | ダブル:1.2 | 0.6 | |
12 | 2(7500W) | 7 | 0.8 | 酸素 | ダブル:1.2 | 0.6 | |
14 | 1.8(8500W) | 7 | 0.8 | 酸素 | ダブル:1.4 | 0.6 | |
16 | 1.6(9500W) | 8 | 0.8 | 酸素 | ダブル:1.4 | 0.6 | |
20 | 1.4 | 8 | 0.8 | 酸素 | ダブル:1.6 | 0.6 | |
22 | 1 | 10 | 0.8 | 酸素 | ダブル:1.8 | 0.7 | |
25 | 0.65 | 10 | 0.8 | 酸素 | ダブル:1.8 | 0.7 | |
30 | 0.35 | 11 | 1.2 | 酸素 | ダブル:1.8 | 1.3 | |
40 | 0.2 | 11.5 | 1.2 | 酸素 | ダブル:1.8 | 1.5 | |
ステンレス鋼(N2) | 1 | 50~60 | 0 | 1 | 窒素 | シングル:2.0 | 10 |
2 | 35~40 | 0 | 0.5 | 窒素 | シングル:2.0 | 12 | |
3 | 25~30 | 0 | 0.5 | 窒素 | シングル:2.0 | 13 | |
4 | 18~20 | 0 | 0.5 | 窒素 | シングル:2.0 | 12 | |
5 | 15 | 0 | 0.5 | 窒素 | シングル:2.5 | 15 | |
6 | 9 | 0 | 0.5 | 窒素 | シングル:3.5 | 8 | |
8 | 6 | -1 | 0.5 | 窒素 | ダブル:5.0 | 5 | |
10 | 4 | -1 | 0.5 | 窒素 | ドブル:5.0 | 5 | |
12 | 3 | -4 | 0.5 | 窒素 | ダブル:6.0 | 6 | |
14 | 2.4 | -6 | 0.3 | 窒素 | ダブル:7.0 | 6 | |
16 | 0.5 | -9 | 0.5 | 窒素 | ダブル:7.0 | 6 | |
18 | 1.5 | -9 | 0.5 | 窒素 | ダブル:5.0 | 14 | |
20 | 1.2 | -11 | 0.3 | 窒素 | ダブル:7.0 | 6 | |
25 | 0.6 | -13 | 0.3 | 窒素 | ダブル:7.0 | 6 | |
30 | 0.25 | 7 | 0.3 | 窒素 | ダブル:7.0 | 10 | |
40 | 0.15 | 9 | 0.3 | 窒素 | ダブル:7.0 | 15 | |
ステンレス鋼(空気) | 1 | 50~60 | 0 | 1 | 空気 | シングル:2.0 | 10 |
2 | 30~35 | 0 | 0.5 | 空気 | シングル:2.5 | 10 | |
3 | 25 | 0 | 0.5 | 空気 | シングル:2.5 | 10 | |
4 | 20 | 0 | 0.5 | 空気 | ダブル:3.5 | 10 | |
5 | 17 | 0 | 0.5 | 空気 | ダブル:3.5 | 10 | |
6 | 10 | 0 | 0.5 | 空気 | ダブル:3.5 | 10 | |
8 | 7 | 0 | 0.5 | 空気 | ダブル:3.5 | 10 | |
10 | 6 | -1 | 0.5 | 空気 | ダブル:3.5 | 10 | |
12 | 4.5 | -4 | 0.5 | 空気 | ダブル:5.0 | 10 | |
14 | 3 | -6 | 0.5 | 空気 | ダブル:5.0 | 10 | |
16 | 2 | -8 | 0.5 | 空気 | ダブル:5.0 | 10 | |
18 | 1.5 | -9 | 0.5 | 空気 | ダブル:5.0 | 10 | |
20 | 1.2 | -11 | 0.3 | 空気 | ダブル:5.0 | 10 | |
25 | 0.6 | -13 | 0.3 | 空気 | ダブル:5.0 | 10 | |
30 | 0.25 | 7 | 0.3 | 空気 | ダブル:5.0 | 10 | |
アルミニウム合金 | 1 | 55 | 0 | 0.8 | 窒素 | シングル:2.0 | 12 |
2 | 30 | -1 | 0.5 | 窒素 | シングル:2.0 | 12 | |
3 | 25 | -1 | 0.5 | 窒素 | シングル:2.0 | 12 | |
4 | 20 | -2 | 0.5 | 窒素 | シングル:2.0 | 12 | |
5 | 16 | -3 | 0.5 | 窒素 | シングル:2.5 | 14 | |
6 | 9 | -3 | 0.5 | 窒素 | シングル:2.5 | 14 | |
8 | 6 | -4 | 0.5 | 窒素 | シングル:2.5 | 14 | |
10 | 4.5 | -5 | 0.5 | 窒素 | ダブル:5.0 | 14 | |
12 | 2 | -5 | 0.5 | 窒素 | ダブル:5.0 | 16 | |
14 | 1.5 | -5 | 0.5 | 窒素 | ダブル:5.0 | 16 | |
16 | 1.2 | -50 | 0.5 | 窒素 | ダブル:5.0 | 16 | |
18 | 1 | -5 | 0.5 | 窒素 | ダブル:5.0 | 16 | |
20 | 0.8 | -5 | 0.3 | 窒素 | ダブル:7.0 | 16 | |
25 | 0.6 | -5 | 0.3 | 窒素 | ダブル:7.0 | 16 | |
30 | 0.25 | 7 | 0.3 | 窒素 | ダブル:7.0 | 18 | |
40 | 0.15 | 8 | 0.3 | 窒素 | ダブル:7.0 | 18 | |
真鍮 | 1 | 40 | 0 | 1 | 窒素 | シングル:2.0 | 12 |
2 | 27 | -1 | 0.5 | 窒素 | シングル:2.0 | 12 | |
3 | 20 | -1 | 0.5 | 窒素 | シングル:2.0 | 12 | |
4 | 15 | -2 | 0.5 | 窒素 | シングル:2.0 | 12 | |
5 | 11 | -3 | 0.5 | 窒素 | シングル:2.5 | 14 | |
6 | 7 | -3 | 0.5 | 窒素 | シングル:2.5 | 14 | |
8 | 5 | -4 | 0.5 | 窒素 | シングル:2.5 | 14 | |
10 | 4 | -5 | 0.5 | 窒素 | ダブル:5.0 | 14 | |
12 | 2 | -5 | 0.5 | 窒素 | ダブル:5.0 | 14 | |
14 | 1 | -8 | 0.5 | 窒素 | ダブル:5.0 | 16 | |
16 | 0.7 | -111 | 0.3 | 窒素 | ダブル:5.0 | 16 | |
銅 | 1 | 30 | -0.5 | 1 | 酸素 | シングル:2.0 | 5 |
2 | 20 | -1 | 0.5 | 酸素 | シングル:2.0 | 5 | |
3 | 15 | -2 | 0.5 | 酸素 | シングル:2.0 | 6 | |
4 | 10 | -3 | 0.5 | 酸素 | シングル:2.0 | 8 | |
5 | 6 | -4.5 | 0.5 | 酸素 | シングル:2.5 | 8 | |
6 | 4 | -5 | 0.5 | 酸素 | シングル:2.5 | 8 | |
8 | 2 | -6 | 0.5 | 酸素 | シングル:3.0 | 10 | |
10 | 0.7 | -8 | 0.5 | 酸素 | シングル:4.0 | 12 |
よくある質問
10kW金属板ファイバーレーザー切断機の価格は、ブランド、モデル、サイズ、機能など、さまざまな要因によって大きく異なります。一般的に、基本機能を備えた10kWファイバーレーザー切断機の価格は、$70,000~$200,000です。自動ノズル交換機能や自動ローディング・アンローディング装置などの追加機能が必要な場合は、価格がさらに高くなる可能性があります。
10000W ファイバーレーザー切断機のコストに影響を与えるいくつかの要因は次のとおりです。
- ブランドとモデル:レーザーカッティングマシンは、人気、性能、機能によってブランドやモデルによって価格が異なります。品質と信頼性で定評のある、より確立されたメーカーやモデルは、通常、価格が高くなります。さらに、より高度な機能を備えたハイエンドモデルは、ローエンドモデルよりもはるかに高価になる場合があります。
- サイズと容量:レーザーカッターのサイズと容量もコストに影響します。大きな材料を扱える大型の機械は、小型の機械よりも高価になります。
- 自動化レベルと機能:レーザー切断機の自動化レベルと機能もコストに影響します。自動ローディング・アンローディングシステム、スマートセンサー、ソフトウェアパッケージなどの高度な機能を備えた機械は、一般的に高価になります。
- レーザージェネレータ:レーザージェネレータの品質とブランドも機械の価格に影響します。高品質のレーザージェネレータを搭載した10kWファイバーレーザー切断機は、低品質のレーザージェネレータを搭載した機械よりも高価になる可能性があります。
- 製造国:機械のコストは、製造場所によっても異なります。中国やインドなど、人件費の安い国で製造された機械は、米国やヨーロッパで製造されたものよりも安価になる可能性があります。
- 設置とメンテナンス:設置、トレーニング、メンテナンスの費用も機械の総コストに影響します。10kWファイバーレーザー切断機の購入を検討する際には、これらのコストを考慮することが重要です。
10kWの金属板ファイバーレーザー切断機のコストは大きく変動し、多くの企業にとって大きな投資となる可能性があります。しかし、機械の購入コストは購入時に考慮すべき要素の一つに過ぎません。設置、メンテナンス、修理にかかる費用、想定される耐用年数、そして全体的な投資収益率なども考慮すべき要素です。また、継続的なサポートとサービスを提供できる、評判が良く経験豊富なサプライヤーと協力することも重要です。
として プロのレーザー切断機メーカー, SC神中 競争力のある価格だけでなく、包括的なサービスサポートもご提供いたします。ファイバーレーザー切断機のご購入をお考えでしたら、ぜひお問い合わせください。
10kW金属板ファイバーレーザー切断機は、様々な金属材料を高精度かつ精密に切断できる高出力産業用ツールです。切断可能な材料の厚さは、材料の種類、レーザー発生装置、光学系、切断速度など、いくつかの要因によって異なります。以下は、様々な材料における最大切断厚さの例です。
- ステンレス鋼: 厚さ0.5mmから35mmまでのステンレス鋼を切断できます。
- 炭素鋼: 厚さ0.5mmから45mmまでの炭素鋼を切断できます。
- アルミニウム:厚さ0.5mmから30mmまでのアルミニウムを切断できます。
- 銅: 厚さ0.5mmから18mmまでの銅を切断できます。
- 真鍮:厚さ0.5mmから18mmまでの真鍮を切断できます。
- チタン:厚さ0.5mmから16mmまでのチタンを切断できます。
カットの厚さは、次のようなさまざまな要因によって変化する可能性があることに注意することが重要です。
- 材料特性:切断する金属の種類は、切断可能な最大厚さに影響します。例えば、高張力鋼は軟鋼よりも切断が難しく、きれいな切断を実現するためには、切断速度を遅くしたり、より大きな電力を必要としたりする場合があります。
- レーザー出力とビーム品質:レーザー光源の出力とビーム品質は、切断可能な最大厚さにも影響します。出力が高いほど、厚い材料をより速く効率的に切断できます。一方、ビーム品質が高いほど、エッジ品質が向上し、欠陥のリスクが低減します。
- 切断速度とガス圧:切断ヘッドの移動速度とアシストガスの圧力も、切断可能な最大厚さに影響します。厚い材料の場合は、きれいな切断を実現するために切断速度を遅くする必要がある一方、空気圧を高くすることで溶融材料を除去し、ドロスやドロスの生成を防ぐことができます。
- 機械の構成:機械のサイズと構成も、切断可能な最大厚さに影響します。大型の機械は、より大きなカッティングベッドを備えており、小型の機械よりも厚い材料を処理できる可能性があります。また、オートフォーカスやダイナミックビームコントロールなどの追加機能により、切断精度と速度を向上させることができます。
つまり、10kWファイバーレーザー切断機は様々な金属を高精度かつ精密に切断できますが、切断可能な具体的な厚さは、金属の種類、グレード、レーザービームの品質、焦点距離、切断速度、補助ガスの種類と圧力によって異なります。各材料に最適な切断結果を得るには、適切な切断パラメータと補助ガスを選択することが重要です。
10kWファイバーレーザー切断機の切断速度は、切断対象材料の種類、材料の厚さ、レーザー光源の出力、使用する光学系の種類、切断パラメータなど、いくつかの要因によって異なります。一般的に、厚い材料を高速で切断できるため、産業用製造業や加工業でよく使用されます。10kWファイバーレーザー切断機の切断速度に関する一般的なガイドラインを以下に示します。
- 炭素鋼:炭素鋼の切断速度は材料の厚さによって異なります。厚さ10mmの炭素鋼板を毎分2.8mで切断でき、厚さ20mmの炭素鋼板を毎分1.4mで切断できます。
- アルミニウム:厚さ5mmのアルミニウム板は最大20m/分で切断できますが、厚さ10mmのアルミニウム板を切断する場合は切断速度が4.0m/分まで低下します。また、アルミニウムは他の金属に比べて反射率が高いため、切断中に問題が発生する可能性があります。
- ステンレス鋼:ステンレス鋼の切断速度は、材料の厚さによって異なります。厚さ5mmのステンレス鋼板の場合、切断速度は10~18m/分に達します。一方、厚さ10mmのステンレス鋼板の場合、切断速度はわずか3.0~7.0m/分です。さらに、ステンレス鋼のグレードや表面処理も切断速度に影響を与えます。
- 銅と真鍮:銅と真鍮は反射率と熱伝導率が高いため、ファイバーレーザー切断機での切断は困難です。5mm厚の銅板と真鍮板を毎分13mの速度で切断できるのに対し、10mm厚の真鍮板を切断する場合は毎分4mにとどまります。
- チタン:厚さ5mmのチタン板を最大10m/分の切断速度で切断できます。厚さ10mm以上のチタン板の場合は、切断速度を約3.5m/分まで落とす場合があります。
切断速度は、使用するガスの種類、レーザービームの焦点位置、ノズル径などの切断条件によって変化することに注意してください。また、切断速度は、求められる切断品質と精度によっても異なります。切断速度を速くすると切断品質が低下する可能性があり、逆に切断速度を遅くすると切断品質は向上しますが、生産性が低下する可能性があります。したがって、品質と速度の理想的なバランスを実現するには、材料と用途ごとに切断速度を最適化することが重要です。


情報のリクエスト
プレートの厚さと長さを教えていただけますか?弊社営業がお客様に最適な機種をご提案させていただきます。