目次
プレスブレーキ工具は、 油圧 プレスブレーキ 機械 板材を成形・加工するための工具です。この工具は様々な部品で構成されており、金型はそれぞれ異なる部品で構成されています。主に、成形された材料の物理的状態を変化させることで、対象物の形状加工を実現します。曲げブレーキの圧力下で、ブランク材を特定の形状とサイズのワークピースに加工するために使用される工具です。
板金の材質、厚さ、長さ、幅の寸法、そして設計される形状や角度によって、曲げ加工には異なるプレスブレーキ工具を使用する必要があります。一般的に、曲げ加工には、高さ、形状、V幅の異なるプレスブレーキ上パンチと下パンチが必要であり、さらに特殊な形状の特殊金型も必要です。この記事では、プレスブレーキ工具の種類を紹介し、プレスブレーキ上パンチと下パンチの選び方、使用方法、メンテナンス方法を説明します。
プレスブレーキ工具の概要
プレスブレーキ金型の構造
プレスブレーキの金型は、構造上、プレスブレーキ上型とプレスブレーキ下型の2種類に分けられます。曲げ加工においては、上型が主として能動型、下型が受動型となります。下型が固定され動かない場合、上型は強制的に動かされます。一般的に、プレスブレーキの特殊金型を除き、プレスブレーキ下型は複数の上型に対応でき、オペレーターは製品設計のニーズに応じて選択できます。
プレスブレーキのツールの種類
プレスブレーキ機の金型には、V字型、U字型、多角形型、半円型など、様々な種類があります。それぞれの金型は、特定の加工ニーズと材料の種類に適しています。例えば、V字型とU字型の金型は金属板の曲げ加工によく使用され、多角形と半円型の金型は特定の形状や角度の曲げ加工に適しています。これらの金型の具体的な形状とサイズは、ワークピースの設計と加工要件に基づいて選択されます。
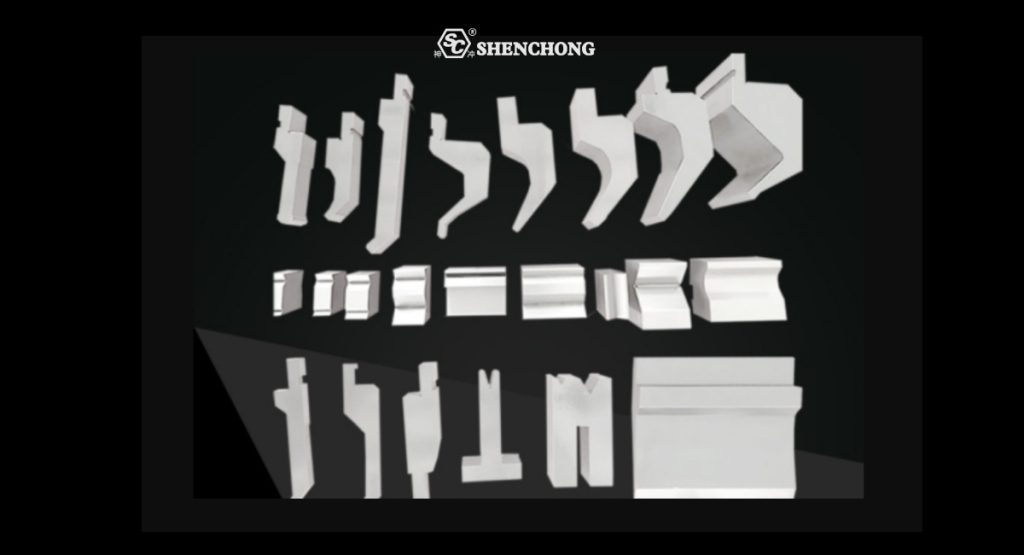
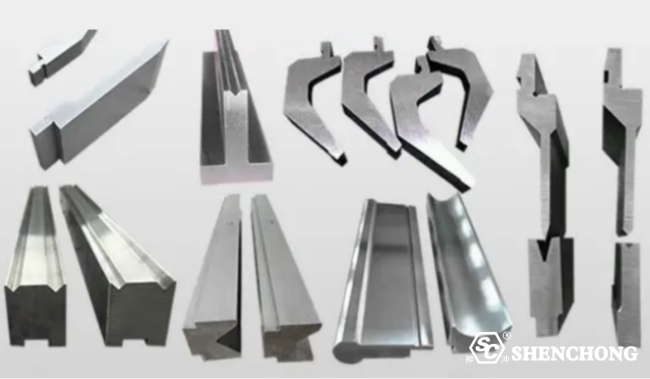
CNC曲げ機用の切削工具には多くの種類があり、一般的には直角曲げ用の標準上型、尖頭上型、平坦化ナイフ型、R型ナイフ型、オフセット上パンチ、1V下型、2V下型、3U、4V下型、玉力ゴムプレスブレーキ下型、硬質ゴム下型、下型ガイドレール、下型サポート、セグメント差曲げ型、成形曲げ型、組み合わせ曲げ型、傷防止曲げ型などがあります。さまざまな非標準型をさまざまな状況に応じて設計できます。
用途の観点から、曲げブレーキ機の金型は一般的に標準金型と特殊金型に分けられます。一般的に、プレスブレーキの上型パンチの先端角度は30度(実角度は26~28度)、下型ノッチ角度は30度、45度、60度、80~90度など、60度、78~88度などです。
形状の観点から、曲げ機の上パンチは、鋭利刃型、円弧型、曲げ刃型、成形型に分けられます。一般的に、鋭利刃型は30度と60度がほとんどですが、45度や55度などの特別な指定角度が付いていることもあります。円弧型は、主に異なる円弧径と長さで設計されています。曲げダイは、主にU字型のワークや多重曲げを避けるために使用されます。最も複雑なのは成形ダイです。成形ダイは一体化または組み合わせることができます。一般的に、組み合わせダイは、上型と下型から設計、製造、組み合わせます。生産コストの観点から見ると、総合成形ダイの製造コストははるかに高く(特に大型金型の場合)、精度を制御するのが困難です。組み合わせダイは、大型金型や複雑なグラフィック金型で大きな利点があります。
プレスブレーキ金型は、その機能により単機能金型と多機能金型に分けられます。単機能金型は1種類のワークしか加工できませんが、多機能金型は複数の種類のワークを加工できます。中には分解・組み立て可能なものもあり、セグメント型や成形型のように複合型とも呼ばれます。
プレスブレーキ機の下型は、金型ノッチの数によって、シングルV底型、ダブルV底型、マルチV底型に大別されます。名前の通り、シングルV底型とダブルV底型の表面には、1つまたは2つの金型ノッチしかなく、これは一般的なものです。 CNCプレスブレーキマシン 高精度です。固定基準(同心円型とも呼ばれます)を備えているため、交換が容易です。マルチVボトムダイは、主に正方形の金型で、4面に複数の異なるサイズの金型ノッチを備えています。金型に複数の溝があるため、様々な厚板の曲げ加工に適応できるという利点があります。
現代社会の継続的な進歩に伴い、製品への要求も絶えず高まり、曲げ加工製品や材料に対する様々な要求も絶えず高まっています。曲げ加工機の下型も絶えず進化しており、埋め込み型下型、非凹み型下型、調整式開口型下型などが様々な業界で広く採用されています。
販売されているプレスブレーキの上部パンチと下部ダイの一般的な種類
1. 通常の標準上パンチと下ダイ
標準の上パンチと下ダイは、90°~180°の角度で曲げ加工を行う際に使用します。利点:厚板から薄板まで幅広く対応でき、耐久性があり、幅広い用途に使用できます。
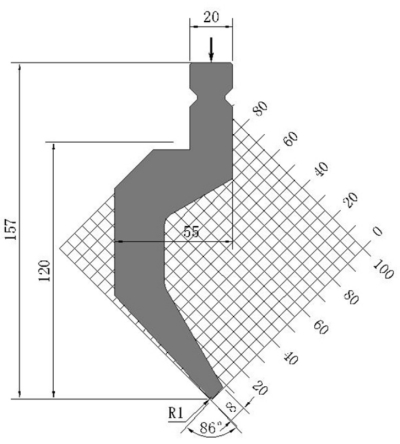
2. 鋭い刃の上段パンチ
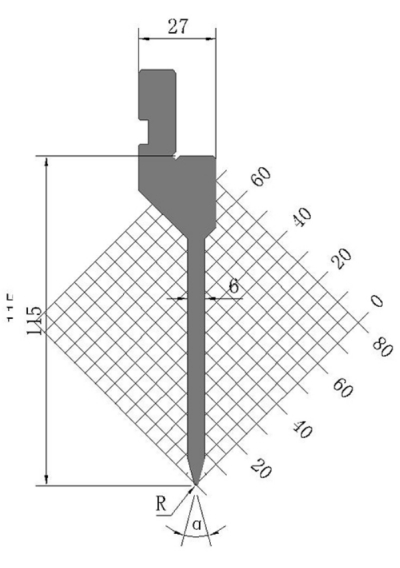
鋭利な刃を持つ上パンチは、20°~180°の曲げ角度に対応します。利点:より小さな角度やサイズの曲げが可能で、曲げ後のRカーブが小さく、美しい外観とクリアなエッジが得られます。
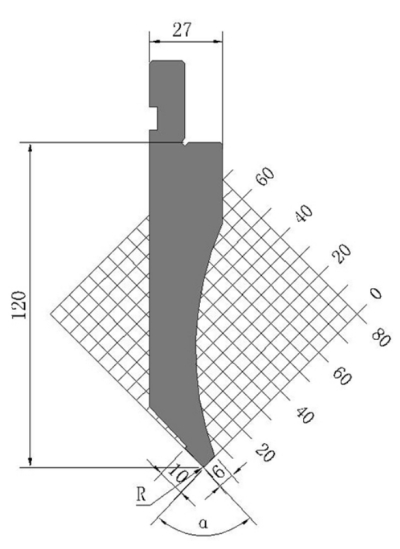
3. ビッグベンディングアッパーパンチ(グースネックアッパーパンチ)
グースネックプレスブレーキ上パンチは、30°~180°の曲げ角度に使用されます。利点:標準金型や尖端金型では対応できないU字型製品に使用でき、幅広い用途に対応します。
4. ヘミングプレスブレーキ工具
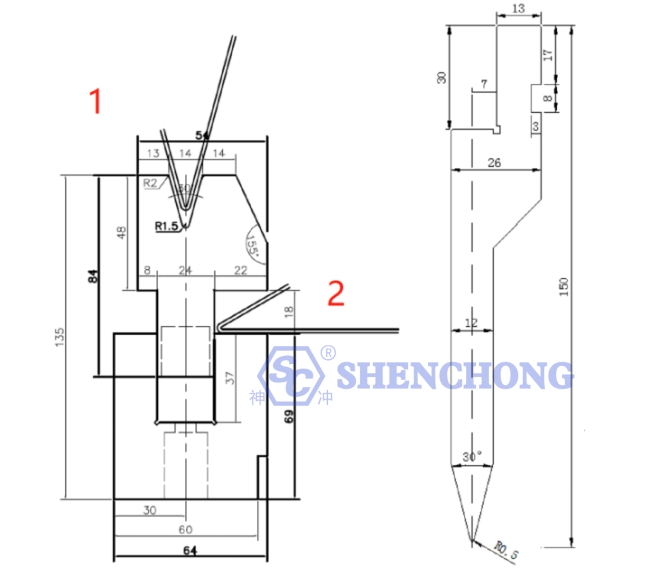
ヘミングプレスブレーキ工具は、エッジのヘミング加工に使用され、尖端ダイスとのマッチングに適しています。まず、尖端ダイスを用いてワークを45°未満の角度に曲げ、次に平坦化ダイスを用いてデッドエッジをプレスします。主にフレームの補強に使用されます。
5. 「Z」プレスブレーキ工具
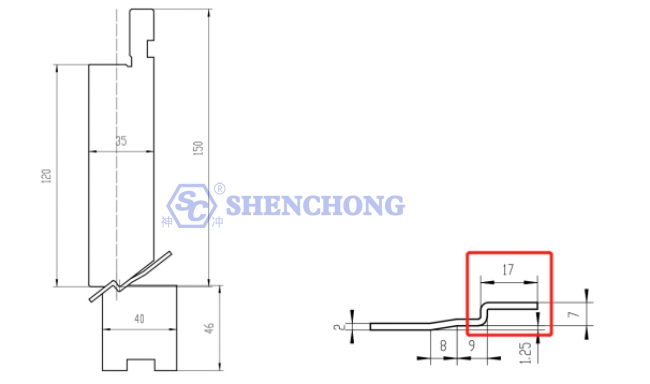
「Z」型は主に小型の「Z」字型ワークを一回で曲げる場合に使用され、固定型と調整型に分かれます。
6. プレスブレーキ成形金型
成形金型(アーク金型、ドア枠一括成形金型、U字成形金型、ランプポール金型などを含む)は、通常、複雑な製品の曲げ加工に使用され、複数の曲げ角度と曲げ形状を包含します。そのため、一括曲げ成形金型は、曲げ精度と効率を向上させるように設計されています。
7. 同じコアの下型
同一コア下型とは、通常、CNC曲げ加工機で使用される下型を指し、金型ホルダーと分割された下型で構成されています。同一コアとは、任意の溝を所定の溝に交換するだけで、上下の金型の位置を再調整する必要がないことを意味します。金型交換は非常に便利で、加工精度も高くなります。
8. 非インデント下型
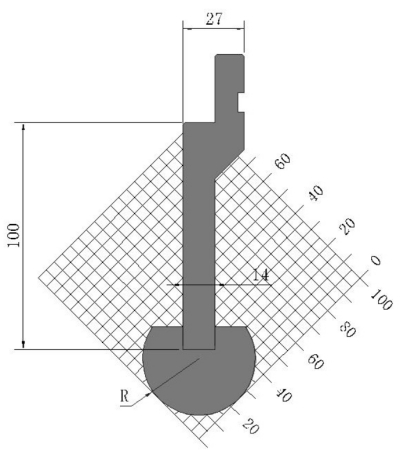
回転フリッププレート非圧入金型の構造。上パンチがワークを下型本体に押し込む工程において、ワークと回転フリッププレート面との接触により、回転フリッププレートは下型本体内で回転し、曲げ工程全体を通してワークは回転フリッププレートに対してスライドしません。同時に、ワークは回転フリッププレートに接触しているため、ワーク表面に生じる圧縮痕や傷が除去され、ワークの外観品質と精度が効果的に向上します。上記の2種類の非圧入金型構造は、曲げ加工時のワーク表面の圧入を解決できるだけでなく、耐圧入ゴムパッド、単V凹型耐圧入ゴムスリーブ、ブロック状優良接着剤+ATパッドライニング、硬質ゴム凹型などの方法を用いることで、曲げ加工時のワーク表面の圧入を解決し、製品品質要件を満たすことができます。しかし、ゴムパッド、ゴムスリーブ、高級ゴムブロック、硬質ゴムは、曲げ加工中に変形しやすく、耐用年数が短いため、曲げ加工後のワークの寸法精度に影響を与えます。そのため、寸法精度の要求が低い曲げ加工にのみ適しています。
ノンインデント下型には、ボール型ノンインデント下型、フリッププレート型ノンインデント下型、および優れた粘着力を持つノンインデント下型があります。ノンインデント下型の主な目的は、材料表面への傷、擦れ、およびへこみを防ぐことです。
プレスブレーキ工具材料
一般的に、プレスブレーキの金型はT8、T10、T10A、42CrMoで作られており、主に高強度、靭性、耐摩耗性が求められます。冷間加工用金型鋼としてCr12MoVが選択され、非常に優れた材料です。その性能は要求を満たすだけでなく、加工性も良好です。価格は高くなります。42CrMoは、高強度で優れた靭性を持つ高強度合金焼入れ焼戻し鋼で、500度以下の温度でも加工可能です。
プレスブレーキ機械の金型材料を選択する際、工場やユーザーは硬度、耐熱性、耐摩耗性といったいくつかの特性を考慮する必要があります。プレスブレーキ金型には通常、T8~T12炭素鋼が選択されますが、その中でもT10は中程度の靭性と優れた耐摩耗性を備えており、最も一般的に使用されています。熱処理後、最高硬度は60HRC以上に達し、製造コストは比較的低くなります。しかし、焼入れ性と耐熱性(250℃)が低いという欠点があります。
より優れた金型材料が必要な場合は、42CrMo高強度合金構造用鋼をお選びください。42CrMoは超高強度鋼に属し、高い強度と靭性、優れた焼入れ性、そして焼入れ・焼戻し処理後の疲労限度と耐衝撃性を備えています。500℃以下の温度で使用可能です。熱処理後の硬度は45~48HRC程度で、より適切な材料です。
プレスブレーキ工具の選択
異なるプレスブレーキツールの組み合わせを使用することで、異なる部品を加工するための異なる金型組み合わせの高さを実現できます。異なる金型組み合わせのツール先端間の距離は、ストロークの半分からVノッチの幅を差し引いた値を超えてはなりません。
異なる部品を加工する場合、異なる金型を使用する必要があります。金型の選択を誤ると、加工が困難になるだけでなく、製品の不良につながる可能性があります。金型を選択する前に、プレスブレーキと金型の加工パラメータを理解し、それらが適合しない状況を回避する必要があります。
工作機械のパラメータには、ストローク、加圧能力、開口高さ、クイッククランプのタイプが含まれます。
プレスブレーキツールのパラメータ:(パンチホルダータイプ)、耐圧トン数(最大曲げ圧力)。
プレスブレーキ上パンチの選択
上パンチホルダーは3種類あります。
- 角度付き上パンチは加工角度よりも小さくする必要があります。例えば、88度の上パンチを使用して90度の加工を行います。
- 適切な先端Rを選択する場合、通常は3mm以下のR0.6を使用しますが、加工に特別な要件がある場合は、R0.2などの他のR金型を使用することもできます。
- 上パンチの耐圧力範囲が加工範囲を超えていることを確認してください。
- 曲げの形状に応じて、異なる形状の上部パンチが必要になります。
プレスブレーキ下型の選択
- 下側のダイの V 幅が正しいことを確認してください。
- 下型のVノッチ間の角度は上型のVノッチ間の角度と一致している必要があります。たとえば、上型が88度の場合、下型も88度になります。
- 下型の耐圧範囲が加工範囲を超えていることを確認してください
- 下型にはシングルV型とダブルV型があります。この2種類には、それぞれ異なる加工ニーズに適したセグメント型とホールセグメント型の金型があります。一般的に、シングルV型はダブルV型よりも加工用途が広く、セグメント型はホールセグメント型よりも用途が広いです。ただし、前者は比較的高価です。
下型サポートの選択
選択した下型に合わせて下型ベースを選択し、シングルV下型とダブルV下型では異なる下型ベースを使用します。
下型サポートを選択する際には、さまざまな処理方法に合わせて、いくつかの異なる高さの金型サポートが使用されることにも注意することが重要です。
プレスブレーキ工具の取り付け方法の紹介

プレスブレーキ金型を選択
曲げブレーキ機を使用するには、作業ニーズに合ったプレスブレーキ金型を選択することが前提条件となります。曲げ金型を選択する際には、以下の点に注意してください。
- 必要な圧力範囲と作業材料の厚さを決定します。
- 必要な曲げ角度と曲げ半径に基づいてプレスブレーキのツールタイプを選択します。
金型の調整
プレスブレーキツールを取り付ける前に、まず調整する必要があります。
- プレスブレーキツールのクランプ力を調整して、ワークピースとの適合性を確保します。
- ワークピースの要件を満たすように金型の曲げ角度と半径を調整します。
金型の取り付け
- まず、位置決めピンに合わせてプレスブレーキ下型サポートを作業台に挿入します。
- 次に可動金型をモールドベースに取り付けます。
- 最後に上型の座フレーム(理論上の曲げ曲線の位置)を取り付けて型の取り付けは完了です。
金型を設置するときは、安全上の注意を守る必要があります。
- 金型を取り付ける前に、電源を切り、機械が停止するまでお待ちください。
- 設置時には安定した設置を確保するために支持力に注意する必要があります。
- 緊急事態が発生しないように、操作マニュアルを厳守してください。
型を使う
プレスブレーキ工具を設置した後、金型と機械が安定しているかどうか、金型がワークピースの要件を満たしているかどうかを判断するために、試し曲げ実験が必要です。
まとめると、曲げ加工機の金型を正しく設置することが、機械の正常な動作を確保するための鍵となります。したがって、金型を設置する際には、正しい設置、操作の安全性、そして生産効率を確保するために、調整と設置手順を慎重に行う必要があります。
プレスブレーキ工具の使用
曲げ金型には、L字型、R字型、U字型、Z字型など、いくつかの種類があります。上型は主に90°、88°、45°、30°、20°、15°などの異なる角度で使用されます。下型には、4〜18Vの異なるノッチ幅のダブルノッチとシングルノッチがあり、R下型、鋭角下型、平坦化型もあります。上型と下型はセグメントと全体に分かれています。上型のセグメントは通常、300mm、200mm、100mm、100mm、50mm、40mm、20mm、15mm、10mmで、全体は835mmです。下型は一般的に400mm、200mm、100mm、50mm、40mm、20mm、15mm、10mmに分かれており、全体の大きさは835mmです。
- プレスブレーキ金型は、特殊な熱処理を施した高品質の鋼材で作られており、高硬度、低摩耗性、高耐圧性といった特性を備えています。しかし、金型にはそれぞれ耐圧(トン/メートル)が設定されています。そのため、金型を使用する際には、金型の長さ、つまり1メートルあたりにどれだけの圧力を加えるべきかを正しく選定し、金型に表示されている圧力を超えないようにすることが重要です。これは非常に重要なので、皆様にぜひ覚えておいていただきたいと思います。
- プレスブレーキ金型の損傷を防ぐため、原点合わせの際は、長さ300mm以上の上パンチと下ダイを使用することを規定しています。原点合わせを行った後にのみ、上下金型の高さを同じにすることができます。分割金型を使用して原点合わせを行うことは固く禁じられており、原点圧力は曲げ機の原点圧力を基準とする必要があります。80Tの場合は7トン、100Tの場合は10トン、200Tの場合は15トンを超えてはなりません。
- プレスブレーキ金型を使用する場合、各種金型の高さが異なるため、1台の機械では同じ高さの金型しか使用できず、高さの異なる金型は使用できません。
- 金型を使用する場合は、曲げ加工する金属板の硬さ、板厚、長さに応じて適切な上型と下型を選択する必要があります。材料が硬く厚い場合は、下型のノッチを広くする必要があります。
- 鋭角部を曲げる場合や角を潰す場合は、30度の角度を選択し、まず鋭角部を曲げ、次に角を潰します。R角度を曲げる場合は、上型と下型の両方を選択します。
- 長いワークピースを曲げる場合は、ツールのへこみを減らすためにセグメント化された金型を使用しないことが最善です。
- 上型を選択する際には、すべての型のパラメータを理解し、成形する製品の形状に基づいてどの上型を使用するかを決定する必要があります。
- 機械が原点位置を合わせた後、上下の金型が落下して人や金型に怪我を負わせないように、金型をロックしてください。操作中は、一度に過度の圧力をかけないように注意し、画面に表示されるデータの変化に注意してください。
- プレスブレーキ工具を使用した後は、速やかに金型ラックに戻し、ラベルに従って配置してください。金型の埃は定期的に清掃し、防錆油を塗布することで、錆の発生を防ぎ、金型の精度低下を防ぐことができます。
結論
近年、中国の製造業は急速に発展しており、CNCプレス機械工具業界にとって巨大な市場を形成しています。こうした状況において、中国の製造コストの低さは周知の事実です。データによると、中国のプレスブレーキ工具と欧米先進国との価格差は約3~5倍です。お客様は中国からより安価なプレスブレーキ上型と下型を購入できます。




