
目次
CNCプレスブレーキは、金属板の曲げ、成形、その他の加工に使用される高精度の機械装置です。操作には一定のスキルと経験が必要です。この機械は複雑で高性能に見えるかもしれませんが、実際には正しい操作方法を習得すれば簡単に操作できます。この記事では、CNCプレスブレーキの包括的な操作ガイドを提供し、すぐに使い始め、作業効率を向上させるお手伝いをします。
CNCプレスブレーキ操作の概要
CNCプレスブレーキ 操作方法は主に以下の手順になります。
- 起動準備:作業を開始する前に、まず曲げ加工の目標を明確にしてください。曲げ加工する板材の厚さ、材質、曲げ角度など、曲げ加工の目標を明確にしてください。これらの情報に基づいて、CNC曲げブレーキのパラメータ設定方法を決定します。機械の性能、プログラム、金型設定を確認し、良好な状態であることを確認してください。工作機械の主電源を投入し、油圧モーターを起動し、工作機械のゼロ調整操作を実行してください。
- 金型の設定とプログラミング:ワークピースの長さ、板厚、曲げ圧力ゲージに基づいて適切な上下金型を選択し、曲げ圧力が金型の耐圧以下であることを確認します。CNC制御LCDパネルでプログラミングを行い、直接プログラミングモードまたは角度プログラミングモードを考慮して、ワークピース、上下金型、ゲージの干渉を回避します。曲げ効果に影響を与えないように、パラメータ設定を正確に行ってください。
- 調整と準備:油圧プレスブレーキのストロークを調整し、上型が下降する際に板厚の隙間が確保されるようにし、金型と機械の損傷を防ぎます。適切なスロット幅を選択し、調整後にブロッキング材を調整します。
- 曲げ加工開始:フットスイッチを押すと曲げ加工が開始されます。フットスイッチはいつでも離すことができ、曲げ加工機は停止します。必要に応じてスイッチを押し続けると、曲げ加工が行えます。
- プログラミングと実行:制御システムを使用して曲げプログラムを作成し、曲げ角度や開始位置などのパラメータを入力します。作成したプログラムをCNCプレスブレーキ機の制御システムに読み込み、自動モードを選択して実行すると、機械は設定されたパラメータと手順に従って曲げ加工を自動的に完了します。
- 作業の確認と完了:曲げ加工が完了したら、ワークのサイズ、角度、形状が要件を満たしているかどうかを確認します。ワークの品質を確保するために、必要な調整と微調整を行います。作業エリアを清掃し、動作パラメータとプログラムを記録します。
上記の手順に従うことで、 油圧 曲げ ブレーキ 機械 さまざまな金属板を曲げるのに効果的に操作できます。
操作上の注意
CNC プレスブレーキの操作中、オペレーターは安全に注意し、事故を回避する必要があります。
曲げ加工を行う場合は、破損や変形などの問題を回避するために、曲げ力と速度の制御に注意する必要があります。
金型を調整する際には、曲げの品質と精度を確保するために、上型と下型の平行度と隙間を確保することに注意する必要があります。
作業中は、機械の稼働状態やボードの曲がり具合を観察し、適時に調整や制御を行うことが重要です。
操作が完了したら、機械の正常な動作を確保するために清掃とメンテナンス作業を実行する必要があります。
プレスブレーキ機械のメンテナンス
機械のメンテナンスや清掃を行う前に、上パンチと下ダイの位置を合わせ、機械を下降させて電源を切り、作業が完了するまで待機してください。起動やその他の操作が必要な場合は、手動モードを選択し、安全を確保してください。メンテナンス内容は以下のとおりです。
油圧回路
- 燃料タンクのオイルレベルは毎週点検し、油圧システムのメンテナンス後にも点検してください。オイルレベルがオイルレベル表示窓を下回っている場合は、油圧オイルを補充してください。
- この機械で使用される油圧オイルは ISO HM46 または MOBIL DTE25 です。
- 新しい機械は、2000時間運転後、およびその後は4000~6000時間運転ごとにオイル交換を行う必要があります。オイル交換後は、オイルタンクを清掃してください。
- システムオイル温度は35℃~60℃の範囲で、70℃を超えてはなりません。温度が高すぎると、オイル品質や付属品の劣化や損傷につながる可能性があります。
フィルター
- オイルを交換するたびに、フィルターを交換するか、徹底的に洗浄する必要があります。
- 工作機械に関連アラームがあったり、オイル品質の低下などのフィルター異常があったりする場合は、交換する必要があります。
- 燃料タンクのエアフィルターは 3 か月ごとに点検および清掃し、できれば 1 年ごとに交換する必要があります。
油圧部品
- 汚れがシステムに入り込むのを防ぎ、洗浄剤の使用を避けるために、油圧コンポーネント(基板、バルブ、モーター、ポンプ、オイルパイプなど)を毎月清掃してください。
- 新しいプレスブレーキ機を1ヶ月使用した後、オイルパイプの曲げ部に変形がないか確認してください。異常がある場合は交換してください。2ヶ月使用した後は、すべての付属品の接続部を締め付け、この作業を行う際は機械の電源を切ってください。
プレスブレーキツールの選択とデバッグ
アッパーパンチ
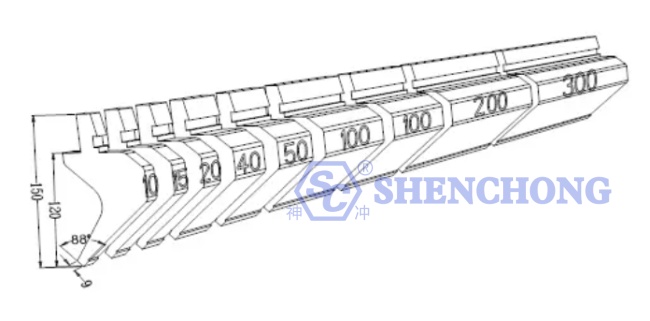
プレスブレーキ上型パンチ(フォールディングナイフとも呼ばれる)には、一体型と分割型の2種類があります。一体型上型の長さはそれぞれ415mmと835mmです。
分割長さ:10、15、20、40、50、100(左耳)、100(右耳)、200、300(mm)。セグメンテーションモジュールを使用して、異なる長さの曲げ長さを組み合わせることができます。上型は、ストレート上パンチ、カーブ上パンチ、カーブ上パンチ、特殊上パンチの4種類に分かれています。
ストレートアッパーパンチの種類と加工特性
ストレート上パンチは対称製品の曲げに適しており、前後方向の両方を回避でき、ツールの厚さは6MMなので、曲げ開口部は6mmまで小さくできます。
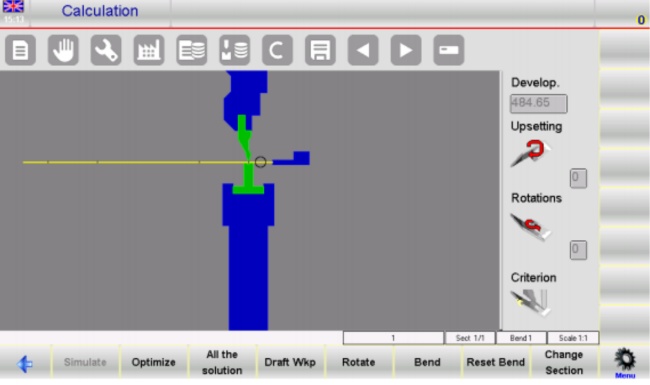
工具分析:工具曲げのシミュレーション図から、工具は前後どちらの位置でも回避できることがわかりますが、ZとWの長さはXとYの長さよりも短くなっています。このタイプの工具の工具先端角度は88度、工具先端R角度は0.2です。また、工具先端角度が30度と45度の工具がよく使用されます。刃先の角度は30度で、刃先のR角度は0.67なので、30度から180度の角度で曲げることができます。工具先端の小さな角度を利用することで、穴やナットの芽出しを回避できます。また、深入れ金型としても使用でき、工具は前後どちらの位置でも回避できます。
湾曲上パンチの種類と加工特性
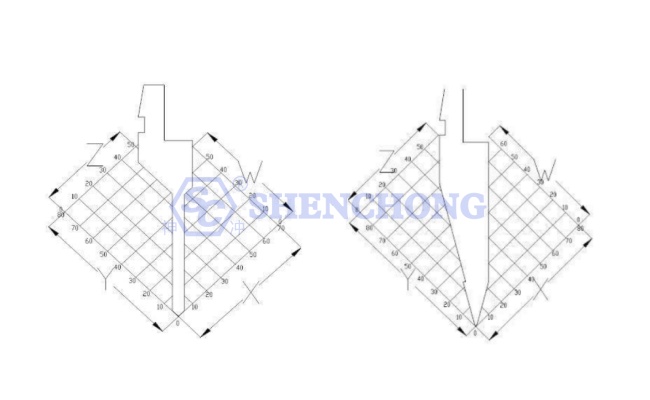
工具分析:この工具は曲げ加工時にW方向への回避を主に使用します。X>15MMの場合、回避効果はますます悪化します。Y>30でのみ曲げ条件を満たし、そうでなければ工具の背面に衝突します。このタイプの工具は、一般的に小曲面上パンチと呼ばれます。X>25MMの場合、回避効果はますます悪化します。Y>75で曲げ条件を満たし、そうでなければ上パンチの背面に衝突します。このタイプの工具は、一般的に大曲面上パンチと呼ばれます。
円弧上パンチの種類と加工特性
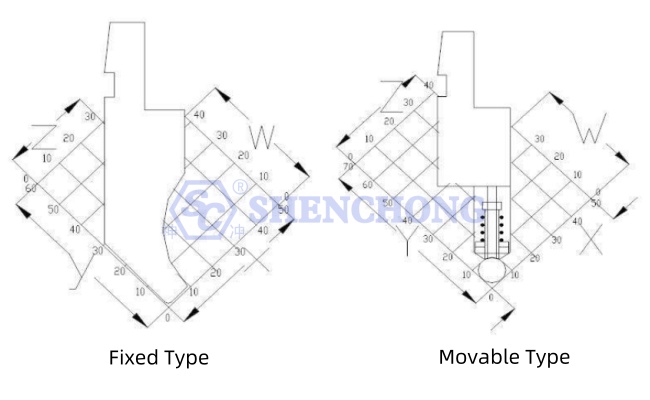
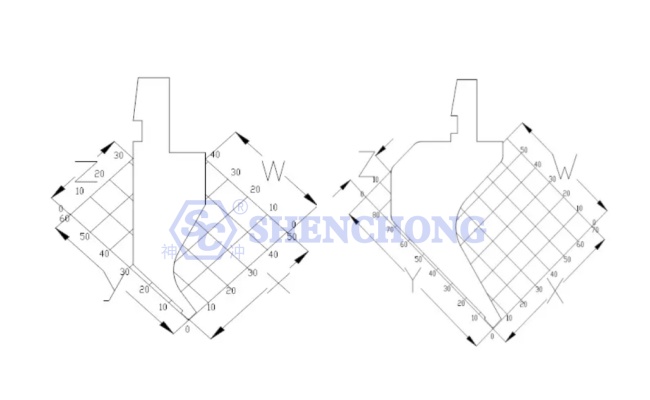
金型分析:円弧上パンチは固定式と可動式に分けられます。円弧上パンチは、丸棒を置き換えることで、様々な円弧曲げの加工条件に対応します。固定式円弧上パンチは、X寸法が10MMを超える場合、小型曲げ金型と同様の回避効果を発揮します。下金型のV溝の一般的な選択基準は、円弧の直径に板厚の2倍を加えた値です。
特殊上パンチの種類と加工特性
スペシャル プレスブレーキ用上パンチ 段差金型、平坦化金型、一部の特殊形状の曲げ金型が含まれます。
A:既存の差動金型には415mmと835mmの2種類があります。分割形状の寸法仕様は切削工具の寸法仕様と一致しており、曲げ形状は成形図に示されています。しかし、板厚がT=2.0のように厚い場合、インデントが激しく、金型自体の制約も考慮すると、成形が困難になります。
B:平坦化金型の上型は平型であり、下型は通常の曲げ下型に置き換えることができますが、V溝を避ける必要があります。主にデッドエッジの平坦化、リベットナットなどの加工に使用されます。
プレスブレーキ下型
プレスブレーキの下型には、下型の曲げ加工、深下型の挿入加工などがあります。
プレスブレーキの下型の選択は、主に加工製品の厚さに基づいて行われます。加工上の制約により、加工時に大小のVノッチを選択する必要がある場合は、曲げ係数を調整する必要があります。金型分析:Vノッチの種類は主に4V、6V、7V、8V、10V、12V、16V、25V、および一部の特殊な大Vノッチ曲げ金型があります。
曲げ加工の基本原則
- 内側から外側に曲げます。
- 小さいものから大きいものへ曲げます。
- まず全体の形状を曲げ、次に複雑な形状を曲げます。
- 前の工程の曲げが後の工程に影響を与えないのが原則です。
曲げサイズの制御方法
- 累積的なエラーを回避するには、処理中に各折り目の展開サイズを測定します。
- 曲がった端に寄りかかったり、大きな角度に寄りかかったりしないようにしてください。
- 製品は、曲げた端で配置する必要があり、以前の折り曲げ角度は 90 度よりわずかに小さくする必要があります。
- 加工前に測定ツールの精度を決定します。
- 正式な処理の前に初期検査を実施し、処理中に定期的な検査を実施します。
- 加工製品の精度要件に応じて適切な機械を選択します。
- 同心円でない工具の選択は避け、加工前に上金型の工具先端が同一直線上にあることを確認してください。
- 適切な処理方法を選択し、処理の難しさを簡素化するための技術を配置します。
- 正確な位置決め、異常な位置決めは直ちに検出する必要があります。
現在、CNC プレスブレーキ コントローラは、ユーザーに代わって曲げステップを自動的に最適化できるため、オペレーターは CNC 油圧プレスブレーキを使用して曲げステップを手動で設計する必要がありません。
結論
CNC プレスブレーキの操作に関する知識を詳しく知ることは、オペレーターが曲げ結果を改善し、機械をより適切に保守するのに役立ちます。 SCマシナリー は中国で最も有名な油圧プレスブレーキメーカーの一つです。プレスブレーキに関する詳細については、お気軽にお問い合わせください。




