SC Machineryの30kW高出力ファイバーレーザー切断機は、驚くほど高速で柔軟性が高く、シート材の超高速切断に最適です。この機械は、低コストで幅広い鉄金属および非鉄金属を切断できます。

SC Machinery IPG 30KW 板金ファイバーレーザー切断機 販売価格
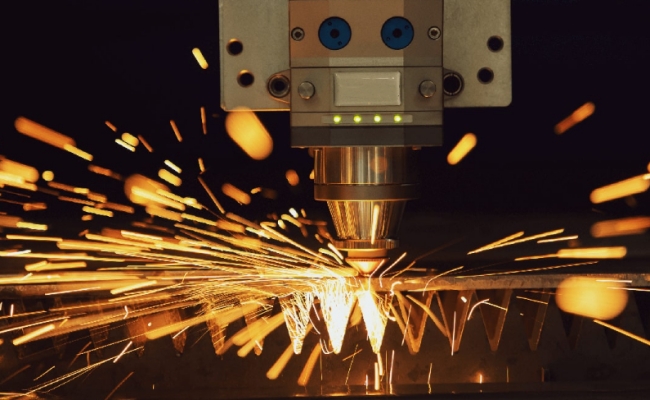
板金ファイバーレーザー切断機 幅広い材料の切断に使用できます。ファイバーレーザーは、アルミニウム合金、銅、真鍮などの高反射材料の切断において、他のレーザー光源よりも効果的です。様々な厚さ(最大100mm)を効率よく高品質に切断できます。特に薄板金属の切断において生産性が向上し、メンテナンスはほぼ不要で、CO2レーザー切断機と比較して切断コストも70%の方が低くなります。
高出力ファイバーレーザー切断機 30kW 価格と特徴
機械の特徴
- ユーザーフレンドリーな Cypcut Windows CAD/CAM CNC 制御ユニット。
- 最大同時位置決め速度:150m/分。
- 加速速度:2.5G。
- 精度: ±05 mm。
- エネルギー効率: 電力消費を大幅に削減します。
- IPG共振器。出力30000Wから
- RayTools カッターのカッティングヘッド。
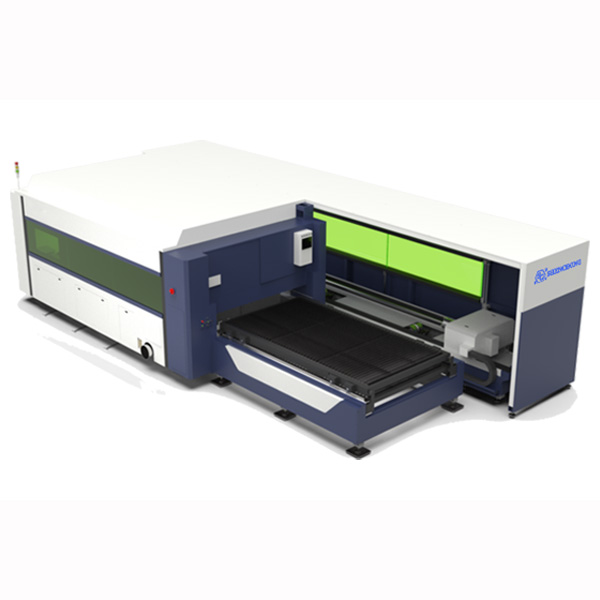
- オペレーターの保護を最大限にするために完全に密閉されています。
- 効果的な高圧から低圧へのガス交換システム。
- 静電容量センサー、高圧切断ヘッド。
- 自動機械化ネスティング出力制御機能。
- 時間と単価の自動計算機能。
- 外部からのネットワーク接続。
- 排煙機能(シリーズモデルに搭載)。
- ワークピースとトリミングの収集。
- 異なるガス圧力に対応するデュアル比例バルブ制御システムと高圧切断用の特殊システム。
標準構成
- IPG YLS-30000W イッテルビウムレーザー共振器
- 直線駆動のX、U、Y軸
- 高剛性フレーム
- Empower または FAGOR CNC コントローラー
- プレシテックカッティングヘッド
- ランテックソフトウェア
- シャトルテーブル
- チラーユニット
- 比例ガス配管システム
- ダストフィルター
- コンプレッサー
- スクラップ用コンベア
機械の詳細

ファイバーレーザージェネレータ
この機械にはRaycusまたはIPGのレーザー光源をお選びいただけます。本機に搭載されているレーザー光源は、優れたビーム品質、エネルギー効率、長寿命で定評のある高出力30kWファイバーレーザージェネレータです。このファイバーレーザージェネレータは堅牢なハウジングに収納されており、過酷な産業環境においても安定した信頼性の高い動作を実現します。

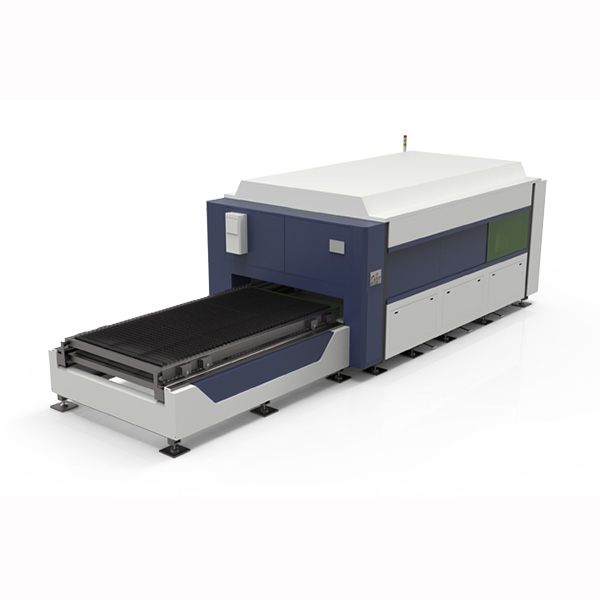
頑丈な本体
機体内部の構造は複数の角管を溶接し、さらに補強された角管を機体内部に配置。ベッドの強度と安定性を高めています。堅牢な機体構造は、ガイドレールの安定性を高めるだけでなく、ベッドの変形を効果的に防止します。機体寿命は25年と長寿命です。
高精度と正確性
従来の金属切断工程と比較して、ファイバーレーザー切断技術は切断速度を高速化できるため、生産性の向上と生産時間の短縮が可能です。レーザービームを集束させることで、極めて狭いカーフ幅での微細切断が可能になり、材料の無駄を最小限に抑え、材料利用率を高めます。最大±0.05mmの切断公差を実現し、複雑な形状や輪郭でも正確で安定した切断を保証します。30kWの高出力ファイバーレーザー切断機は、切断オプションに関しても柔軟性を提供します。厚手材料の高速穿孔と薄手材料の高精度で高品質なエッジカットの両方に対応します。また、ベベルカットにより、ベベルエッジや面取りを作成することもできます。
CNC制御システム
本機はユーザーフレンドリーなCNCシステムによって制御されており、合成制御された切断プロセスを容易に実現できます。CNCシステムは、レーザー出力、切断速度、切断ガス圧力など、切断対象材料に応じて設定できる幅広い切断パラメータを備えています。
技術的パラメータ
モデル | 1325 | 1530 | 1545 | 2040 | 2560 |
切断範囲 | 1300*2500mm | 1500*3000mm | 1500*4500mm | 2000×4000mm | 2500×6000mm |
レーザーの種類 | ファイバーレーザー | ||||
レーザー出力 | 1kW~30kW | ||||
レーザー発生器 | レシ/レイカス/IPG | ||||
最大移動速度 | 150m/分 | ||||
最大加速 | 2.5G | ||||
測位精度 | 0.01mm | ||||
繰り返し位置決め精度 | 0.02mm | ||||
切断パラメータ
材料 | 厚さ(mm) | 速度(m/分) | フォーカス位置 | 刈高(mm) | ガス | ノズル | 圧力(バール) |
軟鋼 | 5 | 22~30 | 0 | 0.5 | N2/空気 | 3.0S | 8 |
6 | 18~22 | -0.5 | 0.5 | N2/空気 | 3.0S | 8 | |
8 | 14~16 | -1 | 0.5 | N2/空気 | 3.0S | 8 | |
10 | 12~14 | -1.5 | 0.5 | N2/空気 | 3.5S | 8 | |
12 | 10~12 | -2 | 0.5 | N2/空気 | 3.5S | 8 | |
14 | 8~10 | -3 | 0.5 | N2/空気 | 4.0秒 | 8 | |
16 | 8~8.5 | -4 | 0.5 | N2/空気 | 5.0秒 | 8 | |
18 | 5.5~6.5 | -6 | 0.5 | N2/空気 | 6.0秒 | 10 | |
20 | 4.5~5.5 | -8 | 0.5 | N2/空気 | 6.0秒 | 10 | |
25 | 2.8~3.2 | -12 | 0.5 | N2/空気 | 6.0秒 | 10 | |
軟鋼(O2陽性焦点) | 10 | 2~2.3(6000W) | 8 | 0.8 | 酸素 | 1.2E | 0.6 |
12 | 1.8~2(7500W) | 9 | 0.8 | 酸素 | 1.2E | 0.6 | |
14 | 1.6~1.8(8500W) | 10 | 0.8 | 酸素 | 1.4E | 0.6 | |
16 | 1.6~1.8(9500W) | 11 | 0.8 | 酸素 | 1.4E | 0.6 | |
20 | 1.5~1.6(12000W) | 12 | 0.8 | 酸素 | 1.6E | 0.6 | |
22 | 1.4~1.5(18000W) | 13 | 0.5 | 酸素 | 1.4SP | 0.7 | |
25 | 1.2~1.4(18000W) | 13 | 0.4 | 酸素 | 1.5SP | 1 | |
30 | 1.2~1.3(19000W) | 13.5 | 0.4 | 酸素 | 1.5SP | 1.2 | |
40 | 0.9~1.1(20000W) | 14 | 0.4 | 酸素 | 1.5SP | 1.4 | |
50 | 0.6~0.8 | 14 | 0.4 | 酸素 | 1.8SP | 1.6 | |
60 | 0.2~0.25 | 13.5 | 2 | 酸素 | 1.8E | 1.6 | |
70 | 0.18~0.2 | 13.5 | 2 | 酸素 | 1.8E | 1.7 | |
80 | 0.12~0.15 | 14 | 2 | 酸素 | 1.8E | 1.8 | |
軟鋼(O2ネガティブフォーカス) | 12 | 3.2~3.5 | -10 | 1.5 | 酸素 | 1.6SP | 1 |
14 | 3~3.2 | -10 | 1.5 | 酸素 | 1.6SP | 1 | |
16 | 3~3.1 | -12 | 1.5 | 酸素 | 1.6SP | 1 | |
20 | 2.8~3.0 | -12 | 1.5 | 酸素 | 1.6SP | 1.2 | |
25 | 2.6~2.8 | -14 | 1.5 | 酸素 | 1.8SP | 1.3 | |
30 | 2.2~2.6 | -14 | 1.5 | 酸素 | 1.8SP | 1.4 | |
35 | 1.4~1.6 | -15 | 1.5 | 酸素 | 2.0SP | 1.4 | |
40 | 1~1.4 | -15 | 1.5 | 酸素 | 2.5S | 1.5 | |
45 | 0.8~0.9 | -17 | 1.5 | 酸素 | 2.5S | 1.6 | |
ステンレス鋼(N2) | 1 | 50~60 | 0 | 1 | 窒素 | 2.0S | 8 |
2 | 50~60 | 0 | 0.5 | 窒素 | 2.0S | 8 | |
3 | 40~50 | 0 | 0.5 | 窒素 | 2.5S | 8 | |
4 | 35~40 | 0 | 0.5 | 窒素 | 2.5S | 8 | |
5 | 25~30 | 0 | 0.5 | 窒素 | 3.0S | 8 | |
6 | 22~25 | 0 | 0.5 | 窒素 | 35億 | 8 | |
8 | 18~22 | -1 | 0.5 | 窒素 | 50億 | 8 | |
10 | 13~16 | -1.5 | 0.3 | 窒素 | 50億 | 8 | |
12 | 10~12 | -2 | 0.5 | 窒素 | 60億 | 8 | |
14 | 8~10 | -4 | 0.3 | 窒素 | 60億 | 8 | |
16 | 7~8 | -5 | 0.3 | 窒素 | 60億 | 8 | |
18 | 6~7 | -6 | 0.3 | 窒素 | 60億 | 8 | |
20 | 4~5 | -7.5 | 0.3 | 窒素 | 60億 | 12 | |
25 | 2.0~2.5 | -12 | 0.3 | 窒素 | 70億 | 12 | |
30 | 1.2~2.0 | -16 | 0.3 | 窒素 | 70億 | 12 | |
40 | 0.6~0.8 | -16 | 0.3 | 窒素 | 70億 | 16 | |
50 | 0.2~0.3 | 11 | 0.3 | 窒素 | 80億 | 16 | |
60 | 0.15~0.2 | 11 | 0.3 | 窒素 | 80億 | 20 | |
70 | 0.1~0.13 | 11 | 0.3 | 窒素 | 80億 | 20 | |
80 | 0.08~0.1 | 11 | 0.3 | 窒素 | 80億 | 20 | |
90 | 0.05~0.06 | 11 | 0.3 | 窒素 | 80億 | 20 | |
100 | 0.04~0.05 | 11 | 0.3 | 窒素 | 80億 | 20 | |
ステンレス鋼(空気) | 1 | 50~60 | 0 | 1 | 空気 | 2.0S | 8 |
2 | 50~60 | 0 | 0.5 | 空気 | 2.5S | 8 | |
3 | 40~50 | 0 | 0.5 | 空気 | 2.5S | 8 | |
4 | 35~40 | 0 | 0.5 | 空気 | 35億 | 8 | |
5 | 25~30 | 0 | 0.5 | 空気 | 35億 | 8 | |
6 | 22~25 | 0 | 0.5 | 空気 | 35億 | 8 | |
8 | 18~22 | 0 | 0.5 | 空気 | 35億 | 10 | |
10 | 14~18 | -1.5 | 0.3 | 空気 | 35億 | 10 | |
12 | 12~14 | -4 | 0.3 | 空気 | 50億 | 10 | |
14 | 10~12 | -6 | 0.3 | 空気 | 50億 | 10 | |
16 | 8~9 | -7 | 0.3 | 空気 | 50億 | 10 | |
18 | 6~7 | -8 | 0.3 | 空気 | 50億 | 10 | |
20 | 5~6 | -9 | 0.3 | 空気 | 50億 | 10 | |
25 | 2.5~3.0 | -13 | 0.3 | 空気 | 50億 | 10 | |
30 | 1.5~2.0 | -17 | 0.3 | 空気 | 50億 | 10 | |
40 | 0.8~1.0 | -16 | 0.3 | 空気 | 70億 | 16 | |
50 | 0.2~0.3 | -18 | 0.3 | 空気 | 80億 | 16 | |
60 | 0.15~0.2 | -20 | 0.3 | 空気 | 80億 | 20 | |
70 | 0.1~0.13 | -25 | 0.3 | 空気 | 80億 | 20 | |
アルミニウム合金 | 1 | 55~60 | 0 | 0.8 | 窒素 | 2.0S | 8 |
2 | 40~45 | -1 | 0.5 | 窒素 | 2.0S | 8 | |
3 | 30~35 | -1 | 0.5 | 窒素 | 2.5S | 10 | |
4 | 25~30 | -2 | 0.5 | 窒素 | 2.5S | 12 | |
5 | 18~25 | -3 | 0.5 | 窒素 | 3.0S | 14 | |
6 | 18~20 | -3 | 0.5 | 窒素 | 3.0S | 14 | |
8 | 15~18 | -4 | 0.5 | 窒素 | 3.5S | 14 | |
10 | 12~15 | -5 | 0.5 | 窒素 | 3.5S | 14 | |
12 | 10~12 | -6 | 0.3 | 窒素 | 50億 | 16 | |
14 | 8~10 | -7 | 0.3 | 窒素 | 50億 | 16 | |
16 | 6.0~8.0 | -7 | 0.3 | 窒素 | 50億 | 16 | |
18 | 3.0~4.0 | -7 | 0.3 | 窒素 | 50億 | 16 | |
20 | 2.0~3.0 | -7 | 0.3 | 窒素 | 60億 | 18 | |
25 | 1.5~2.0 | -7.5 | 0.3 | 窒素 | 60億 | 18 | |
30 | 0.8~1.0 | -7.5 | 0.3 | 窒素 | 70億 | 20 | |
40 | 0.5~0.8 | -9 | 0.3 | 窒素 | 70億 | 20 | |
50 | 0.4~0.6 | -9 | 0.3 | 窒素 | 80億 | 20 | |
60 | 0.2~0.3 | -9 | 0.3 | 窒素 | 80億 | 20 | |
真鍮 | 1 | 40~45 | 0 | 1 | 窒素 | 2.0S | 12 |
2 | 35~40 | 0 | 0.5 | 窒素 | 2.0S | 12 | |
3 | 28~30 | 0 | 0.5 | 窒素 | 2.0S | 12 | |
4 | 20~25 | 0 | 0.5 | 窒素 | 2.5S | 12 | |
5 | 18~20 | 0 | 0.5 | 窒素 | 2.5S | 14 | |
6 | 15~18 | 0 | 0.5 | 窒素 | 3.0S | 14 | |
8 | 10~15 | 0 | 0.5 | 窒素 | 3.0S | 14 | |
10 | 8~10 | -1 | 0.3 | 窒素 | 50億 | 14 | |
12 | 5~8 | -2 | 0.3 | 窒素 | 50億 | 14 | |
14 | 3~5 | -3 | 0.3 | 窒素 | 50億 | 16 | |
16 | 1.5~2.0 | -3 | 0.3 | 窒素 | 50億 | 18 | |
18 | 1.2~1.5 | -4 | 0.3 | 窒素 | 50億 | 18 | |
20 | 0.8~1.0 | -5 | 0.3 | 窒素 | 60億 | 18 | |
銅 | 1 | 25~30 | 0 | 1 | 酸素 | 2.0S | 5 |
2 | 25~30 | 0 | 0.5 | 酸素 | 2.0S | 5 | |
3 | 20~25 | 0 | 0.5 | 酸素 | 2.0S | 6 | |
4 | 18~20 | -1 | 0.5 | 酸素 | 2.5S | 8 | |
5 | 15~18 | -1 | 0.5 | 酸素 | 2.5S | 8 | |
6 | 10~15 | -2 | 0.5 | 酸素 | 3.0S | 8 | |
8 | 6~10 | -3 | 0.5 | 酸素 | 3.0S | 10 | |
10 | 2~3.5 | -4 | 0.5 | 酸素 | 3.5S | 12 | |
12 | 2~2.5 | -5 | 0.5 | 酸素 | 3.5S | 12 |
よくある質問
30kWの板金ファイバーレーザー切断機の価格は、ブランド、モデル、生産国、機能、オプションなど、さまざまな要因によって異なります。一般的に、30000Wのファイバーレーザー切断機の価格は$280,000~$350,000です。ただし、追加機能を備えたより高度なモデルは、$450,000~$730,000の範囲になります。機械の価格に影響を与える可能性のある要因をいくつかご紹介します。
ブランド:機械のブランドは、レーザー切断機のコストに影響を与える最も重要な要素の一つです。一般的に、有名ブランドの機械はブランド価値を高めるため、価格が高くなります。 SCマシナリー はレーザー切断機の有名メーカーとして、競争力のある価格と万全のサービスサポートをご提供いたします。ファイバーレーザー切断機の費用についてご不明な点がございましたら、いつでもお気軽にお問い合わせください。
モデル:機械のコストは、購入するモデルによっても異なります。モデルによって特徴や機能が異なる場合があり、これも機械の購入コストに影響します。例えば、自動ローディング・アンローディングシステムを搭載したモデルは、この機能を搭載していないモデルよりも高価になる可能性があります。さらに、一部のモデルは特定の用途向けに設計されている場合があり、これもコストに影響します。
原産国:機械が製造された国もコストに影響します。人件費の低い国で製造された機械は、人件費の高い国で製造された機械よりも安価になる傾向があります。
機能とオプション:機械に搭載されている機能やオプションもコストに影響します。自動ノズル交換や高度な制御システムなどの追加機能が搭載されている機械もあり、コストがさらに高くなります。
設置とトレーニング:設置とトレーニングの費用も、機械の総コストに影響します。ファイバーレーザー切断機のメーカーによっては、設置とトレーニングを機械の価格に含めているところもありますが、追加料金を請求するところもあります。
切断面積:機械の切断面積もコストに影響します。より大きな材料を切断できる機械や、より高い切断能力を持つ機械は、より高価になる可能性があります。
30kWファイバーレーザー切断機は、鉄鋼・非鉄金属を含む幅広い金属を切断できます。レーザーの高出力により、より厚く硬い材料でも切断が可能で、正確かつきれいな切断が可能です。30kWファイバーレーザー切断機で切断可能な金属の例をいくつかご紹介します。
- 鋼: これには、さまざまなグレードの炭素鋼、ステンレス鋼、合金鋼が含まれます。
- アルミニウム: 純アルミニウムとさまざまなグレードのアルミニウム合金が含まれます。
- 銅: 純銅とさまざまなグレードの銅合金が含まれます。
- 真鍮: 純粋な真鍮とさまざまなグレードの真鍮合金が含まれます。
- チタン: チタンは硬い金属ですが、レーザーカッターで簡単に切断できます。
- ニッケル合金: これらの合金は航空宇宙産業などで一般的に使用されており、レーザーカッターで切断することもできます。
30000Wの高出力ファイバーレーザー切断機が切断できる金属の最大厚さは、機械の能力だけでなく、切断する金属の種類と品質にも依存します。さらに、機械の設定、切断速度、レーザーの焦点、使用するアシストなどの他の要因も、機械の切断能力に影響を与えます。特定の金属とその厚さの切断能力については、ファイバーレーザー切断機のメーカーにお問い合わせいただくことをお勧めします。
30000Wレーザー切断機の切断能力は、切断対象材料の種類、切断レンズの焦点距離、切断速度の要件など、多くの要因によって異なります。以下は、最も一般的に切断される材料の厚さの範囲です。
- ステンレス鋼: ステンレス鋼のグレードに応じて、通常は最大厚さ 90 mm までのステンレス鋼板を切断できます。
- 炭素鋼:最大厚さ約80mmまでの炭素鋼を切断できます。
- アルミ:最大厚さ約60mmまでのアルミ板を切断できます。
- 銅:最大厚さ約30mmまでの銅を切断できます。
- 真鍮:最大厚さ約40mmまでの真鍮を切断できます。
上記の厚さは固定されたものではなく、アシストガスの種類や切断品質の要件など、様々な要因によって変化する可能性があることにご注意ください。さらに、切断速度の要件も切断可能な最大厚さに影響します。30kWの高出力ファイバーレーザー切断機は、薄板から厚板まで金属材料を高精度かつ高速に切断できるため、あらゆる用途に活用できる汎用性の高いツールです。ただし、レーザーカッターの具体的な切断能力を確認し、お客様の特定の切断ニーズを満たすことを確認するために、レーザーカッターのサプライヤーにご相談いただくことが不可欠です。
30kWファイバーレーザー切断機の切断速度は、切断対象金属の種類と厚さ、レーザービームの品質、設定された切断パラメータなど、多くの要因に左右されます。一般的に、30kWファイバーレーザー切断機は高い切断速度を実現できるため、高速かつ高精度な切断が求められる様々な産業用途に適しています。以下は、様々な金属の種類における切断速度の一般的なガイドラインです。
- ステンレス鋼: 最大 6.5 m/分の切断速度を実現し、最大 20 mm の厚さのステンレス鋼板を切断できます。
- 炭素鋼: 最大 6.5 m/分の切断速度を実現し、最大 20 mm の厚さの炭素鋼板を切断できます。
- アルミニウム: 最大 13 m/分の切断速度を実現し、最大 10 mm の厚さのアルミニウムシートを切断できます。
- 銅: 最大 25 m/分の切断速度を実現し、最大 3 mm の厚さの銅板を切断できます。
- 真鍮:最大35m/分の切断速度を実現し、最大3mmの厚さの真鍮板を切断できます。
- チタン: 最大10m/分の切断速度を実現し、厚さ10mmまでのチタン板を切断できます。


情報のリクエスト
プレートの厚さと長さを教えていただけますか?弊社営業がお客様に最適な機種をご提案させていただきます。