レーザー溶接機のメンテナンスは、最適な性能、寿命、そして安全性を確保するために不可欠です。定期的なメンテナンスは、高額な故障を防ぎ、機械の寿命を延ばすのに役立ちます。レーザー溶接機に必要な主要なメンテナンス作業の概要は以下のとおりです。
1. レーザー光源のメンテナンス
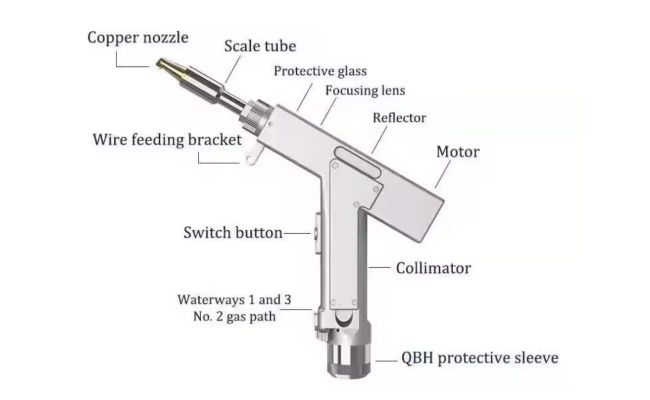
光学部品(レンズとミラー)のクリーニング: レーザーのレンズ、ミラー、その他の光学部品は、レーザービームの方向付けと焦点合わせに不可欠です。時間の経過とともに、これらの部品に埃、破片、または材料の残留物が蓄積し、機械の効率が低下する可能性があります。
- タスク: 適切な洗浄液と柔らかく糸くずの出ない布を使用して、定期的に光学系を検査し、清掃してください。
- 頻度: 使用状況に応じて毎週またはより頻繁に。
レーザーアライメント: 時間の経過とともにレーザービームのアライメントがずれ、溶接品質が不安定になることがあります。ビームアライメントを点検・調整することで、レーザーが材料の正しい位置に照射されることが保証されます。
- タスク: レーザーの位置合わせを確認し、必要に応じて調整します。
- 頻度: 必要に応じて、または溶接プロセスで不一致に気付いたときにいつでも。
レーザー光源の交換: レーザー光源の種類 (ファイバー、CO2、Nd など) によって寿命は異なり、最終的には劣化して出力が低下します。
- タスク: レーザー光源の動作寿命が尽きたら交換してください。
- 頻度: レーザーの種類によって異なりますが、通常は数千時間の動作後です (例: ファイバー レーザーは最大 100,000 時間持続しますが、他のレーザーではそれよりも早く交換が必要になる場合があります)。
2. 冷却システムのメンテナンス
冷却液の点検と補充レーザー溶接機は、運転中に最適な温度を維持するために、多くの場合、冷却システム(水冷式または空冷式)を使用します。冷却液の濃度が低い場合や、冷却液が汚染されている場合は、過熱につながる可能性があります。
- タスク: 冷却剤のレベルと品質を確認し、必要に応じて冷却剤を補充または交換します。
- 頻度: 毎週またはメーカーの指定に従って。
フィルターと熱交換器の清掃冷却システムには、レーザーシステムから熱を除去するフィルターや熱交換器が備わっていることがよくあります。これらの部品は汚れやゴミで詰まり、冷却効率が低下する可能性があります。
- タスク: 冷却システムが適切に機能するように、エアフィルターと熱交換器を清掃または交換します。
- 頻度: 毎月またはシステムパフォーマンスの必要に応じて。
3. ガスシステムのメンテナンス支援
ガス管の検査レーザー溶接では、溶接部を保護し、溶接品質を向上させるために、アシストガス(アルゴン、ヘリウム、窒素など)が使用されることがよくあります。ガスラインの漏れは溶接性能に影響を与える可能性があります。
- タスク: ガス管に漏れや詰まりがないか点検します。
- 頻度: 毎月または必要に応じて。
ガス供給圧力を確認する: ガス圧力が一定でないと、溶接結果が悪くなる可能性があります。
- タスク: ガス供給圧力を定期的に確認し、調整して、製造元の仕様を満たしていることを確認します。
- 頻度: 各操作の前または毎日。
4. 電気システムのメンテナンス
電気部品の検査: 時間の経過とともに、電気接続、ケーブル、コンポーネントが摩耗し、故障やパフォーマンスの低下につながる可能性があります。
- タスク: 電気接続部の摩耗、腐食、緩んだ接続がないか確認します。
- 頻度: 毎月、または電気的な問題が疑われる場合。
電源の確認レーザー溶接機には安定した電源が必要です。電圧の変動は性能に影響を与え、部品を損傷する可能性があります。
- タスク: マシンが安定した電源に接続されていることを確認し、電源の状態をチェックしてください。
- 頻度: 必要に応じて、またはパフォーマンスの問題が発生した場合。
5. 機械システムのメンテナンス
可動部品の潤滑: 機械に可動部品(CNC やロボット アームなど)がある場合は、摩耗を防ぎ、スムーズな動作を確保するために定期的な潤滑が必要です。
- タスク: すべての可動部分に推奨潤滑剤を塗布します。
- 頻度: 毎月またはメーカーの推奨に従ってください。
モーションコントロールシステムの検査ロボット機能や自動化機能を備えた機械では、故障を避けるためにギア、モーター、制御システムを定期的に検査する必要があります。
- タスク: モーション コントロール システムの精度と機能を検査およびテストします。
- 頻度: 四半期ごと、または必要に応じて。
6. 安全システムのメンテナンス
安全インターロックの点検レーザー溶接機には、レーザー光線への偶発的な曝露を防ぐための安全インターロックが装備されていることがよくあります。これらのシステムは、作業者の安全を確保するために適切に機能する必要があります。
- タスク: 安全インターロックが意図したとおりに機能していることを確認するために、定期的にテストしてください。
- 頻度: 各操作の前または毎月。
防護壁とシールドの検査: レーザー光線から作業者を保護するために設計された障壁またはシールドは、摩耗や損傷がないか検査する必要があります。
- タスク: すべての安全シールドとバリアが損傷しておらず、適切に配置されていることを確認します。
- 頻度: 毎週または必要に応じて。
7. ソフトウェアとファームウェアのアップデート
制御ソフトウェアの更新現代のレーザー溶接機の多くは、精密な制御のためにソフトウェアまたはファームウェアを使用しています。メーカーは、性能向上や機能追加のために頻繁にアップデートをリリースしています。
- タスク: 新しいバージョンが利用可能になったら、マシンのソフトウェアまたはファームウェアを更新します。
- 頻度: アップデートがリリースされるたびに。
システム設定のバックアップ: マシン設定を定期的にバックアップすることで、障害発生時に構成を復元できるようになります。
- タスク: マシンの設定と構成をバックアップします。
- 頻度: 毎月または大きな変更があった後。
8. 一般的な清掃
機械の拭き掃除: マシンの外部表面と作業スペースを定期的に清掃すると、ほこり、ごみ、汚染物質がマシンのパフォーマンスに影響するのを防ぐことができます。
- タスク: 機械の外側を清掃し、作業スペースを整理整頓しておきます。
- 頻度: 使用状況に応じて毎日または毎週。
9. 予防保守チェック
定期検査: 潜在的な問題が大きな問題になる前に特定するには、資格のある技術者による定期的な検査が重要です。
- タスク: 機械メーカーの推奨に基づいて予防保守チェックをスケジュールします。
- 頻度: 通常は半年ごとまたは毎年。
メンテナンスタスクと頻度の概要:
- 毎日/毎週: 光学系を清掃し、冷却剤のレベルを確認し、ガスラインを検査し、外部を清掃します。
- 毎月可動部品に潤滑油を注ぎ、電気部品を点検し、ガス供給圧力をチェックし、フィルターを清掃し、安全システムをチェックします。
- 四半期ごと/年次: 必要に応じて詳細な検査、ソフトウェアの更新、レーザー ソースまたは主要コンポーネントの交換を実行します。
結論:
レーザー溶接機の定期的なメンテナンスは、効率性、安全性、そして高い溶接品質を確保します。予防保守はダウンタイムを最小限に抑え、機器の寿命を延ばすため、機械の運用において不可欠な要素となります。