プレスブレーキトン数計算機
近年、プレスブレーキは様々な産業で広く利用され、プレスブレーキの加工範囲も日々拡大しています。しかし、曲げ力の計算については体系的な議論が不足しています。本稿では、曲げ力の本来の計算式を検証し、曲げ力に影響を与える要因について考察します。 プレスブレーキ トン数計算機を使用して、トン数の過大評価や過小評価を避ける方法を理解します。
プレスブレーキトン数計算の計算式
P = 650 * S² * L / V
P: 曲げ力 (KN)
σb :材料引張強度、N/mm(標準σb = 450Mpa)
t: 板厚(mm)
V: 下型開口幅(mm)
L: シート長さ(M)
計算例
軟鋼板の厚さが3mm、板の長さが2000mmの場合、プレスブレーキのトン数はどれくらいを選択すればよいですか?
P=650*3²*2/(3*6)=650KN=65トン
なぜV=3*6なのでしょうか?次の記事では、プレスブレーキの下型のV開度の計算方法を紹介します。
プレスブレーキのトン数計算に影響する要因
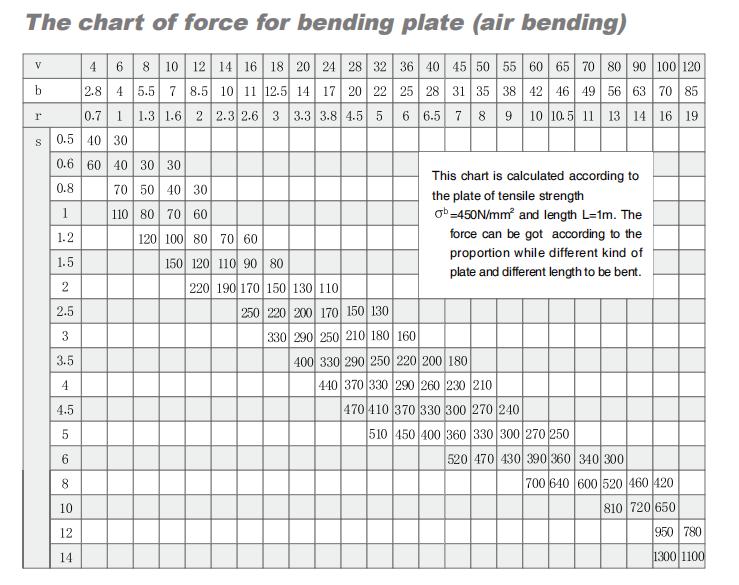
下型推奨V開口部
まず、下型のV開度はプレスブレーキのトン数計算に影響します。プレスブレーキ下型のV開度は、一般的に材料の厚さと関係があります。市場の要求に応じて、板厚(t):0〜3mmの場合、プレスブレーキ下型のV溝の幅はV = 板厚(t)* 6です。精密曲げ加工の場合、この係数は6から4まで狭くなることがあります。板厚(t):3〜10mmの場合、プレスブレーキ下型のV溝の幅はV = 板厚(t)* 8です。板厚(t)が10mm以上の場合、下型の溝の幅V = 板厚* 10または12で、下表のようになります。
シートプレート厚さ(mm) | 0~2.5mm | 3~8mm | 9~10mm | 12mm以上 |
下型V開口部(mm) | 6*t | 8*t | 10*t | 12*t |
一般的に使用される材料の引張強度
第二に、材料の引張強度の違いも、プレスブレーキのトン数計算に影響します。引張強度の記号はRm(旧国家規格GB/T228-1987では引張強度の記号はobと規定されています)、単位はMPa(注:N/mm -=MPa)です。
アルミニウム:200~300 N/mm
軟鋼:370~500 N/mm (通常450 N/mm)
ステンレス鋼:650~700 N/mm
プレスブレーキのトン数計算を簡素化するために、通常は最初に軟鋼のトン数を計算し、次に時間関連のレートを計算します。
アルミニウム = 軟鋼のトン数 * 0.5
ステンレス鋼 = 軟鋼のトン数 * 1.5
計算例
ステンレス鋼板の厚さは 3mm、板の長さは 2500mm ですが、プレスブレーキのトン数はどれくらいを選択すればよいでしょうか?
P=650*3²*2.5/(3*6)*1.5=1219KN=122トン
引張強度とは何ですか?
引張強度は、金属が均一塑性変形から局所的な集中塑性変形へと遷移する臨界値であり、静的引張条件下における金属の最大耐荷重能力でもあります。引張強度は、材料の最大均一塑性変形に対する抵抗力を表します。最大引張応力を受ける前は、引張試験片の変形は均一で一定ですが、この限界を超えると、金属はネッキングを示し始め、集中変形を引き起こします。均一塑性変形が全くない(または非常に小さい)脆性材料の場合、引張強度は材料の破壊抵抗を反映します。また、鋼がある程度降伏すると、内部結晶粒の再配列により、変形抵抗が再び増加すると理解することもできます。このとき、変形は急速に進行しますが、最大応力に達するまでは、応力の増加に応じてしか増加しません。その後、鋼の変形抵抗は著しく低下し、最弱点で大きな塑性変形が発生します。この時点で、試験片の断面積は急速に収縮し、ネッキングと破壊破壊につながります。鋼材が引張破壊する前の最大応力値を極限強度または引張強度といいます。
シートプレートの厚さ
第三に、ご存知の通り、板厚は曲げ力を決定する最も重要な要因の一つです。板厚は、プレスブレーキのトン数計算に影響を与える最も重要な要因の一つです。一般的に、同じ加工条件下では、曲げ加工する板厚が厚いほど、変形に必要な単位圧力が大きくなり、プレスブレーキのトン数も大きくなります。
シートプレートの長さ
4つ目に、プレスブレーキのトン数計算において、シートプレートの長さも重要なポイントです。プレートの長さが長いほど、プレスブレーキに必要な曲げ力は大きくなります。
場合によっては、オペレーターは単位曲げ力に注意する必要があります。例えば、ユーザーは通常、板厚3mm、板長3000mmの軟鋼板を曲げますが、同時に板厚8mm、板長1000mmの軟鋼板も曲げる必要があります。この場合、板厚3mmの板の単位曲げ力は3×3×650/(3×6)=325KNですが、板厚8mmの板の単位曲げ力は8×8×650/(8×8)=650KNです。ユーザーが同じプレスブレーキを使用してこれら2種類の板を曲げる場合、プレスブレーキの単位曲げ力は200T3200MMである必要があります。
ヘミングツール付き軟鋼のトン数計算
第五に、ヘミングツールの使用の有無はトン数の計算に影響します。ヘミングツールを使用するプレスブレーキではより大きな曲げ力が必要となるため、単純に計算式を適用することはできません。以下の計算表をご参考ください。
板厚1mm、長さ1000mmの軟鋼の場合、ティアドロップ金型で曲げ加工する場合は、1メートルあたり15トンのプレス力が必要です。フルヘミング金型で曲げ加工する場合は、40トン/1000mmのプレス力が必要です。
厚さ(mm) | ティアドロップ(トン/m) | フルヘミング(トン/m) |
0.6 | 9 | 23 |
1 | 15 | 40 |
1.5 | 22 | 63 |
2 | 30 | 80 |
2.5 | 55 | 90 |
3 | 77 | 100 |
大型プレスブレーキを使用したポール曲げ
最後になりますが、曲げポールは、式に含まれていない他の要素も考慮する必要がある場合もあります。通常、ユーザーが タンデムプレスブレーキ 板材を曲げる場合、上記の式を使用してプレスブレーキのトン数を計算できます。ただし、刃数が少ない多角形ポールや円弧ポールを曲げる場合、プレスブレーキのトン数は計算結果よりもはるかに大きくなります。専門家にご相談ください。 CNCプレスブレーキメーカー 適切なマシンの詳細を取得します。
許容最小曲げエッジ長さ
上記のすべての要因に加えて、曲げ変形過程において、曲げ角の内側の材料は圧縮され、外側の材料は伸張されます。一方、元の長さを維持する材料は円弧状に分布します。この円弧の位置は、板金の材料力学中立線であり、展開長を計算する際に使用される線です。板厚の幾何学的形状の1/2を超えることはできません。
角度(°) | 165 | 130 | 120 | 90 | 60 | 45 | 30 |
サイズ(b) | 0.51V | 0.55V | 0.58V | 0.71V | V | 1.31V | 1.94V |
トン数の過大評価
ユーザーは、大きなトン数のプレスブレーキを購入すれば、トン数要件を満たす小型ワークはすべて曲げられると考えることがあります。プレスブレーキの専門工場として、これはよくある誤解であると言わざるを得ません。メーカーに相談せずにプレスブレーキのトン数計算機を使用すると、ユーザーはトン数を過大評価したり過小評価したりすることがよくあります。
トン数が多すぎることのリスク
小型ワークピースの曲げ不良
大型プレスブレーキで小型ワークを曲げ加工する場合、大型プレスブレーキ用に設計されたプレスブレーキ金型では小型ワークの曲げ加工には適していないことに気付くでしょう。大型プレスブレーキでは通常、マルチV型プレスブレーキの下型が使用されますが、そのVノッチは薄板には大きすぎます。たとえ小型の下型を薄板用に交換したとしても、大型プレスブレーキの広い作業台では、曲げ加工が妨げられることがあります。
不必要なエネルギー消費
より大きなトン数のプレスブレーキを使用すると、より多くの電力が必要になります。小さなワークを曲げるのに常に大きなプレスブレーキを使用すると、不必要なエネルギー消費に費用がかかります。
過大評価を避けるためのヒント
- プレスブレーキ工場に問い合わせて、最も適した機械モデルを選択してください。
- 小さなワークを曲げる場合は小型プレスブレーキを使用し、大きなワークには大型プレスブレーキを特に使用します。
- 購入を選択 ハイブリッドサーボプレスブレーキ エネルギー消費を削減するためです。
トン数の過小評価
プレスブレーキの選定プロセスにおいて、トン数の過小評価はよくある問題です。オンラインのプレスブレーキトン数計算機を使って自分でトン数を計算する人もいますが、前述の通り、トン数は様々な要因の影響を受けます。以下では、プレスブレーキトン数を過小評価することのリスクについて説明します。
不十分なトン数の使用による潜在的な問題
板材を曲げる際にプレスブレーキのトン数が不十分だと、薄板を曲げる際にプレスブレーキのトン数が多すぎる場合よりもリスクが高くなります。主なリスクは以下の2つです。
曲がらない
ユーザーが購入したプレスブレーキのトン数が不足しており、板材の曲げ能力が不足している場合、最も直観的な問題は、機械が必要な角度まで曲げられないことです。例えば、トン数が不足しているプレスブレーキで必要な90°の曲げを行おうとすると、ユーザーがCNCコントローラーをどのように調整しても、曲げ結果には機械が120°しか曲げられないと表示されることがあります。
壊れた
不十分なトン数のプレスブレーキを使用する場合のもう 1 つの問題は、曲げ工程中にプレスブレーキのツールまたは機械が破損する可能性があることです。
上記の例を考えてみましょう。ユーザーは通常、板厚3mm、板長3000mmの軟鋼板を曲げ加工していますが、同時に板厚8mm、板長1000mmの軟鋼板も曲げ加工する必要があります。適切な機械モデルを選択すれば、200T3200MMを購入すべきです。しかし、板厚3mm、板長3000mmの板を曲げ加工するために100T3200MMだけを購入した場合、板厚8mm、板長1000mmの板を曲げ加工する際に、プレスブレーキの金型が破損したり、必要な角度が得られなかったりする可能性があります。
結論
この記事では、まずプレスブレーキのトン数計算で一般的に用いられる計算式と、計算に影響を与える要因(材料の引張強度、プレスブレーキ下型のV開き、板厚、板長、ヘミングツール、ポールの曲げなど)を紹介します。さらに、プレスブレーキのトン数を過大評価または過小評価するリスクと、これらの潜在的なミスを回避する方法についても説明します。この記事が、プレスブレーキのトン数計算についてより深く理解する助けになれば幸いです。




