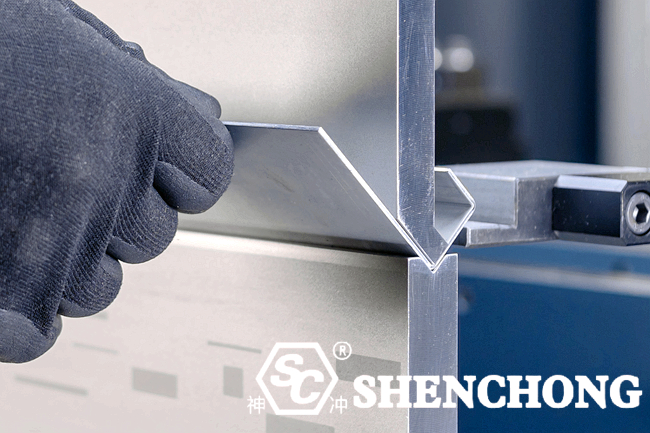
ステンレス鋼板の曲げ加工は、機械的な力を用いてステンレス鋼板を塑性変形させる加工技術です。様々な金属製品や部品の製造に広く利用されています。ステンレス鋼の独特の物理的・化学的性質により、曲げ加工には以下のような重要な特徴があります。
1) 高強度・高硬度
- 特徴:
ステンレス鋼は降伏強度と硬度が高く、曲げる際には通常の炭素鋼よりも大きな圧力が必要です。
- 影響:
曲げ加工設備にはより高いトン数が必要であり、金型材料には耐摩耗性が求められます。
2) 大きな反発
- 特徴:
ステンレス鋼は弾性率が高く、曲げた後に反発しやすく、実際の角度が設計角度から外れてしまいます。
– 対処法:
曲げ角度を大きくしてリバウンドを補正します。
リバウンドを抑えるために、特殊な金型やクランプ装置を使用します。
3) 優れた延性
- 特徴:
ステンレス鋼は延性が高く、簡単に破損することなく大きな角度で曲げることができます。
– 利点:
複雑な形状や複数の曲げの加工に適しています。
4) 表面の傷
- 特徴:
ステンレスの表面は滑らかですが、曲げ加工時に金型に傷がついたり、押されたりしやすいという欠点があります。
- 解決:
表面を保護するために、型の上に柔らかい素材(ポリウレタンパッドなど)を使用してください。
ステンレス表面に保護フィルムを貼ります。
5) 加工の難しさは厚さに比例する
- 特徴:
ステンレス鋼板が厚くなるほど曲げにくくなり、より大きな曲げ力とより高い設備性能が必要になります。
– 提案:
厚板の場合は、大トン数の曲げ加工機をお選びください。
過度の変形による割れを避けるために、適切な曲げ半径を選択してください。
6) 曲げ半径に関する厳しい要件
- 特徴:
曲げ半径が小さすぎると、ステンレス鋼の表面に割れが生じたり、内部応力が集中したりする可能性があります。
- おすすめ:
曲げ半径は、材料の特性に応じて、プレートの厚さの 1 ~ 3 倍にする必要があります。
特殊な用途では、最適な半径を実験的に検証する必要があります。
7) 熱伝導率が低い
- 特徴:
ステンレス鋼は熱伝導率が低く、曲げ加工時に熱が逃げにくく、局所的な変形を引き起こす可能性があります。
- 応答:
熱の蓄積を避けるために、冷却システムまたは断続的な処理を使用してください。
8) 加工方向は曲げ品質に影響する
- 特徴:
ステンレス鋼は、圧延方向に沿って延性がよく、圧延方向に対して垂直に曲げると割れやすくなります。
- 提案:
できるだけ圧延方向に沿って曲げます。
特殊形状の曲げ部品の場合、実験により加工方向を調整できます。
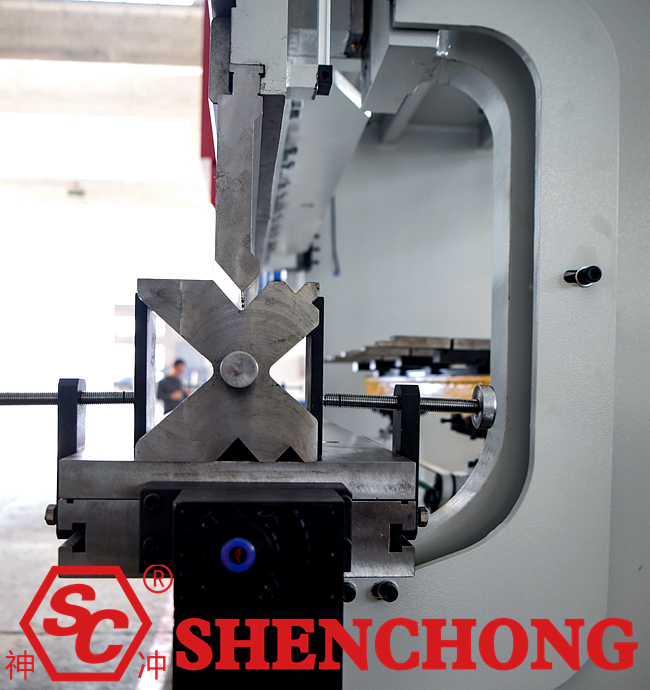
9) 金型要件が高い
- 特徴:
ステンレス鋼は硬度と強度が高いため、金型の耐摩耗性と強度に対する要求が高くなります。
- 解決:
高強度合金鋼金型を使用します。
定期的に金型を点検し、メンテナンスして、表面が滑らかで損傷のない状態を保つようにしてください。
10) 焼戻しまたは加工硬化効果
- 特徴:
ステンレス鋼は曲げ加工中に加工硬化を起こし、その後の加工が難しくなる場合があります。
- 解決:
加工硬化が激しい材料の場合は、応力を除去するために焼戻し処理が行われます。
段階的な曲げ方法を使用して、一度の変形の量を減らします。
ステンレス鋼板の曲げ加工は、材質特性上、強度が高く、反発力が高く、傷がつきやすいという特徴がありますが、設備、金型、工程パラメータを適切に選択することで、高精度で高品質の加工効果を実現できます。
実際の製造においては、ステンレス鋼の特性を十分に理解し、工程フローを最適化することが曲げ品質を確保する鍵となります。