
目次
三ロール板圧延機は、3つの作業ローラーを用いて金属板を連続的に曲げ、円筒形または曲面部品を成形する装置です。ボイラー、造船、機械製造、圧力容器、鉄骨構造物などの業界で広く使用されています。
3ローラー式板圧延機を購入する際には、性能、用途、材料への適応性、自動化の程度、予算を考慮する必要があります。以下は、3ローラー式板圧延機を購入するための詳細なガイドです。 3ローラー板圧延機.
1. 三ロール板圧延機の総合導入

1) 3本ローラー板圧延機とは何ですか?
3ローラー板圧延機は、3つのローラーの相対運動によって金属板(鋼板、ステンレス鋼板など)を円筒形、円錐形、またはその他の曲面形状に圧延し、力の作用下で塑性変形させる装置です。
三つ ロールプレート圧延機は、以下の分野で広く使用されています。
- 圧力容器製造
- パイプラインエンジニアリング
- 鉄骨構造物製造
- 造船
- 化学産業
- 航空宇宙
- エンジニアリング機械およびその他の産業。
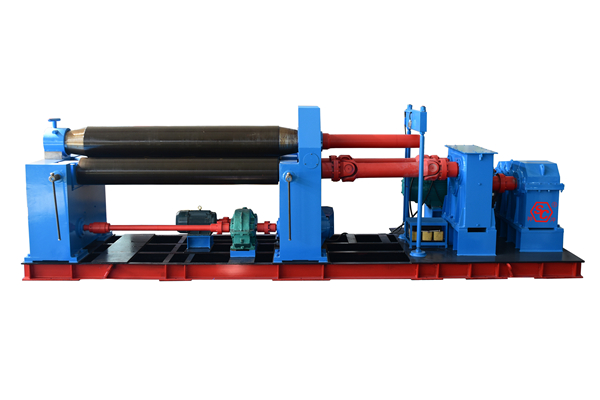
2) 基本構造
の 3-ローラープレート圧延機は主に以下の部品で構成されています。
- 上部ローラー(アクティブローラー):通常は中央上部に配置され、主な駆動力を提供します。
- 下部ローラー/サイドローラー(従動ローラー):下部または側面にあり、昇降可能で、プレートに圧力をかけるために使用されます。
- 主伝動装置:上部ローラーまたは下部の2つのローラーを回転駆動します。
- 昇降機構:下部ローラーまたはサイドローラーの位置を調整して曲げ半径を制御します。
- 油圧システムまたは機械システム: ローラーの昇降制御に使用されます。
- 電気制御システム: 全体的な操作と制御に使用され、一部は CNC/全自動システムです。
3)3ローラー板圧延機の動作原理
– 基本原則
3 ローラー板圧延機は、主に 3 つのローラー間で金属板に連続した 3 点の曲げ力を発生させ、金属板の曲げと圧延を実現します。
– 作業プロセス
給餌と位置決め:
プレートは上部ローラーと下部ローラーの間に送られ、位置合わせされます。
必要な転がり半径に応じて、下部ローラーまたはサイドローラーの位置を調整します。
圧力による事前曲げ(事前曲げ機能が利用可能な場合):
まず、片方の端をプレスしてプレートの端にある直線部分を取り除いて「予備曲げ」を行います。
– ローリング
上部ローラーまたは下部ローラーが回転を開始し、プレートをローラー表面に沿って移動させます。
サイドローラーまたは下部ローラーの継続的な圧力により、プレートは複数の点で曲がり、最終的に必要な円または弧を形成します。
– 荷降ろしと荷降ろし
圧延が完了したら、上部ローラーを傾けるか、支持装置を取り外して、圧延されたワークを取り外します。
2. 3ローラー板圧延機の分類
1) 基本分類リスト
ローラーの配置と動作特性に基づいて、3ローラープレート圧延機には主に次の種類があります。
タイプ | 特徴 | 適用範囲 |
対称型3ローラー板圧延機 | 中央のローラーは上下に動き、両側のローラーは固定されて回転します | シンプルな構造で、小型から中型の厚さのプレートに適しています |
非対称3ローラー板圧延機 | 上部ローラーは固定されており、下部ローラーとサイドローラーは動く | 端部の予備曲げが可能で薄板に適しています |
レベルダウン 3ローラー板圧延機 | 下部ローラーは円弧軌道に沿って移動し、予備曲げ精度を向上させます。 | 中厚手のプレートに適しています |
ユニバーサル3ローラープレート圧延機 | 3つのローラーはすべて動くので、強力な機能 | 高度な自動化、大規模なエンジニアリングプロジェクトに適しています |
2) 一般的な3ローラー板圧延機の種類
- ローラーの配置と動作モードによる分類
対称型3ローラー板圧延機

構造上の特徴:
- 上部のローラーはアクティブローラーであり、上下に動くことができます。
- 下部の2つのローラーは固定されており、モーターによって回転します。
利点:
- シンプルな構造で製造コストが低い。
- 小・中厚板に適用可能です。
デメリット:
- 事前曲げ機能がなく、プレートの両端は二次加工が必要です。
- 適用範囲:中厚炭素鋼板加工など、一般的な圧延用途。
非対称3ローラー板圧延機
構造上の特徴:
- 下部のローラーの 1 つがアクティブ ローラーであり、もう 1 つのローラーと上部のローラーは移動できます。
- 端部の事前曲げが可能です。
- 「一次予曲げタイプ」と呼ばれることもあります。
利点:
- 高い圧延精度。
- 事前曲げ能力が低い。
デメリット:
- 厚板への適応性が悪い。
- 比較的複雑な構造。
- 適用範囲:薄板圧延、軽工業。
レベルダウン3ローラープレート圧延機
構造上の特徴:
- 上部のローラーは固定されており、下部の2つのローラーは円弧の軌道に沿って上昇および下降します。
- 油圧駆動を適用します。
- 曲げポイントは常に適切な距離を維持し、圧延品質を向上させます。
利点:
- 高い圧延精度と合理的な力の分散。
- 厚板や高張力鋼板に適しています。
デメリット:
- コストは比較的高いです。
- 適用範囲:造船、ボイラー、高圧容器などの厚板圧延用途。
ユニバーサル3ローラー板圧延機(可変形状型)

構造上の特徴:
- 3つのローラーはすべて移動可能です。
- 高度な自動化制御、多くの場合 CNC システムを装備。
- 多機能設計で、特殊な形状の曲面を巻くことができます。
利点:
- 適応力が強い。
- 仮曲げと成形が一度に完了します。
- インダストリー4.0システムに接続できます。
デメリット:
- コストが高く、メンテナンスが複雑です。
- 適用範囲: 重工業、大型部品の製造、複雑な構造の圧延作業。
- 運転モードによる分類
タイプ | ドライブモード | 特徴 |
機械式3 ロール板圧延機 | ギア伝達+ネジ調整 | 伝統的な構造、軽い荷物に適しています |
油圧式3 ロール板圧延機 | 油圧シリンダーがローラーを動かします | 強力なパワー、厚板にも適しています |
- 制御システムによって
制御モード | 特徴 |
手動制御 | 高度な要件のない単純な処理に適しています |
デジタル表示制御(NC) | 設定と繰り返しが可能で、小中規模のバッチ生産に適しています。 |
CNC制御(CNC) | 高度な自動化、高精度、CAD/CAMとの連携が可能 |
全自動インテリジェント制御 | 大規模な自動化ワークショップに適したハイエンド機器 |
加工する板材の具体的なパラメータ(材質、厚さ、幅、量産かどうかなど)をお知らせいただければ、最適な3本ローラー板圧延機のタイプとモデルをお勧めいたします。
3. 3ローラー板圧延機の利点と限界
一般的な板材圧延設備として、三ロール板材圧延機は金属成形分野で広く使用されています。構造が比較的シンプルで操作が柔軟ですが、一定の限界もあります。以下は、三ロール板材圧延機の利点と限界の分析です。
- 3ローラー板圧延機の利点
シンプルな構造と高いコストパフォーマンス:
- 特に対称型および非対称型の3ローラー板圧延機は構造が成熟しており、コストが低くなっています。
- 修理もメンテナンスも簡単。
幅広い用途:
- 炭素鋼、ステンレス鋼、アルミ板など様々な金属材料を加工できます。
- 円筒、円錐、曲板などの一般的な部品の製造に適しています。
さまざまな制御方法があります。
- 手動制御からデジタル表示、CNC 制御まで、さまざまなニーズに応じて適切な構成を選択できます。
- さまざまな生産要件に合わせて自動化レベルを拡張できます。
柔軟な操作と簡単な調整:
- 下部ローラーまたはサイドローラーの位置を調整することで、ロールの半径を制御できます。
- 一部のモデルには、完成品の精度を向上させる端部事前曲げ機能が搭載されています。
小さなフットプリント:
- 4 ローラーまたは大型汎用板圧延装置と比較すると、3 ローラー板圧延機はスペース利用の点でより多くの利点があります。
- 3ローラー板圧延機の限界
限定された端部の事前曲げ機能:
- 特に、従来の対称型 3 ローラー板圧延機の場合、圧延中に板の両端に直線エッジが残ります。
- 人工炎による事前曲げまたはその他の装置(油圧事前曲げ機など)による補助が必要です。
厚板の加工が制限される:
- 従来の機械式3ローラー板圧延機は、薄板から中厚板(≤16mm)までに適しています。
- 高張力鋼板や極厚板の場合、圧延不足や変形制御が難しいなどの問題が発生する場合があります。
一度の成形精度には限界があります。
- ほとんどの 3 ローラー板圧延機では、圧延工程中に繰り返し調整が必要になります。
- 特に対称モデルの場合、高精度の圧延を一度で完了することは不可能です。
円錐状の圧延は難しい:
- 通常の3本ローラーマシンでは、円錐円筒を加工する場合、操作が複雑で、特別なスキルや設備のカスタマイズが必要になります。
- 対照的に、4 ローラーまたはユニバーサル 3 ローラー板圧延機には、この点でより多くの利点があります。
いくつかのタイプでは自動化が低いです:
- 手動または機械式の設備は、オペレーターの経験に大きく依存します。
- 高い効率と高い一貫性が求められる自動化生産ラインには適していません。
4. 3ロール板圧延機の選び方は?
3 ロールプレート圧延機を選択する際には、独自の生産ニーズ、処理材料の特性、予算、自動化の要件に基づいて総合的に評価する必要があります。
1) 処理要件の明確化
モデルを選択する前に、次の主要なパラメータを整理してください。
- 最大板厚: 必要な設備の圧延トン数を決定します (機械が大きいほど、能力が強くなります)。
- 最大プレート幅: ローラーの長さと装置のサイズに影響します。
- 材料の種類: 材料によって引張強度が異なり、たとえばステンレス鋼にはより高い圧力が必要です。
- 事前曲げが必要かどうか: 一部の製品では端部の事前曲げが必要なため、設備にその機能があるかどうかを考慮する必要があります。
- 円錐形部品の加工可否: 通常の対称板圧延機は円錐形円筒の加工には適していません。
- 出力および自動化の要件: 効率と一貫性を向上させるために CNC 機器を購入するかどうかを決定します。
2) 適切な板圧延機の種類を選択する
処理特性に応じて適切なマシンタイプを選択します。
アプリケーションシナリオ | 推奨モデル | 制御モード | 注記 |
薄板、従来の円筒加工 | 非対称3ローラーロール | 手動またはデジタル表示 | プリベンディング機能付き、高精度 |
中厚板の従来型圧延 | レベルダウン3ローラーロール | 油圧式またはCNC | 強力な力、安定した構造、工業生産に適しています |
大型部品・大量生産 | ユニバーサル3ローラーロール | CNC | 高コスト、強力な自動化 |
円錐部品加工 | 特殊円錐板圧延機/ユニバーサル機 | 油圧/CNC | 通常の3ローラーマシンは推奨されません |
限られた予算、低い精度要件 | 対称型機械式板圧延機 | 手動/電動 | 低コスト、簡単な圧延に適している |
3) 注目すべき主要な技術的パラメータ
- ロールの最大厚さと幅は、実際のニーズよりも大きくし、20% の余裕を持たせる必要があります。
- 上部ローラーの直径とモーターの出力によって、圧延能力とエネルギー消費量が直接決まります。
- 圧延速度: 大量生産の場合、速度は速くて効率的である必要があります。
- ローラー材質と熱処理:高強度合金鋼、耐摩耗性を向上させるために表面を焼き入れする必要があります。
- 下部ローラー/サイドローラー調整方法:油圧調整はより安定しており、精度も高くなります。
- ベアリングとガイドレールの構造:機器の寿命と精度保持能力に関係します。
4) 制御システムと動作モードの選択
- 手動制御:低コストで熟練作業者による操作に適しているが、効率は低い
- 電気+デジタル表示制御:操作が簡単で、中量バッチおよび繰り返し処理に適しています
- CNC(NC)またはCNCシステム:高度な自動化、自動プリベンディング、メモリプログラムなどの機能を実現でき、高精度とバッチ要件に適しています。
5) ブランドとアフターサービスの考慮
推奨事項:
- ブランドの評判: 成熟したブランドやよく知られたメーカーが好まれます。
- アフターサービス:現地での設置、試運転、操作トレーニング、保証期間が提供されているかどうか。
- スペアパーツの供給: 迅速かつ継続的なパーツサポートを提供できるかどうか。
- 顧客事例:同業種のユーザーからのフィードバックを参考に安定性を確認します。
6) 購入のヒント
- 現場試験機:メーカーにサンプル処理を依頼し、圧延精度、板端品質、操作の滑らかさを検証します。
- 機器の重量と剛性に注意してください。重い構造は軽い工作機械よりも耐久性と安定性が高くなります。
- 輸送および設置要件に注意してください。貨物、基本図面、吊り上げ計画が含まれているかどうかを確認します。
- 技術契約に署名します。紛争を避けるために、パラメータ、機能、納期、アフターサービスなどをリストします。
7) よくある誤解についての注意
- 価格だけに注目してください。安価な機器はローラーの材質、溶接品質、制御システムが劣悪な場合があり、頻繁にメンテナンスが必要になります。
- 板材の影響は無視してください。ステンレス鋼、高張力鋼などは、通常の炭素鋼よりも設備に対する要求がはるかに高くなります。
- 予約容量が不足している場合:ニーズを満たすだけのモデルは選択しないでください。120%の容量を持つモデルを選択することをお勧めします。
5. まとめ
- 3ロール板圧延機を購入する際に考慮すべき重要な要素
1) 板厚と幅
- 設備選定にあたっては、加工する板の最大厚さと幅を合わせる必要があります。
- 機器の長期にわたる安定した動作を確保するために、一定の安全マージンを残してください。
2) 材質の種類
- 鋼板、ステンレス鋼板、アルミニウム板などの材質によって、ローラーの剛性と駆動力に対する要件が異なります。
- 高強度鋼の場合は、より高いトン数の板圧延機を選択する必要があります。
3) プリベンディング機能
- 通常の3ロール板圧延機では端部の予備曲げは実現できません。
- 事前曲げ機能を備えた非対称構造、またはクランプ装置を備えた構造を選択する必要があります。
4) 制御システム
- 手動制御: 精度要件が低い場合に適しています。
- デジタル表示制御(NC)/CNC制御(CNC):大量生産に適しており、精度と効率が向上します。
5) ドライブモード
- 油圧駆動:大きな支持容量とスムーズな操作。
- 機械式駆動:シンプルな構造で、軽作業に適しています。
6) 構造材料と品質
- 主な鉄骨構造はQ235以上で作られている必要があります。
- 溶接工程、塗装、防錆処理などの詳細を確認します。
- 推奨される構成の提案(使用状況に基づく)
応用 | 推奨タイプ | 制御モード | 注記 |
一般的なワークショップ処理 | 対称型機械式 | 手動/電動 | 経済的で実用的 |
ステンレス鋼の曲げ加工とコイル加工 | 非対称油圧式 | デジタル表示制御 | 効率を向上し、やり直しを減らす |
厚板圧延(10mm以上) | レベルダウン油圧式 | CNC | 高精度と高強度 |
自動バッチ生産 | ユニバーサル3ローラーCNCタイプ | 全自動CNC | 大規模な投資と高い効率 |
- 購入の提案と注意事項
- 評判の良いメーカーを選びましょう。成熟した技術と完璧なアフターサービスを備えたブランドを優先してください。
- テスト機械の検証: 購入前にテストロールを実施して、機器の精度と動作の安定性をテストすることをお勧めします。
- アフターサービス(現地での試運転、メンテナンス、操作トレーニングが提供されているかどうかなど)を調査します。
- ベアリング、油圧部品、電子制御システムなどの消耗部品の供給が迅速に行えるかどうかを確認します。
- 特殊なプレートや非標準サイズの圧延要件など、カスタマイズされたサービスが提供されるかどうか。
具体的な加工要件(板厚、板幅、材質、事前曲げの要否、予算など)をお知らせいただければ、さらに適切なモデルの選択や構成の提案をお手伝いいたします。




