Оглавление
Роботизированная гибочная ячейка SC обычно представляет собой автоматизированную систему гибки, состоящую из промышленного робота, листогибочного пресса с ЧПУ и сопутствующих автоматизированных вспомогательных устройств. Она объединяет робота и листогибочный пресс для автоматической загрузки и выгрузки, позиционирования, гибки и укладки деталей из листового металла, что значительно повышает эффективность и стабильность производства.
1. Компоненты роботизированной гибочной ячейки
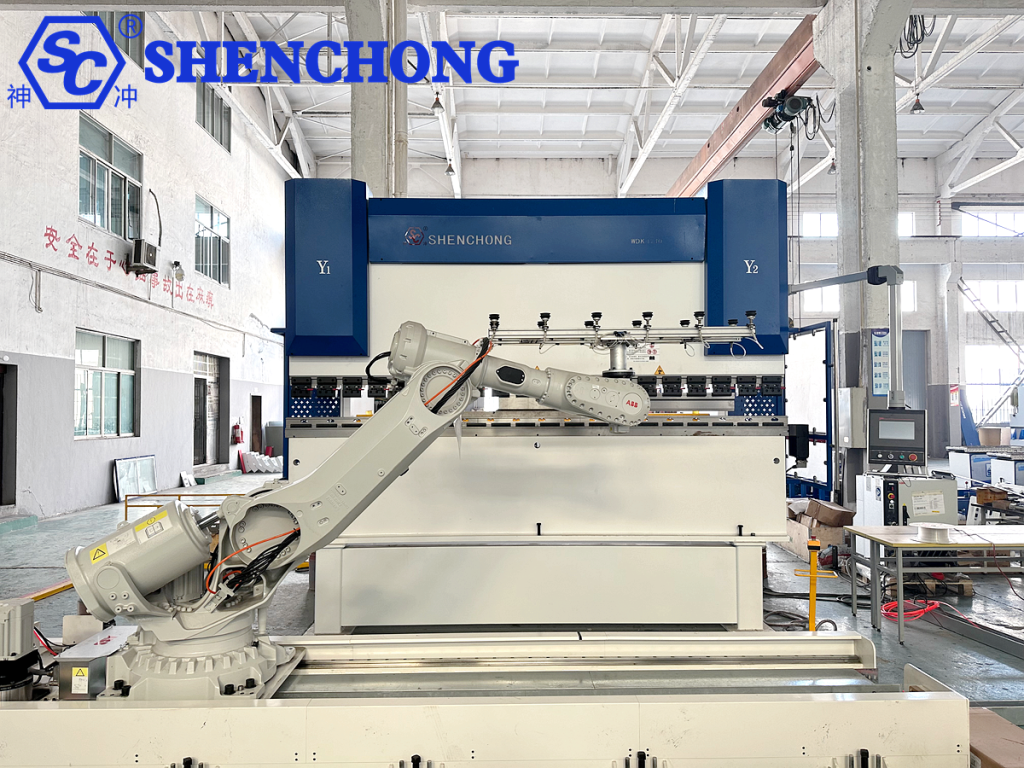
Роботизированный гибочный комплекс SC — это автоматизированное решение для гибки, сочетающее в себе листогибочный пресс с ЧПУ и промышленный робот. Он в основном используется для гибкого массового производства листового металла.
1) Основное оборудование
- Листогибочный пресс с ЧПУ: Отвечает за гибку листового металла (обычно гибридным или сервоприводным листогибочным прессом).
- Промышленный робот: В основном это шестиосевой робот, отвечающий за захват, поворот, позиционирование и укладку.
2) Финишные матчи
- Вакуумные присоски: подходят для тонких и больших листов.
- Роботизированные захваты: подходят для небольших и нестандартных деталей.
- Комбинированные приспособления: совместимы с заготовками различных размеров.
- Эти приспособления должны быть изготовлены индивидуально с учетом материала листа, веса и формы, чтобы обеспечить надежность захвата.
3) Вспомогательное оборудование
- Система загрузки и разгрузки
- Платформа хранения/погрузки сырья: Сохраняет листы, подлежащие обработке, а роботы или автоматические загрузочные устройства извлекают их.
- Зона разгрузки готовой продукции/склад: После гибки робот укладывает заготовки в заданные места.
- Устройства позиционирования и коррекции
- Вспомогательное позиционирующее устройство: Обеспечивает точное позиционирование листового металла перед подачей в листогибочный пресс.
- Система технического зрения (опционально): Используется для определения положения и угла листового металла с целью предотвращения накопления ошибок.
4) Система безопасности и защиты
Безопасность оператора обеспечивают световые барьеры безопасности, ограждения, лазерные сканеры и т. д.
Защитные двери/блокировки безопасности предотвращают случайное проникновение в опасные зоны.
5) Система управления и программное обеспечение
- Система управления роботом: Отвечает за траекторию движения, захват и переворачивание.
- Система ЧПУ листогибочного пресса: Управляет глубиной, углом и последовательностью изгиба (например, ESA, Delem, EL15T).
- Интегрированное программное обеспечение для управления: Обеспечивает связь между роботом и листогибочным прессом, автоматически генерируя программы процесса гибки.
2. Роботизированный гибочный процесс
Рабочий процесс роботизированной гибочной ячейки обычно делится на следующие основные этапы (на примере автоматизированной гибки листового металла):
1) Загрузка листов
Листовой металл, который необходимо согнуть, удаляется из автоматизированное хранение материаловс помощью тележки для загрузки или роботизированной руки доставляет груз на станцию листогибочного пресса.
Робот обычно захватывает листовой металл с помощью вакуумных присосок, магнитных зажимов или механических захватов.
В процессе загрузки листовой металл позиционируется таким образом, чтобы обеспечить точное совмещение заготовки и листогибочного пресса.
2) Позиционирование и выравнивание листов
После того, как листовой металл поступает на рабочий стол листогибочного пресса, он проходит выравнивание по базовой линии с помощью установочных штифтов/фотоэлектрических датчиков.
Система проверяет соответствие размера и толщины листового металла программе процесса.
3) Изгиб
Режим совместной работы робота:
Робот захватывает листовой металл в соответствии с последовательностью гибки и координирует движение верхних и нижних штампов листогибочного пресса.
В процессе гибки робот автоматически переворачивает, вращает или меняет положение заготовки, обеспечивая непрерывное выполнение нескольких гибов.
Для больших или тяжелых заготовок робот может обеспечить последующую поддержку, чтобы предотвратить деформацию листового металла.
4) Переворачивание заготовки и вторичная гибка
Если заготовку необходимо согнуть несколько раз, робот транспортирует и переворачивает заготовку, помещая ее на матрицу листогибочного пресса для следующего этапа.
В процессе многократной гибки робот и листогибочный пресс синхронизируются с помощью программы, что обеспечивает точные углы и положения гибки.
5) Разгрузка и укладка готовой продукции
После гибки робот извлекает готовую заготовку и размещает ее в зоне готовой продукции или на автоматизированных стеллажах.
Робот может сортировать и укладывать заготовки в зависимости от производственных требований (например, по партии, процессу или форме).
6) Проверка качества (необязательно)
В автоматизированной ячейке можно настроить функции поточной инспекции, такие как:
- Измерение угла изгиба
- Размерный контроль
- Мониторинг качества поверхности
- Дефектные детали автоматически отбраковываются.
3. Особенности и преимущества роботизированных гибочных ячеек
1) Автоматизация и беспилотное управление
Роботы могут заменить ручной труд при загрузке и разгрузке, переворачивании, позиционировании и штабелировании, обеспечивая беспилотное непрерывное гибочное производство.
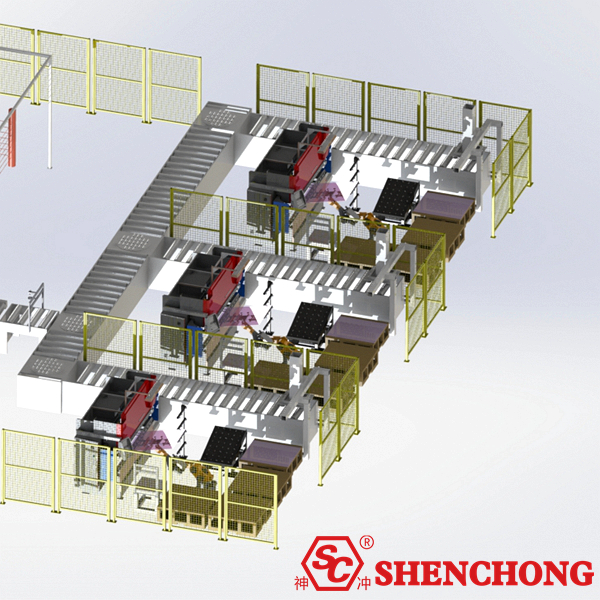
Они подходят для интеграции с интеллектуальными системами хранения материалов и станками лазерной резки для создания интеллектуальных линий по производству листового металла.
2) Высокая точность и последовательность
Захват, перемещение и позиционирование заготовки при гибке выполняются совместно роботами и системами ЧПУ, что исключает человеческие ошибки.
Запрограммированные операции обеспечивают постоянные углы и положения гибки, что делает их особенно подходящими для массового производства.
3) Гибкое производство
Роботы могут адаптироваться к различным заготовкам путем изменения программ и приспособлений, что делает их пригодными для мелкосерийного производства разнообразных листовых металлов.
Их можно гибко конфигурировать с различными моделями листогибочных прессов и вспомогательным оборудованием.
4) Повышение эффективности производства
Роботы работают быстро и непрерывно, не требуя отдыха, что обеспечивает круглосуточное бесперебойное производство.
По сравнению с ручными операциями они обеспечивают более стабильную продолжительность цикла изготовления одной детали и значительно повышают эффективность производства.
5) Снижение трудоемкости
Роботы заменяют рабочих при работе с тяжелыми, большими или опасными деталями, улучшая условия труда и снижая производственный травматизм.
Теперь работников можно переводить на технические должности, такие как программирование и инспекция.
6) Высокая безопасность
Роботы помогают поддерживать и поворачивать заготовки в процессе гибки, исключая прямой контакт рабочих с опасными зонами.
В сочетании со световыми барьерами безопасности и ограждениями это позволяет создать высокозащищенную производственную ячейку.
7) Высокая масштабируемость
Интегрировано с автоматизированные системы погрузки и разгрузки, автоматизированные транспортные средства (AGV), высотные склады и станки лазерной резки, создавая полноценную интеллектуальную производственную линию.
Поддержка интеграции MES/ERP упрощает управление информацией на умных предприятиях.
Сравнительная таблица роботизированной гибочной ячейки и ручной гибки:
Сравнительные размеры | Ручная гибка | Роботизированный гибочный блок |
Эффективность производства | Нестабильная эффективность, зависящая от квалификации работника и требующая перерывов на отдых | Стабильный и эффективный, способный работать круглосуточно и без выходных |
Точность изгиба | Большие колебания из-за влияния оператора | Программное управление обеспечивает высокую стабильность угла |
Адаптивность | Небольшие партии и широкий ассортимент продукции можно обрабатывать гибко, но эффективность низкая | Изменяйте программы и приспособления для достижения многовариантного производства, обеспечивая большую гибкость |
Интенсивность труда | Высокая утомляемость, особенно при работе с большими и толстыми пластинами | Роботы выполняют погрузочно-разгрузочные работы и переворачивание, значительно снижая нагрузку на рабочих. |
Безопасность | Рабочие должны находиться в непосредственной близости от опасной зоны изгиба, что создает угрозу безопасности. | Роботы работают в опасных зонах, не допуская людей к оборудованию и обеспечивая высокий уровень безопасности. |
Стабильность | Высокое влияние человеческого фактора, нестабильный производственный цикл | Стабильный и надежный, с постоянным временем цикла |
Стоимость рабочей силы | Требуется большое количество квалифицированных рабочих, что приводит к высоким затратам на обучение | Высокие первоначальные инвестиции, но долгосрочная экономия затрат на рабочую силу |
Масштабируемость | Сложно интегрировать с автоматизированными системами погрузки-разгрузки и складирования | Возможность интеграции с лазерной резкой, хранением материалов, роботизированными тележками и другими системами для создания интеллектуальных производственных линий. |
Сценарии применения | Мелкосерийное, крупносерийное производство | Обеспечивает средне- и крупносерийное, стандартизированное и интеллектуальное производство |
4. Резюме
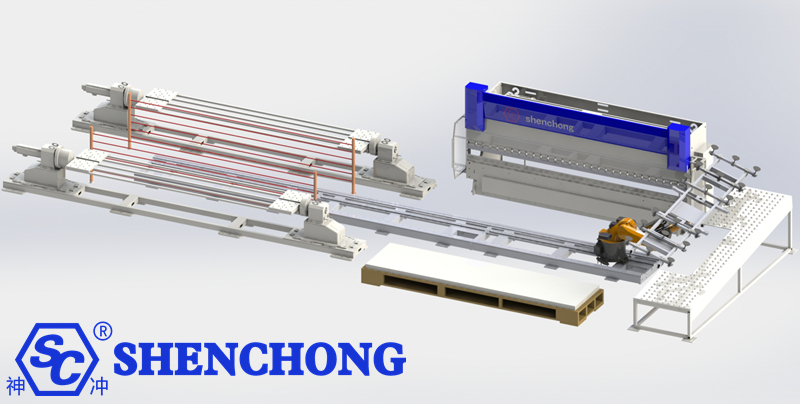
Роботизированная гибочная ячейка обычно состоит из листогибочного пресса с ЧПУ, промышленного робота, оснастки, системы загрузки и выгрузки, системы управления и функций безопасности. Системы технического зрения, устройства слежения и интеллектуальное хранилище могут быть расширены в соответствии с производственными потребностями, создавая гибкую и интеллектуальную автоматизированную линию гибки листового металла.
Полный рабочий процесс роботизированной гибочной ячейки выглядит следующим образом:
Загрузка → Позиционирование и калибровка → Гибка → Переворачивание/Вторичная гибка → Выгрузка/Укладка готовой продукции → Контроль качества (опционально).
Весь процесс координируется роботом, листогибочным прессом и системой ЧПУ, что обеспечивает автоматическое, гибкое, стабильное и эффективное производство гибки листового металла.
Главное преимущество роботизированного гибочного модуля заключается в повышении эффективности, обеспечении стабильности и сокращении ручного труда. Он сочетает в себе гибкость производства и интеллектуальные усовершенствования, идеально подходя для производителей листового металла, переходящих от традиционных ручных операций к интеллектуальному производству.




