Obsah
Čtyřválcový válcovací stroj na plechy je široce používané zařízení pro ohýbání plechů válcováním. Dokáže provádět předohýbání a tvarování plechu válcováním, je vhodný zejména pro střední a silné plechy a vysoce přesné válcování.
Ve srovnání s tříválcový válcovací stroj na plechyČtyřválcový válcovací stroj na plechy má výhody vysokého stupně automatizace, jednoduché obsluhy a malé zbytkové rovné hrany.
1. Co je to čtyřválcový válcovací stroj na plechy?

Definice:
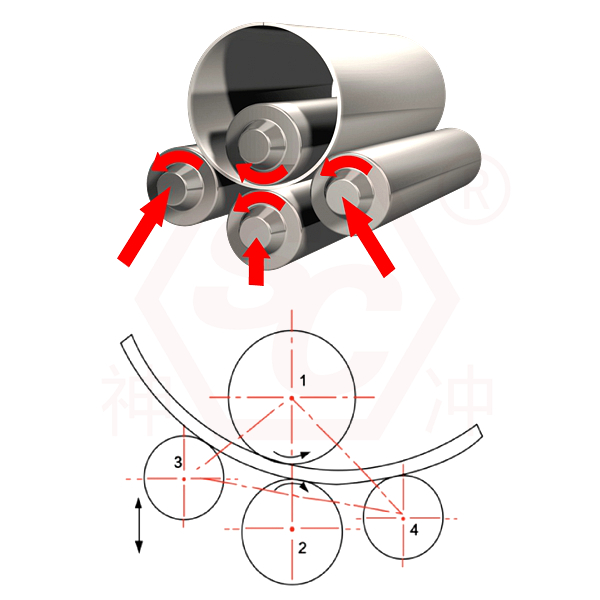
Čtyřválcová ohýbačka plechů je zařízení, které upíná, předohýbá a válcuje plech koordinovaným pohybem čtyř válců (1 horní válec, 1 spodní válec a 2 boční válce). Dokáže provést symetrické předohýbání a kruhové válcování plechu najednou.
Čtyřválcový válcovací stroj na plechy je mechanické zařízení používané k válcování kovových plechů do válcových, obloukových nebo jiných tvarů. Je široce používán v tlakových nádobách, větrné energetice, stavbě lodí, petrochemii, výrobě kotlů a dalších průmyslových odvětvích.
Stručný popis principu fungování:
- Upínání desky: Horní a spodní válec upínají desku.
- Předohýbání: Zvednutím bočního válce na jedné straně se jeden konec desky stlačí nahoru, čímž se dosáhne předohýbání (zkrácení rovných hran).
- Válcování: Válečky se pohybují koordinovaně a deska podléhá kontinuální plastické deformaci pod třemi body a nakonec se odvalí do požadovaného zakřivení.
- Vykládání: Vytvarovaný obrobek se vykládá pomocí pomocného zařízení nebo horního válečkového mechanismu.
2. Konstrukční složení čtyřválcového válcovacího stroje
Základní konstrukce čtyřválcového válcovacího stroje je základem pro jeho automatické funkce předohýbání, válcování a zaoblování. Ve srovnání s tříválcovým válcovacím strojem má čtyřválcový ohýbací stroj další pomocný válec (druhý boční válec), což výrazně zlepšuje efektivitu zpracování a přesnost válcování. Následuje popis hlavních konstrukčních součástí a funkce čtyřválcového válcovacího stroje.
1) Horní válec (horní pracovní válec)
Pozice:
umístěný v horní části středu rámu.
Funkce:
Aktivní válec pohání desku k otáčení pomocí pohonného systému.
Aplikuje hlavní ohybovou sílu směrem dolů na desku.
Vlastnosti:
Obvykle elektricky poháněné, s největším průměrem a lze je vhodně vertikálně zvedat a spouštět.
2) Spodní válec (spodní pracovní válec)
Pozice:
Nachází se dole, rovnoběžně s horním válečkem.
Funkce:
Jako poháněný válec hraje roli upínání desky.
Lze pohybovat nahoru a dolů pro nastavení upínací síly.
Vlastnosti:
Někdy je to také hnací válec. Slouží k upínání a nastavení počáteční polohy desky horním válcem.
3) Levý a pravý váleček (boční váleček)
Pozice:
Na obou stranách horního a dolního válce, blízko spodního válce.
Funkce:
Realizujte funkci předběžného ohýbání.
Řízení trajektorie ohybu a tvarovacího poloměru desky.
Vlastnosti:
Lze je zvedat nebo otáčet jednotlivě, obvykle ovládané hydraulickým systémem.
Jejich trajektorii pohybu lze programově řídit, aby se dosáhlo odvalování různých tvarů (válce, kužely atd.).
4) Hlavní pohonné zařízení
- Obvykle motor + reduktor.
- Přímo pohání horní válec (nebo horní a dolní válec) pro otáčení a pohyb desky.
- Zajišťuje konstantní lineární rychlost mezi válci pro zlepšení přesnosti válcování.
5) Hydraulický systém
- Řídí zvedání a boční pohyb spodního válce a bočních válců.
- Zajišťuje regulaci tlaku během válcování.
- Obvykle zahrnuje hydraulické válce, hydraulická čerpadla, skupiny regulačních ventilů, olejové nádrže atd.
6) Rám stroje
- Podpírá celou konstrukci zařízení.
- Zajišťuje přesnost polohy válečků a celkovou tuhost zařízení.
- Vyrobeno z masivních svařovaných ocelových konstrukcí nebo odlitků pro zajištění vysoké odolnosti proti zatížení.
7) CNC řídicí systém
- Používá se k ovládání pohybu různých částí válcovacího stroje a nastavování parametrů.
- Obvykle vybaveno PLC, dotykovou obrazovkou a rozhraním člověk-stroj (HMI).
- Realizuje automatizované řízení a podporuje vícesegmentové válcovací operace.
8) Pomocné zařízení (volitelné)
- Podávací zařízení: například hydraulická nakládací plošina.
- Vykládací zařízení: například nosný rám, zařízení pro otáčení válců.
- Bezpečnostní zařízení: tlačítko nouzového zastavení, ochranný kryt, systém detekce posunutí atd.
3. Princip činnosti čtyřválcových ohýbaček plechů

Čtyřválcový válcovací stroj na plechy je pokročilé zařízení pro tváření plechů. Jeho princip práce spočívá v tom, že plech vyvíjí plastickou deformaci působením mechanického a hydraulického tlaku prostřednictvím koordinovaného působení čtyř pracovních válců (horní válec, spodní válec, levý válec, pravý válec), čímž se dosahuje automatického předohýbání a přesného válcování. Následující část bude podrobně analyzována jeho princip práce z hlediska konstrukce, procesu, síly, řízení atd.
1) Podávání listů
- List se podává z boku nebo zepředu přes podávací plošinu.
- Po zarovnání středu je upnut a polohován horními a dolními válečky.
2) Upínání plechu
- Spodní válec se zvedne a pevně přitlačí plech pod horní válec.
- Počáteční upínací stav je vytvořen a připraven k válcování.
3) Předohýbání plechů (odstranění zbytkových rovných hran)
- Zvedněte boční válec na jedné straně (například levý válec).
- Jeden konec plechu se zvedne a s horním a dolním válcem vytvoří tříbodovou sílu, která způsobí jeho částečné ohnutí (předohnutí).
- Plech se otáčí a operace se opakuje na druhém konci, aby se dosáhlo předběžného ohnutí na obou koncích.
- Tato metoda výrazně snižuje zbytkové rovné hrany a zlepšuje kvalitu tváření.
4) Válcování plechů
- Boční válce se postupně zvedají (programovatelné ovládání zakřivení).
- Plech je v režimu tříbodového ohýbání kontinuálně rolován do oblouku nebo válce.
- Hnací válec nepřetržitě posouvá plech dopředu a vytváří tak úplný kruhový průřez.
5) Vykládání plechu
- Po dokončení válcování lze horní válec otočit nebo posunout do strany.
- Vytvářený obrobek je vykládán hydraulickými nebo mechanickými pomocnými mechanismy.
- Může přímo pokračovat k dalšímu procesu svařování nebo zaoblování.
4. Silová analýza čtyřválcového válcování plechů
Analýza sil čtyřválcového válcovacího stroje na plechy je klíčovou součástí pochopení jeho válcovacího mechanismu, řízení přesnosti a optimalizace procesu tváření. Výhodou čtyřválcové konstrukce z hlediska síly je, že dokáže vytvořit ideálnější tříbodový ohýbací systém, efektivně řídit proces deformace plechu a zlepšit kvalitu předohýbání a válcování.
1) Hlavní body namáhání čtyřválcového válcovacího stroje
Během válcování je deska vystavena především následujícím silám:
- Horní přítlak válce: aplikuje hlavní ohybovou sílu na desku, aby se plasticky ohnula.
- Síla podpěry spodního válečku: upíná desku horním válečkem a zároveň poskytuje oporu a přenos.
- Horní tlak bočního válce: řídí zakřivení a přesnost tvaru během předběžného ohýbání a válcování.
- Tření: vzniká třením mezi horním/dolním válečkem a deskou, které slouží k pohonu desky.
- Odrazová síla desky: pružná síla zotavení desky po ohybu, což je důležitý faktor ovlivňující přesnost.
2) Analýza fáze silového procesu
Počáteční fáze upínání:
- Deska je umístěna mezi horním a dolním válcem.
- Spodní válec se zvedne a vyvíjí tlak, čímž s horním válcem vytváří upínací sílu a vytváří tak normální tlak.
- Tření mezi horními/dolními válci řídí pohyb desky.
Fáze předběžného ohýbání:
- Jeden boční válec se zvedá a s horním a dolním válcem vytváří tříbodovou sílu.
- Konec desky je ohnutý a lokálně se vytvoří zóna plastické deformace.
- Ohybový moment vzniká pod střední osou tloušťky desky, čímž vzniká asymetrické rozložení napětí.
Válcovací fáze:
- Deska je vystavena síle mezi třemi opěrnými body (horní válec + dva boční válce).
- Při plynulém pohybu vpřed se mačká a ohýbá, čímž vytváří souvislou křivku.
- Poloměr ohybu je určen polohou bočních válečků a rozložení tlaku musí být rovnoměrné.
Během procesu ohýbání je stav napětí uvnitř desky:
- Horní povrch je tahový a napětí je kladné.
- Spodní povrch je stlačený a napětí je záporné.
- Napětí v neutrální ose je nulové a dochází k ohybu, ale nedochází k prodloužení.
3) Pevnostní výhody čtyřválcové konstrukce
Porovnávací položky | Tříválcový válcovací stroj na plechy | Čtyřválcový válcovací stroj na plechy (výhody) |
Bod podpory | 2 strany + 1 střed | Skutečná tříbodová tvarovací struktura |
Stabilita plechu | Talíř se snadno posouvá | Stabilní upevnění a upínání desky |
Přesnost odvalování | Generál | Vysoká (řiditelné nastavení ohybového momentu) |
Schopnost předohýbání | Slabý | Pevná (konstrukce podporuje pozitivní i negativní předohýbání) |
Kontrola doskoku | Obtížné přesně ovládat | Programovatelná kompenzace + dynamické nastavení |
5. Metoda řízení valivých pohybů
S rozvojem technologií se válcovací stroje na plechy postupně přesouvají od tradičního manuálního/hydraulického řízení k elektronickým číslicovým řídicím systémům (NC) a počítačovým číslicovým řídicím systémům (CNC), čímž se dosahuje vyšší úrovně inteligentní výroby. Právě metoda řízení válcování čtyřválcového válcovacího stroje určuje jeho přesnost tváření, provozní efektivitu a úroveň automatizace.
1) Řízení polohy válců (řízení posunu)
- Ovládání zvedání a spouštění horního válce, spodního válce, levého a pravého bočního válce
- Určete poloměr ohybu a tlakovou plochu desky během procesu tváření
- Řízení v uzavřené smyčce je obvykle doplněno hydraulickým proporcionálním ventilem + snímačem posuvu
2) Řízení trajektorie valení
- Ovládání trajektorie pohybu bočního válce (šikmá čára, křivka)
- Dosáhněte složitých tvarů (jako jsou kuželové válce) nebo vícesegmentového obloukového válcování
- Trajektorie je obvykle předprogramována CNC systémem
3) Ovládání upínání
- Řízení upínacího tlaku horních a dolních válečků na desce
- Ujistěte se, že deska během otáčení neklouže
- Odpovídá různým materiálům Dynamické nastavení kvality a tloušťky
4) Ovládání pohonu (nastavení rychlosti)
- Ovládejte rychlost otáčení válce pro dosažení plynulého podávání
- Pokročilý řídicí systém dokáže upravit zrychlení a zpomalení během procesu válcování
- Důležité je zabránit roztržení materiálu, přetlaku nebo poškození povrchu
5) Programované řízení (automatická logika)
V řídicím systému je přednastaveno několik kroků válcování:
- Umístění desky
- Automatické upínání
- Předohýbání prvního konce
- Rotace desky
- Předohýbání druhého konce
- Válení v kruhu
- Vykládka atd.
Uživatelé stačí zadat parametry, jako je tloušťka plechu, materiál a průměr válce, a systém automaticky upraví polohu a pohyb každého válce.
6. Analýza výhod čtyřválcového válcovacího stroje
Čtyřválcový válcovací stroj na plechy se široce používá v moderní výrobě tvářecích plechů, a to především proto, že jeho konstrukce a řídicí systém přinášejí mnoho výhod. Ve srovnání s tradičními zařízeními, jako jsou tříválcové válcovací stroje a symetrické válcovací stroje, má čtyřválcový válcovací stroj zjevné výhody v přesnosti, efektivitě, ovladatelnosti atd.
1) Konstrukční výhody čtyřválcového válcovacího stroje
- Čtyřválcová konstrukce: aktivní horní válec + upnutí spodního válce + oboustranné nastavení válce, stabilnější konstrukce. Podporuje symetrické válcování a asymetrické předohýbání.
- Spodní pevná deska s válečkem: deska je vždy na pevném válečku, není snadné ji posouvat, snadno se polohuje a přesnost ovládání je snadná.
- Není třeba plech obracet: Na rozdíl od tříválcového stroje se plech během celého válcování zpracovává vždy na stejné straně, bez otáčení.
2) Výhody procesu a provozu
- Jednorázové tváření: předohýbání + válcování lze provést ve stejném procesním cyklu, což snižuje manuální chyby a chyby při polohování.
- Silná schopnost předohýbání na obou koncích: levý a pravý boční váleček lze zvedat a spouštět a nezávisle provádět přesné předohýbání na obou koncích (téměř žádné rovné hrany).
- Přizpůsobení kuželovému válcování: trajektorii bočního válce lze programově nastavit, vhodné pro nekruhové struktury, jako jsou kuželové válce a elipsy.
- Snadná obsluha: Většina čtyřválcových válcovacích strojů je vybavena CNC systémy (NC/CNC) a uživatelé potřebují k ovládání pouze zadat parametry.
- Přizpůsobení široké škále tlouštěk plechů: lze válcovat různé kovové plechy o tloušťce od 1 mm do více než 100 mm (v závislosti na modelu).
- Nižší požadavky na obsluhu: Ve srovnání s tříválcovým válcovacím strojem má nízkou technologickou náročnost, je snadný pro začátečníky a je bezpečnější.
3) Výhody kvality tváření
- Vyšší kruhovitost: Přesnost vícebodového řízení síly je vysoká a kruhovitost a válcovitost válcovaného tvarování jsou lepší než u tříválcového.
- Dobrá kontrola odskoku: Síla bočních válců je plynule regulovatelná, což může snížit elastický odskok a zlepšit přesnost odvalování.
- Dobrá kvalita povrchu: Deska se snadno neposouvá, není nutné ji otáčet a zabraňuje se škrábancům, záhybům a dalším vadám.
- Přesnější dokování hran: Rovná hrana je malá, což usnadňuje následné automatické svařování, dokování švů a další přesné operace.
4) Výhody efektivity výroby a automatizace
- Plně automatický řídicí systém: podporuje NC/CNC programování, má funkci ukládání do paměti a je vhodný pro hromadnou výrobu.
- Zkrácená doba zpracování: Všechny kroky se provádějí v jednom polohování, což zkracuje celkovou dobu zpracování o 30%–50%.
- Vhodné pro automatizované výrobní linky: Může propojit nakládací a vykládací systémy, roboty, svařovací stanice a další zařízení.
- Podpora vzdáleného monitorování/diagnostiky: Některá špičková zařízení lze připojit k internetu a dosáhnout tak přístupu k průmyslovému internetu věcí (IIoT).
5) Porovnání typických výhod tříválcového válcovacího stroje
Porovnávací položky | Tříválcový válcovací stroj na plechy | Čtyřválcový válcovací stroj na plechy (výhody) |
Funkce předběžného ohýbání | Vyžaduje vícenásobné otočení, velké rovné hrany | Automatické předohýbání, extrémně krátká pravítka (≤1,5násobek tloušťky plechu) |
Centrování a polohování | Spoléhá na manuální zkušenosti při polohování | Deska je upevněna na spodním válci a automaticky vycentrována |
Účinnost odvalování | Mnoho procesů, nízká efektivita | Všechny válcovací procesy jsou dokončeny najednou |
Kuželová válcovací kapacita | Strukturální omezení ztěžují dosažení | Nastavitelná trajektorie válce, volné ovládání úhlu kužele |
Provozně technické potíže | Vysoká, vyžaduje kvalifikované pracovníky | Nízké, přátelské CNC rozhraní, snadné školení |
7. Jak vybrat čtyřválcový válcovací stroj na plechy?
Nákup čtyřválcového válcovacího stroje je důležitým investičním rozhodnutím do zařízení, které přímo souvisí s efektivitou výroby, přesností zpracování a dlouhodobou rozvojovou schopností podniku. Následuje systematický a praktický návod a pokyny k nákupu čtyřválcového válcovacího stroje, které vám pomohou s vědeckým výběrem podle skutečných potřeb a vyhnou se zbytečnému plýtvání a skrytým nebezpečím.
1) Ujasněte si požadavky vaší žádosti
Před výběrem modelu si musíte ujasnit vlastnosti obrobku a výrobní metody:
Klíčové parametry | Úvahy |
Tloušťka plechu | Rozsah maximální/minimální tloušťky obráběného plechu (ovlivňuje průměr horního válce a hydraulický systém) |
Šířka listu | Maximální šířka obrábění určuje požadavky na šířku a tuhost tělesa stroje |
Typ materiálu | Tlak a poloměr tváření ovlivňují obyčejná uhlíková ocel, nerezová ocel, hliníková slitina, otěruvzdorná ocel atd. |
Minimální průměr válce | Požadovaný minimální vnitřní průměr? Zahrnuje ohybovou kapacitu a uspořádání válečků |
Typ obrobku | Válec, kužel, elipsa, nestandardní díly? Ovlivňuje řídicí systém a návrh trajektorie bočních válců |
Velikost dávky | Kusová úprava nebo velká série? Rozhodněte se, zda vybavit CNC nebo automatickým nakládacím a vykládacím zařízením. |
2) Doporučení pro výběr hlavních technických parametrů
- Průměr horního válce: měl by být dostatečně velký, aby odolal maximální ohybové síle a zabránil průhybu; ovlivněn tloušťkou válcovaného plechu.
- Nižší průměr válečku a bočního válečku: ovlivňuje stabilní upínací a ohýbací účinek a symetrická struktura je lepší.
- Tlak v hydraulickém systému: čím vyšší tlak, tím silnější je zpracovatelská kapacita, ale také se zvyšují náklady.
- Výkon motoru: přímo určuje kapacitu pohonu desky a rychlost zpracování.
- Rozteč a uspořádání válců: určují kvalitu tváření a minimální průměr válců. Excentrické boční válce jsou vhodné pro kuželové válcování.
- Řídicí režim: NC je vhodný pro konvenční aplikace, CNC je vhodný pro složité a vysoce přesné scénáře.
- Materiál konstrukce stroje: vysokopevnostní litá ocel nebo svařovaná konstrukce pro zajištění dlouhodobé odolnosti proti deformaci.
3) Doporučení ohledně značky a poprodejních služeb
Klíčem je výběr spolehlivého výrobce a perfektní poprodejní podpora.
- Dejte přednost známým značkám nebo výrobcům s dobrou pověstí v oboru: kvalita zařízení je zaručena a klíčové komponenty mají dlouhou životnost.
- Prohlédněte si montážní a zkušební místo výrobce: prohlédněte si skutečný valivý účinek a pochopte funkčnost řídicího systému.
- Zajistěte, aby dodavatel poskytoval instalační, zprovozňovací a zaškolovací služby: zkraťte tak cyklus stroje a zvyšte efektivitu výroby.
- Pochopte dobu odezvy po prodeji a podporu náhradních dílů: Včasná údržba je nesmírně důležitá, když dojde k selhání zařízení.
4) Shrnutí nápadů pro výběr čtyřválcového válcovacího stroje
Pro uspořádání vašich potřeb a komunikaci s výrobcem můžete použít následující tabulku:
Položka | Popis dat nebo požadavků |
Maximální tloušťka plechu | Například ocel Q345 o tloušťce 20 mm |
Rozsah šířky desky | 2000 mm |
Minimální vnitřní průměr | 400 mm |
Typ obrobku | Válec + kužel |
Zpracování materiálu | Smíšená nerezová ocel a uhlíková ocel |
Metoda řízení | NC nebo CNC |
Dávka nebo ne | Ano, doporučuje se nakonfigurovat podávací zařízení |
Omezení místa instalace | Požadavky na šířku/výšku/únosnost základů atd. |




