SC SHENCHONG dodává jednu sadu WDK 200 Tons 3200MM hybridní servo ohraňovací lis do Saúdské Arábie.
Vzhledem k horkému počasí si klienti v Saúdské Arábii vždy dávají přednost našemu hybridnímu servo ohraňovacímu lisu řady WDK. Tato řada má výhodu v tom, že se teplota oleje ve stroji během jeho provozu nezvyšuje, což zajišťuje jeho stabilní chod.
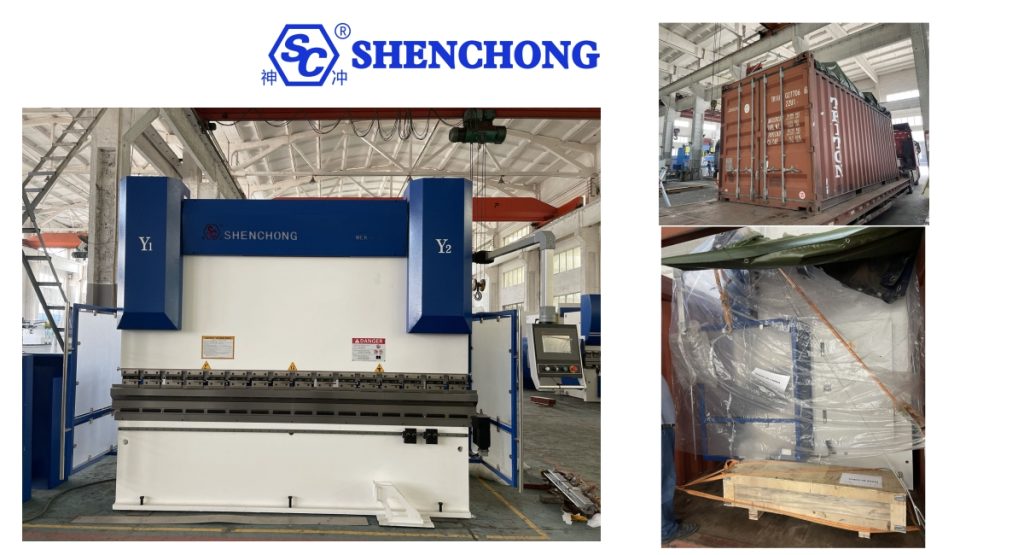
Detaily stroje - Hybridní servo ohraňovací lis do Saúdské Arábie
TYP | WDK-200/3200(ESA S640) | ||
ČÍSLO SR. | POLOŽKA | JEDNOTKA | SPECIFIKACE |
1 | Jmenovitý tlak | kN | 2000 |
2 | Délka stolu | mm | 3200 |
3 | Vzdálenost mezi pouzdry | mm | 2660 |
4 | Hloubka hrdla | mm | 400 |
5 | Mrtvice | mm | 200 |
6 | Rychlost přiblížení | mm/s | 180 |
7 | Rychlost návratu | mm/s | 180 |
8 | Pracovní rychlost | mm/s | 10 |
9 | Osa (6+1) |
| Y1, Y2, X, R, Z1, Z2+V |
10 | Tolerance rovnoběžnosti Y1, Y2 | mm | ±0,01 |
11 | Přesnost libovolného polohování osy X | mm | ±0,025 |
12 | Přesnost opakovaného polohování osy X | mm | ±0,015 |
13 | Rychlost osy X | mm/s | 0-500 |
14 | Rozteč polohování osy X | mm | 5-1000 |
15 | Přesnost opakovaného polohování osy R | mm | ±0,02 |
16 | Rychlost osy R | mm/s | 0-500 |
17 | Rozteč polohování osy R | mm | 200 |
18 | Přesnost opakovaného polohování os Z1, Z2 | mm | ±0,05 |
19 | Rychlost osy Z1, Z2 | mm/s | 0-500 |
20 | Rozteč pohybu os Z1, Z2 | mm | 2000 |
21 | Otevřená výška | mm | 470 |
22 | Servomotor osy X | kW | 0.75 |
23 | Servomotor osy R, (Z1,Z2) | kW | 1, (0.4×2) |
24 | Hlavní motor | kW | 8×2 |
25 | Objem olejové nádrže | L | 80*2 |
26 | Celkové rozměry (D*Š*V) | mm | 3760x1880x2670 |
27 | Hmotnost | T | 10.7 |
ČÍSLO SR. | POLOŽKA | KONFIGURACE |
1 | Řídicí systém | ESA s640 (Itálie) |
2 | Hydraulický řídicí systém | REXROTH (Německo) |
3 | Ferrule | EMB (Německo) |
4 | Vysokotlaké zubové čerpadlo | ECKERLE (Německo) |
5 | Magnetické pravítko na zábradlí | ELGO (Německo) |
6 | Těsnicí kroužek | SKF (Švédsko) |
7 | Horní razník a spodní matrice | ŠEN-ČUNG |
8 | Systém zadního dorazu | ŠEN-ČUNG |
9 | Olejový válec | ŠEN-ČUNG |
10 | Válečkové vedení pro těžké náklady | ŠANGHAJ |
11 | Primární motor | Servomotor STARS |
12 | Jednopólový/bipolární vzduchový spínač | Schneider |
13 | stykač AC, tepelné relé | Schneider |
14 | Jistič, tlačítko | Schneider |
15 | Miniaturní relé | Schneider |
16 | Lineární vedení, kuličkový šroub | SHAC (Tchaj-wan) |
17 | Servomotor zadního dorazu | DETAL (Tchaj-wan) |
18 | Bezpečnostní ochrana (boční a zadní kryt) | ŠEN-ČUNG |
Aby společnost SHENCHONG splnila požadavky zákazníků na ohýbání, oznámila uvádění hybridního servo CNC ohraňovacího lisu WDK Serie, který poskytuje další výhody v oblasti rychlosti ohýbání, úspory energie a pracovního prostředí.
Ohraňovací lis řady WDK je vybaven dotykovým grafickým programovacím CNC ovladačem a je k dispozici v celkem 6 osách se 4osým zadním dorazem. Řada WDK je určena a navržena pro zákazníky, kteří hledají lepší provozní zkušenosti a ekologické výrobní cíle.
Návrh klienta na ohýbání obrobků
Tento klient ze Saúdské Arábie potřebuje ohýbat speciální obrobky na speciálně navržených nástrojích pro ohraňovací lisy.
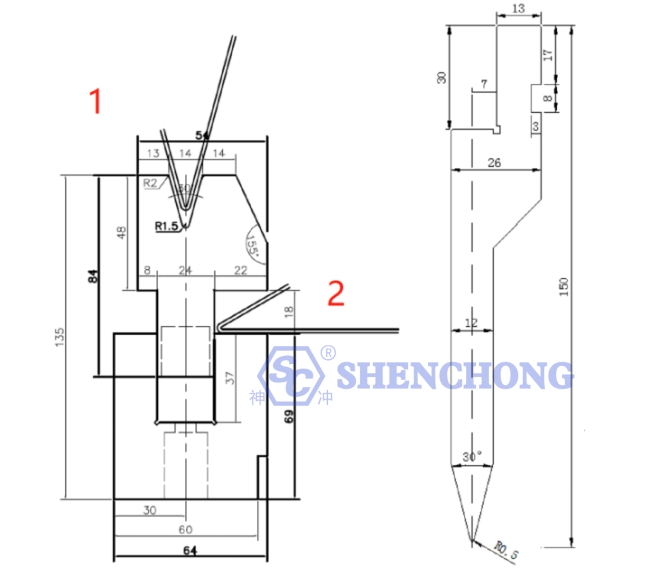
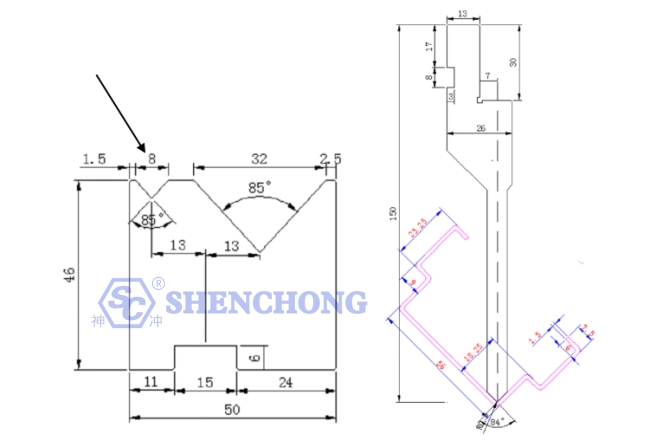
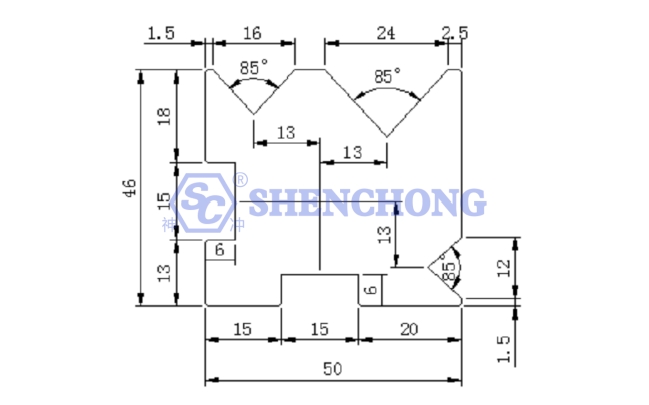
Obráběcí stroje - Horní razník a spodní matrice
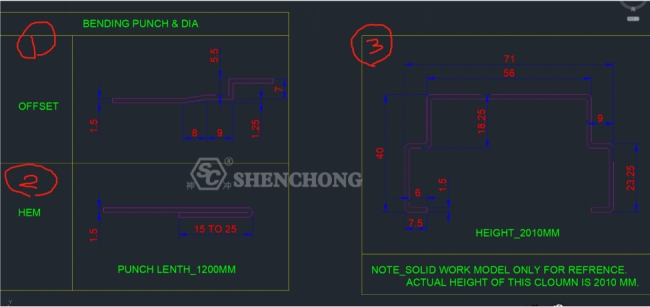
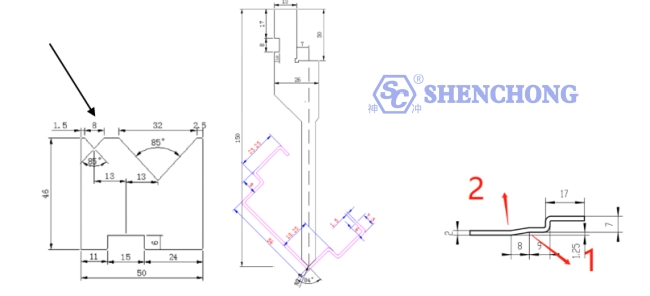
a) Pro ohýbání obrobku č. 2: vyberte níže horní razník a spodní matricu (1200 mm, 42CrMo), níže uvedené ohraňovací lisy mohou ohýbat tloušťku 1,2 mm – 2 mm. Krok 1: použijte drážku V14 k ohnutí plechu, jak je uvedeno níže „1“, poté olemujte úhel, jak je uvedeno níže „2“.
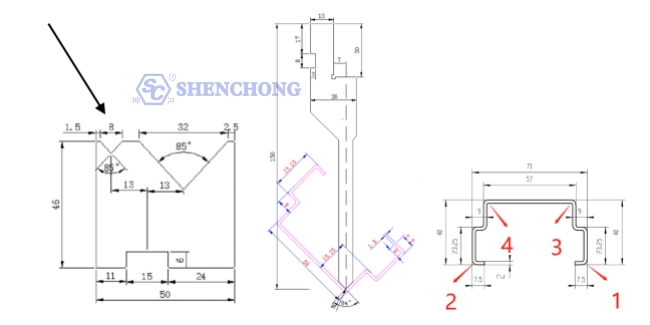
b) Pro ohýbání obrobku č. 1 a č. 3 (tloušťka od 1,2 mm do 1,5 mm) zvolte horní razník a spodní matricu (2500 mm, 42CrMo) a použijte drážku V8.
c) Ohnutí obrobku č. 3 (tloušťka 2 mm), krok 1. Vyberte níže uvedený tvářecí nástroj (2200 mm, 55SiCr) pro ohnutí dílu, jak je znázorněno níže:

Krok 2: výměna ohraňovacího nástroje b), použijte drážku V8 k ohýbání dalších úhlů.
d) Pro ohýbání obrobku č. 1 o 2 mm, v kroku 1 zvolte níže uvedený tvářecí nástroj (1200 mm, 55SiCr) pro ohýbání dílu, jak je znázorněno:
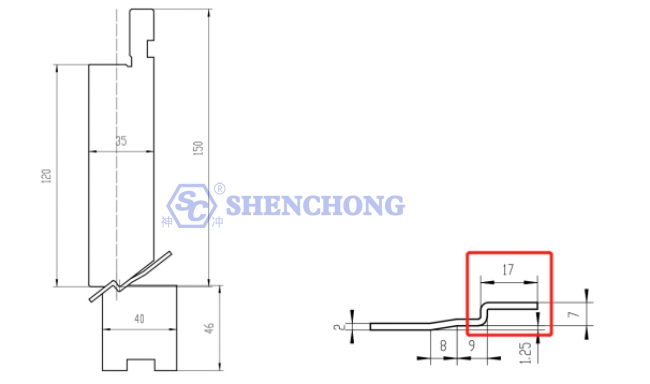
Krok 2:
Změna b) ohraňovacího nástroje pro ohýbání dalších dílů:
e) Pro ohýbání plechů normálního tvaru o tloušťce 1,5 mm, 2 mm a 3 mm můžete použít spodní razník a horní razník zobrazené v bodě b) (3200 mm, 42CrMo).
f) Všechny výše uvedené spodní matrice musí být umístěny na spodní podpěře matrice, viz níže uvedený schematický diagram.