
Obsah
CNC ohraňovací lis je vysoce přesné mechanické zařízení používané k ohýbání, tváření a dalším operacím zpracování plechů. Jeho obsluha vyžaduje určité dovednosti a zkušenosti. Tento stroj se může zdát složitý a výkonný, ale ve skutečnosti, pokud zvládnete správné metody obsluhy, můžete jej snadno ovládat. Tento článek si klade za cíl poskytnout vám komplexní návod k obsluze CNC ohraňovacího lisu, který vám pomůže rychle začít a zvýšit efektivitu práce.
Obsluha CNC ohraňovacího lisu Obecný úvod
CNC ohraňovací lis Způsob provozu zahrnuje hlavně následující kroky.
- Příprava ke spuštění: Před zahájením operace si nejprve ujasněte cíl ohýbání, včetně tloušťky, materiálu a úhlu ohybu plechu, který je třeba ohýbat. Tyto informace určí, jak nastavíte parametry CNC ohýbačky. Zkontrolujte výkon zařízení, program a nastavení formy stroje, abyste se ujistili, že je v dobrém stavu. Zapněte hlavní napájení obráběcího stroje, aktivujte hydraulický motor a proveďte operaci nulování obráběcího stroje.
- Nastavení a programování formy: Vyberte vhodnou horní a dolní formu na základě délky, tloušťky plechu a ohybového tlaku obrobku a ujistěte se, že ohybový tlak je menší než tlakový odpor formy. Programujte na CNC řízeném LCD panelu s možností přímého programování nebo programování úhlů, abyste zabránili kolizi mezi obrobkem, horní a dolní formou a měřidlem. Ujistěte se, že jste zajistili přesné nastavení parametrů, abyste neovlivnili ohybový efekt.
- Seřízení a příprava: Seřiďte zdvih hydraulického ohraňovacího lisu tak, aby při sestupu horní formy ke spodní byla mezera v závislosti na tloušťce plechu, a zabránilo se tak poškození formy a stroje. Zvolte vhodnou šířku drážky a po seřízení upravte blokovací materiál.
- Zahájení ohýbání: Stiskněte nožní spínač pro zahájení ohýbání, který lze kdykoli uvolnit a ohýbačka se zastaví. V případě potřeby pokračujte v ohýbání pokračováním v stisknutí spínače.
- Programování a spuštění: Pomocí řídicího systému můžete zapsat ohýbací programy a zadat parametry, jako je úhel ohybu a počáteční poloha. Nahrajte zapsaný program do řídicího systému CNC ohraňovacího lisu, vyberte automatický režim spuštění a stroj automaticky dokončí operaci ohýbání podle nastavených parametrů a kroků.
- Kontrola a dokončení práce: Po dokončení ohýbání zkontrolujte, zda velikost, úhel a tvar obrobku splňují požadavky. Proveďte nezbytná nastavení a jemné doladění pro zajištění kvality obrobku. Vyčistěte pracovní prostor, zaznamenejte provozní parametry a programy.
Dodržením výše uvedených kroků hydraulický ohýbání brzda stroj lze efektivně používat k ohýbání různých kovových plechů.
Bezpečnostní opatření při provozu
Během provozu CNC ohraňovacího lisu musí obsluha dbát na bezpečnost a vyhýbat se nehodám.
Při provádění ohýbacích operací je třeba věnovat pozornost kontrole ohýbací síly a rychlosti, aby se předešlo problémům, jako je zlomení a deformace.
Při seřizování formy je třeba dbát na zajištění rovnoběžnosti a mezery mezi horní a dolní formou, aby se zajistila kvalita a přesnost ohýbání.
Během provozu je důležité sledovat provozní stav stroje a ohýbání desky a včas provádět úpravy a kontroly.
Po dokončení operace by měly být provedeny čisticí a údržbářské práce, aby byl zajištěn normální provoz stroje.
Údržba ohraňovacího lisu
Před prováděním údržby nebo čištění stroje by měla být horní raznice zarovnána se spodními raznicemi a stroj by měl být spuštěn a vypnut, dokud není práce dokončena. Pokud je nutné spustit stroj nebo provést jiné operace, měl by být zvolen ruční režim a měla by být zajištěna bezpečnost. Obsah údržby je následující:
Okruh hydraulického oleje
- Hladinu oleje v palivové nádrži kontrolujte každý týden a také po údržbě hydraulického systému. Pokud je hladina oleje pod ryskou, doplňte hydraulický olej.
- Hydraulický olej používaný v tomto stroji je ISO HM46 nebo MOBIL DTE25.
- U nového stroje by se měl olej vyměnit po 2000 hodinách provozu a poté každých 4000–6000 hodin provozu. Po každé výměně oleje by se měla vyčistit olejová nádrž.
- Teplota oleje v systému by se měla pohybovat mezi 35 °C a 60 °C a neměla by překročit 70 °C. Pokud je příliš vysoká, může to způsobit zhoršení a poškození kvality oleje a příslušenství.
Filtr
- Filtr by měl být vyměněn nebo důkladně vyčištěn při každé výměně oleje.
- Pokud má obráběcí stroj související alarmy nebo jiné abnormality filtru, jako je například špatná kvalita oleje, měl by být vyměněn.
- Vzduchový filtr na palivové nádrži by měl být kontrolován a čištěn každé 3 měsíce, nejlépe vyměňován každý rok.
Hydraulické komponenty
- Hydraulické komponenty (substráty, ventily, motory, čerpadla, olejové potrubí atd.) čistěte měsíčně, abyste zabránili vniknutí nečistot do systému, a nepoužívejte čisticí prostředky.
- Po jednom měsíci používání nového ohraňovacího lisu zkontrolujte, zda nedošlo k deformaci ohnutých částí olejových trubek. Pokud se vyskytnou nějaké abnormality, měly by být vyměněny. Po dvou měsících používání dotáhněte všechna připojení příslušenství a před prováděním této práce stroj vypněte.
Výběr a ladění nástrojů pro ohraňovací lisy
Horní děrovač
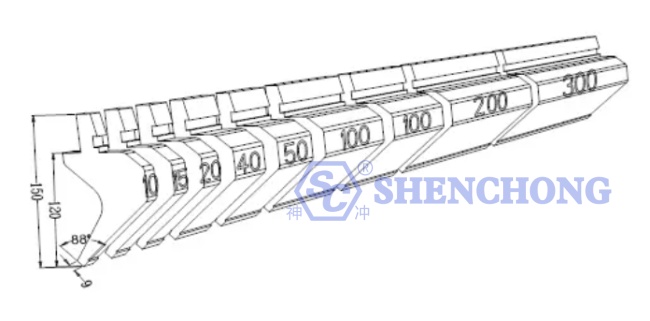
Horní razník ohraňovacího lisu, známý také jako skládací nůž, se dělí na dva typy: integrální a segmentový. Délka integrální horní formy je 415 mm, respektive 835 mm.
Dělená délka: 10, 15, 20, 40, 50, 100 (levé ucho), 100 (pravé ucho), 200, 300 (mm). Segmentační modul lze použít ke kombinaci délek ohybu různých délek. Horní forma se dělí na čtyři typy: rovný horní razník, zakřivený horní razník, zakřivený horní razník a speciální horní razník.
Typy a charakteristiky zpracování rovného horního děrovače
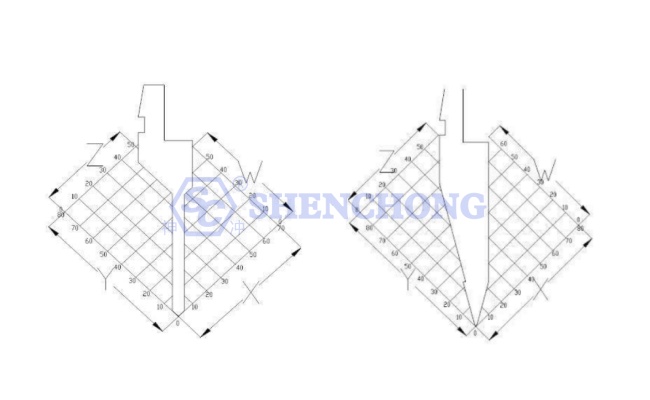
Rovný horní razník je vhodný pro ohýbání symetrických výrobků, lze se vyhnout ohýbání v předním i zadním směru a tloušťka nástroje je 6 mm, takže ohýbací otvor může být až 6 mm.
Analýza nástroje: Z diagramu simulace ohýbání nástroje je patrné, že nástroj lze ohýbat v přední i zadní poloze, ale délka Z a W je menší než délka X a Y. Úhel hrotu nástroje tohoto typu je 88 stupňů a úhel R hrotu nástroje je 0,2. Kromě toho se běžně používají nástroje s úhlem hrotu nástroje 30 stupňů a 45 stupňů. Úhel břitu je 30 stupňů a úhel R břitu je 0,67, takže jej lze ohýbat v úhlu od 30 stupňů do 180 stupňů. Použitím malého úhlu hrotu nástroje lze zabránit vzniku otvorů nebo matic. Kromě toho jej lze také použít jako hlubokou vkládací formu a nástroj lze ohýbat v přední i zadní poloze.
Typy a charakteristiky zpracování zakřiveného horního razníku
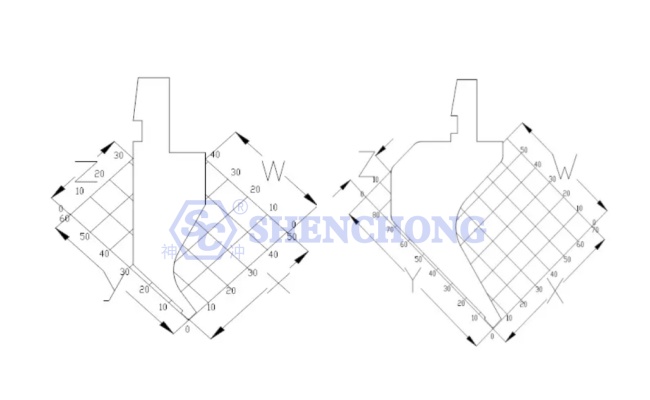
Analýza nástroje: Nástroj během procesu ohýbání využívá hlavně vyhýbací účinek ve směru W. Pokud je X>15 mm, jeho vyhýbací účinek se zhoršuje. Podmínky ohybu splňuje pouze tehdy, když je Y>30, jinak narazí do zadní části nástroje. Tento typ nástroje je běžně známý jako malý zakřivený horní razník. Pokud je X>25 mm, jeho vyhýbací účinek se zhoršuje. Pokud je Y>75, je podmínka ohybu splněna, jinak narazí do zadní části horního razníku. Tento typ nástroje je běžně známý jako velký zakřivený horní razník.
Typy a charakteristiky zpracování horního razníku s kruhovým obloukem
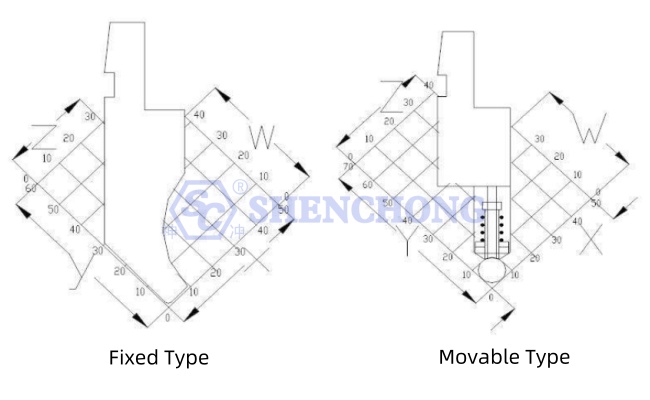
Analýza nástrojů: Obloukové horní razníky se dělí na pevné a pohyblivé typy. Obloukové horní razníky splňují podmínky zpracování různých obloukových ohybů nahrazením kulaté tyče. Pevné obloukové horní razníky mají stejný zamezovací účinek jako malé ohýbací nástroje, pokud je velikost X větší než 10 mm. Společnými kritérii výběru pro V-drážku spodní formy jsou průměr oblouku plus dvě tloušťky plechu.
Typy a charakteristiky zpracování speciálního horního razníku
Speciální horní razník pro ohraňovací lis Patří sem formy na rozdíl fází, zplošťovací formy a některé speciální tvarované ohýbací formy.
A: Existují dva typy diferenciálních forem: 415 mm a 835 mm. Specifikace rozměrů dělicího tvaru odpovídají specifikacím řezného nástroje a tvar ohybu je znázorněn v tvářecím diagramu. Pokud je však tloušťka plechu silná, například T=2,0, bude vzhledem k silnému protlačení a omezením samotné formy obtížné ji tvarovat.
B: Horní forma zplošťovací formy je plochá forma a spodní forma může být nahrazena běžnou ohýbací spodní formou, ale měla by se vyhnout drážce ve tvaru V. Používá se hlavně pro zplošťování mrtvých hran, nýtování matic a další metody zpracování.
Spodní matrice ohraňovacího lisu
Spodní matrice ohraňovacího lisu zahrnuje ohýbání spodní formy, vkládání hluboké spodní formy atd.
Výběr spodní matrice pro ohraňovací lis je založen především na tloušťce zpracovávaného produktu. Pokud je z důvodu omezení zpracování nutné zvolit pro zpracování velké nebo malé V-zářezy, je třeba odpovídajícím způsobem upravit koeficient ohybu. Analýza formy: Typy V-zářezů zahrnují především 4V, 6V, 7V, 8V, 10V, 12,16V, 25V a některé speciální ohýbací nástroje s velkými V-zářezy.
Základní principy uspořádání procesu ohýbání
- Ohýbání zevnitř ven.
- Ohýbejte se od malého k velkému.
- Nejprve ohněte obecný tvar a poté ohněte složitý tvar.
- Princip spočívá v tom, že ohýbání předchozího procesu neovlivňuje proces následující.
Metoda řízení velikosti ohybu
- Abyste se vyhnuli kumulativním chybám, změřte během zpracování velikost každého přehybu v rozloženém stavu.
- Neopírejte se o ohnuté hrany a neopírejte se o velké úhly.
- Výrobek musí být umístěn ohnutým okrajem a předchozí úhel ohybu by měl být o něco menší než 90 stupňů.
- Před zpracováním zjistěte přesnost měřicích nástrojů.
- Proveďte úvodní kontrolu před formálním zpracováním a provádějte pravidelné kontroly během zpracování.
- Vyberte vhodný stroj podle požadavků na přesnost zpracovávaného produktu.
- Nevybírejte nástroje, které nejsou soustředné, a před zpracováním se ujistěte, že horní špička nástroje pro formování je na stejné přímce.
- Výběr dobrých metod zpracování a technik uspořádání pro zjednodušení obtíží zpracování.
- Přesné polohování, jakékoli abnormální polohování musí být okamžitě detekováno.
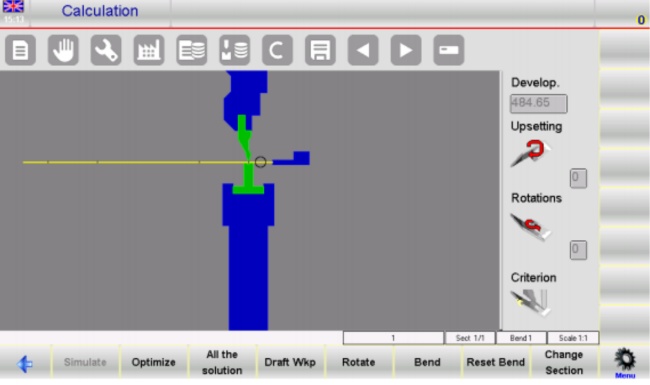
V současné době dokáže řídicí jednotka CNC ohraňovacího lisu automaticky optimalizovat kroky ohýbání pro uživatele, což znamená, že obsluha nemusí ručně navrhovat kroky ohýbání pomocí hydraulického CNC ohraňovacího lisu.
Závěr
Znalost obsluhy CNC ohraňovacího lisu pomáhá obsluze zlepšit výsledky ohýbání a lépe udržovat stroj. SC Machinery je jedním z nejznámějších výrobců hydraulických ohraňovacích lisů v Číně. Pro více informací o ohraňovacích lisech nás neváhejte kontaktovat.




