Obsah
Osa ohraňovacího lisu je nedílnou součástí práce ohraňovacího stroje. Když se mluví o CNC ohraňovacím lisu, často slýcháme lidi mluvit o odborných slovech, jako je osa X, osa Y, osa Z, osa R atd. Mnoho uživatelů, kteří se s ohraňovacím lisem setkávají poprvé, bude muset tyto osy rozlišovat a naučit se je rozlišovat.
Od jednoduchých ohybů až po složité návrhy, tyto osy řídí pohyby a úpravy, které proměňují suroviny v dokonale tvarované díly. Ať už používáte jednoduchý 2osý stroj nebo špičkový víceosý CNC ohraňovací lis, pochopení fungování těchto systémů je klíčem k dosažení konzistentních a vysoce kvalitních výsledků.
Každá osa ohraňovacího lisu hraje roli při tvarování obrobku tím, že v dokonalé harmonii řídí pohyb, polohování a nastavení zadního dorazu. Zvládnutím jejich role nejen zvýšíte přesnost a produktivitu, ale také snížíte odpad a snadno zvládnete rozmanité materiály.
Tento článek vám pomůže pochopit, co je osa ohraňovacího lisu a jak ji vybrat pro váš nový stroj.
Úvod do osy ohraňovacího lisu
Ve specifikaci stroje často vidíme osy X, Y, Z a R. Co je to osa X a Y? Jaké jsou jejich funkce?
Na CNC ohraňovací lis, různé osy řídí pohyb různých dílů v různých směrech. Ohraňovací lis může tyto osy použít k nastavení velikosti a úhlu ohybu.
Jaké jsou funkce osy ohraňovacího lisu?
Osa ohraňovacího lisu označuje řízené dráhy pohybu v ohraňovacím lisu, které umožňují přesné nastavení během procesu ohýbání. Tyto osy řídí pohyb beranu, zadního dorazu a dalších komponentů, aby se plech přesně umístil do polohy a dosáhl požadovaného úhlu ohybu. Každá osa slouží specifickému účelu a přispívá k celkové funkčnosti a všestrannosti ohraňovacího lisu.
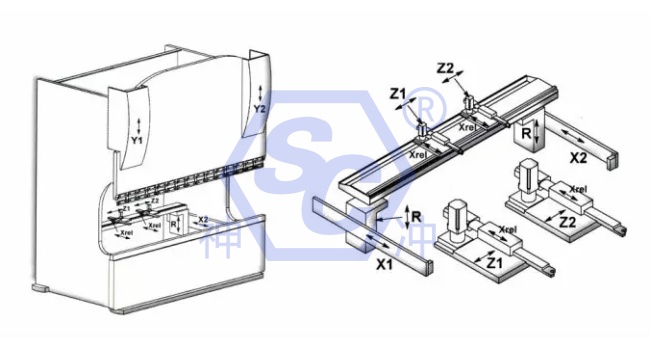
Moderní ohraňovací lisy obvykle používají kombinaci os k řízení úkolů, jako je polohování obrobku, zarovnání prstů zadního dorazu a kompenzace výchylky stroje. Například osa Y řídí vertikální pohyb beranu a určuje hloubku ohybu. Osa X řídí horizontální pohyb zadního dorazu a zajišťuje správné umístění plechu. Další osy, jako je osa R a osa Z, umožňují nastavení výšky příruby a bočního umístění. Některé stroje také obsahují osu V pro kompenzaci vyklenutí, která působí proti výchylce v loži stroje.
U CNC ohraňovacích lisů jsou tyto osy řízeny počítačovým řídicím systémem, což umožňuje automatické nastavení a vyšší přesnost.
Osa Y
Co je osa Y ohraňovacího lisu? Osu Y najdeme na různých CNC ohýbacích strojích a obvykle se dělí na osu Y1 a osu Y2. Osa Y CNC ohraňovacího lisu může ovládat zdvih válců na obou stranách, tj. pohyb pístu ohraňovacího lisu nahoru a dolů.
Jaká je role osy Y? Osa Y řídí pohyb beranu, který vyvíjí sílu potřebnou k ohýbání. U CNC ohraňovacích lisů pracují osy Y1 a Y2 nezávisle na obou stranách horní části stroje. Osa Y zajišťuje velmi plynulý, rovnoměrný a stabilní spouštění beranu. Osy Y1 a Y2 jsou řízeny CNC řídicí jednotkou, která zajišťuje dokonalou synchronicitu.
Osa X
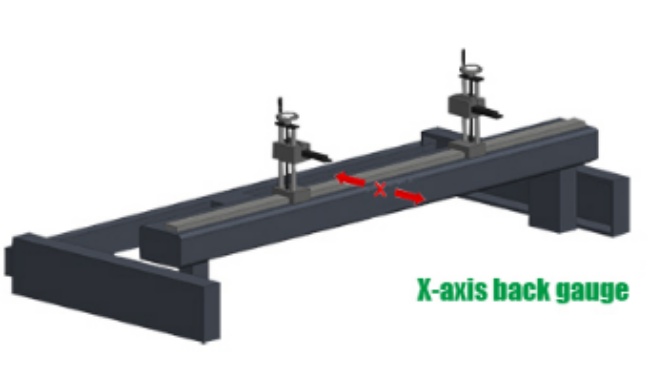
Osa X se používá k ovládání pohybu zadního dorazu tam a zpět. Jaká je tedy role osy X a zadního dorazu?
Osa X řídí horizontální polohování zadního dorazu, což je klíčový prvek pro přesnost během ohýbání. Tato osa zajišťuje správné umístění plechu vzhledem k razníku a matrici, což umožňuje konzistentní úhly ohybu napříč více díly.
Když potřebujeme změřit délku příruby ohýbaného obrobku, je užitečná osa X ohraňovacího lisu. Stačí se dotknout kovové desky dorazem, abychom určili přesný bod ohybu a provedli ohýbání.
Stejně jako osa Y ohraňovacího lisu zahrnuje osa X CNC ohýbačky také osy X1 a X2, což jsou přední a zadní osy pohybu levého a pravého zadního dorazu.
Osa R
Osa R ohraňovacího lisu je podobná ose X a umožňuje ovládat pohyb zadního dorazu nahoru a dolů. Je ideální pro ohýbání šikmých a zakázkových obrobků. Pokud chcete do ohraňovacího lisu vložit již soustružený obrobek pro opětovné ohýbání a obrobek má výškový rozdíl, bude osa R obzvláště důležitá. Úpravy osy R pomáhají udržovat požadovanou kvalitu ohybu i při práci s nestandardními obrobky.
Osa R1 a osa R2 jsou osy pohybu levého a pravého prstu zadního dorazu nahoru a dolů.
Osa Z
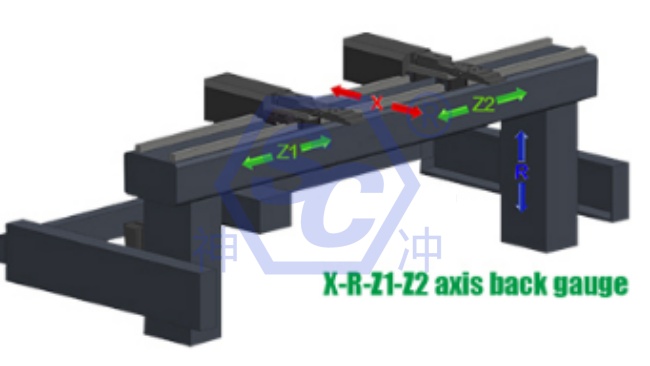
Osa Z CNC ohýbačky řídí pohyb zadního dorazu doleva a doprava. Osa Z zahrnuje také osy Z1 a Z2, což jsou levé a pravé osy pohybu levého a pravého zadního podvozku, a obě lze nezávisle naprogramovat.
Pokud potřebujete ohýbat malý obrobek nebo často upravovat šířku zadního dorazu, nezávisle programovatelná osa Z vám ušetří čas a práci. Osa Z je obzvláště užitečná pro vytváření ohybů s různými polohami nebo pro práci s asymetrickými obrobky.
Osa V
Osa V ohraňovacího lisu slouží ke kompenzaci vyklenutí pracovního stolu. Pokud je obrobek, který potřebujete ohýbat, těžký, stane se vyklenutí stolu vážným problémem. Osa V ohraňovacího lisu vám může pomoci toto riziko snížit symetrickým nastavením světelného paprsku. Mění celý světelný paprsek, ale více se zaměřuje na ohybový odpor uprostřed.
Pro dosažení nejvyšší přesnosti většina výrobců CNC ohraňovacích lisů instaluje kompenzaci vyklenutí pracovního stolu přímo během výrobního procesu ohraňovacího lisu.
Jak pochopit číslo osy ohraňovacího lisu CNC?
Co je to dvouosý CNC ohraňovací lis? Synchronní ohraňovací lis s momentovou tyčí a numerickým řídicím systémem má obvykle dvě osy, a to osu X a osu Y. CNC elektrohydraulický servo ohraňovací lis má více os, včetně 6+1 os, 8+1 os a dokonce až 18 os.
V konfiguraci CNC ohýbačky často vidíme 3 + 1, 4 + 1, 6 + 1 a 8 + 1… co to všechno představuje?
- 3+1 osy: Y1, Y2, X, + V;
- 4+1 osy: Y1, Y2, X, R, +V;
- 6+1 os: Y1, Y2, X, R, Z1, Z2, +V;
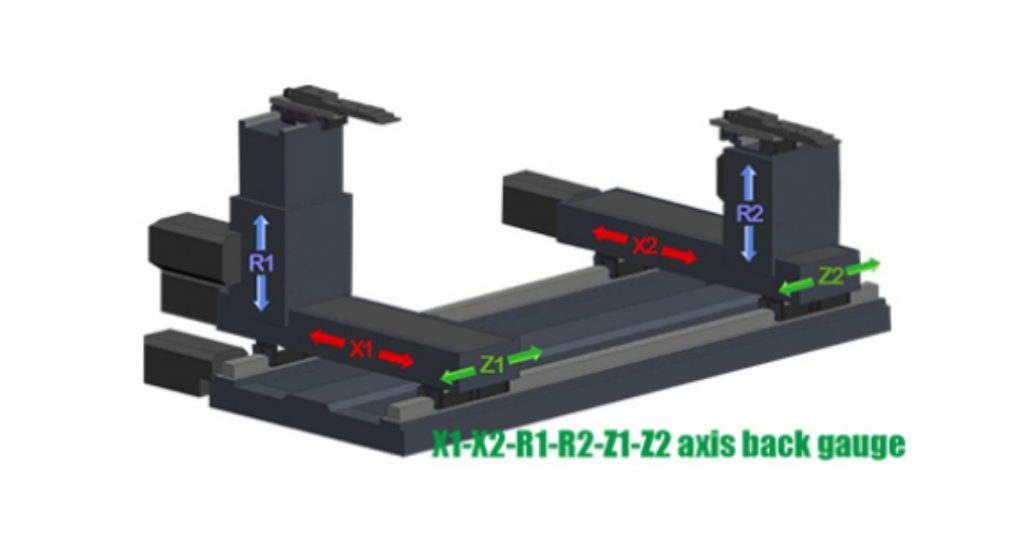
- 8+1 os: Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V;
Obecným standardním CNC ohraňovacím lisem je 4 + 1 osý ohraňovací lis. 3 + 1 osý ohraňovací lis je obvykle nízkoprofilový. 6 + 1 a 8 + 1 osé ohraňovací lisy, známé také jako víceosé CNC ohraňovací lisy, mají vyšší výkon. Čím vyšší je výkon, tím vyšší je výkon víceosého číslicově řízeného ohraňovacího lisu.
Běžné konfigurace os a jejich význam
Pochopení konfigurací os je klíčem k výběru správného ohraňovacího lisu pro vaše potřeby. Každá konfigurace je přizpůsobena specifickým ohýbacím úkolům a poskytuje různý stupeň přesnosti a flexibility.
2 osy: osy Y a X: Tato základní konfigurace zahrnuje osu Y pro vertikální pohyb beranu a osu X pro horizontální nastavení zadního dorazu. Je ideální pro jednoduché ohýbací operace a menší obrobky.
3+1 osa: Y1, Y2, X a V: Toto nastavení přidává nezávislé ovládání os Y1 a Y2 pro přesný pohyb beranu a osu V pro kompenzaci zaoblení. Je vhodné pro aplikace vyžadující konzistentní úhly ohybu po celé délce plechu.
Osa 4+1: Y1, Y2, X, R a V: Osa R umožňuje vertikální nastavení prstů zadního dorazu, díky čemuž je tato konfigurace všestrannější. Je vhodná pro manipulaci s materiály s různými délkami nebo tloušťkami přírub.
6+1 os: Y1, Y2, X, R, Z1, Z2 a V: S přidáním os Z1 a Z2 umožňuje toto nastavení boční pohyb prstů zadního dorazu. Je ideální pro výrobu složitých dílů s více ohyby nebo asymetrickými konstrukcemi.
8+1 os: Y1, Y2, X1, X2, R1, R2, Z1, Z2 a V: Tato pokročilá konfigurace zahrnuje nezávislé ovládání dalších os X a R, což poskytuje bezkonkurenční flexibilitu a přesnost. Je navržena pro špičkové výrobní procesy vyžadující složité ohýbací úlohy a velkovýrobu.
Jak zvolit počet os CNC ohýbačky?
Když většina zákazníků koupit ohraňovací lisy, počet os je v diskusi o konfiguraci kritický. Protože počet os ohraňovacího lisu určuje obráběcí kapacitu stroje, zkrátka čím více os ohraňovací lis má, tím složitější obrobek lze obrobit.
Zároveň platí, že čím více os má ohraňovací lis, tím vyšší je cena stroje. Proto musíme provádět rozumné nákupy podle poptávky a rozpočtu.
Kolik os by měl mít ohraňovací lis?
Počet os, které by měl mít ohraňovací lis, závisí na vašich specifických provozních potřebách, včetně složitosti dílů, typů materiálů a objemů výroby. Zatímco dvouosý stroj je vhodný pro základní úkoly, pro přesnou výrobu a složité geometrie jsou často vyžadovány pokročilejší konfigurace s více osami.
Ohraňovací lis se 3+1 osami, který zahrnuje osy Y1, Y2, X a V, poskytuje zvýšenou přesnost a konzistenci. Nezávislé ovládání os Y1 a Y2 zajišťuje přesný pohyb beranu, zatímco osa V kompenzuje průhyb lože během ohýbání. Toto nastavení je ideální pro aplikace vyžadující jednotné úhly po celé délce plechu.
Pro operace zahrnující složité ohyby nebo různé délky přírub se doporučuje ohraňovací lis se 4+1 osami. Začlenění osy R umožňuje vertikální nastavení dorazových prstů, což zvyšuje flexibilitu. Přidání os Z1 a Z2 pro vytvoření konfigurace 6+1 dále zlepšuje schopnost stroje manipulovat s asymetrickými díly nebo obrobky se složitými rozměry.
Špičkové výrobní procesy mohou vyžadovat 8+1osý ohraňovací lis, který zahrnuje dodatečné ovládání nad polohováním zadního dorazu a úhlovým umístěním plechu. Tato konfigurace podporuje pokročilé operace, včetně vícestupňového ohýbání a manipulace s velkými obrobky s úzkými tolerancemi.
Určení požadavků na osu ohraňovacího lisu
Počet os, které váš ohraňovací lis potřebuje, ovlivňuje několik faktorů. Jejich vyhodnocení vám zajistí, že vyberete stroj vhodný pro vaše výrobní cíle.
- Složitost ohýbání: Složitost vašich ohýbacích operací je prvním faktorem, který je třeba zvážit. Jednoduché ohyby o 90 stupňů vyžadují méně os, zatímco složité konstrukce s více úhly nebo úzkými tolerancemi vyžadují pokročilé konfigurace.
- Požadavky na přesnost a správnost: Vyšší přesnost vyžaduje více os pro nezávislé řízení, například Y1 a Y2 pro pohyb beranu. Ty zajišťují rovnoměrné ohyby a minimalizují chyby po celé délce plechu.
- Specifikace materiálu: Typ materiálu, tloušťka a délka ovlivňují požadované osy. Silnější materiály mohou vyžadovat zaoblení (osa V) pro vyrovnání průhybu, zatímco delší plechy využívají osy Z1 a Z2 pro boční nastavení.
- Požadavky na zadní doraz: Flexibilita systému zadního dorazu určuje rozsah obrobků, se kterými můžete pracovat. Další osy, jako například R, Z1 a Z2, rozšiřují schopnost zadního dorazu přizpůsobit se různým délkám a polohám přírub.
- Úvahy o nástrojích: Pokud vaše operace používá specializované nebo vícestupňové nástroje, může více os pomoci s řízením zarovnání nástrojů a kompatibility s různými ohýbacími procesy.
- Automatizace a integrace softwaru: CNC ohraňovací lisy s pokročilým řízením os umožňují automatizaci a programování, čímž se snižuje potřeba manuálních zásahů a zvyšuje efektivita výroby. Integrace softwaru podporuje lepší synchronizaci os.
- Prostorová a rozvržení: Fyzické uspořádání vaší dílny může omezovat velikost nebo složitost ohraňovacího lisu. Kompaktní stroje s menším počtem os sice stále zvládnou mnoho úkolů, ale nemusí jim stačit všestrannost větších modelů.
Co je to dvouosý ohraňovací lis?
Dvouosý ohraňovací lis je nejjednodušší konfigurací, vybavený osou Y a osou X. Dvouosý ohraňovací lis je synchronní ohraňovací lis s torzní tyčí. Osa Y řídí vertikální pohyb beranu, který vyvíjí tlak k ohýbání plechu, zatímco osa X řídí horizontální polohování zadního dorazu pro přesné vyrovnání obrobku.
Tato konfigurace je ideální pro jednoduché ohýbací úlohy, jako je vytváření jednotných úhlů na menších obrobcích. Jedná se o cenově efektivní řešení pro operace, které zahrnují základní díly a minimální úpravy. Absence dalších os však omezuje flexibilitu, takže je nevhodná pro projekty vyžadující složité ohyby, různé délky přírub nebo složité geometrie.
Co je to tříosý ohraňovací lis?
Tříosý ohraňovací lis přidává další funkce začleněním osy V vedle os Y a X. Osa V je zodpovědná za zaoblení, které kompenzuje jakékoli vychýlení lože stroje během procesu ohýbání. Tato funkce zajišťuje konzistentní úhly ohybu po celém plechu, což zlepšuje přesnost a spolehlivost.
Toto uspořádání je vhodné pro výrobce, kteří potřebují vyšší přesnost, aniž by museli přecházet do složitých strojů s vyššími osami. Podporuje operace zahrnující mírně silnější materiály nebo větší obrobky, kde je dodržování rovnoměrných úhlů kritické.
Co je to čtyřosý ohraňovací lis?
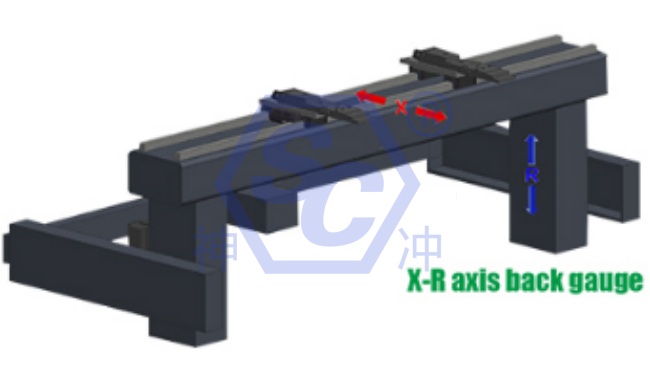
Čtyřosý ohraňovací lis staví na tříosé konfiguraci začleněním osy R, která řídí vertikální pohyb prstů zadního dorazu. Toto dodatečné ovládání umožňuje nastavení pro přizpůsobení různým výškám přírub a tloušťkám materiálu. Díky ose R lze zadní doraz umístit flexibilněji, což umožňuje stroji zvládat širší škálu ohýbacích úkolů.
Tato konfigurace je ideální pro operace vyžadující všestrannost. Například pokud pracujete s díly, které mají složité tvary nebo vyžadují více ohybů s různou hloubkou, čtyřosý stroj zajišťuje přesné zarovnání a polohování. Je také vhodný pro středně velká výrobní prostředí, kde je flexibilita a přesnost stejně důležitá.
Co je to 6osý ohraňovací lis?
Šestiosý ohraňovací lis zahrnuje osy Y1 a Y2 pro řízení nezávislého pohybu beranu, osu X pro polohování zadního dorazu, osu R pro vertikální nastavení prstů zadního dorazu a osy Z1 a Z2 pro boční pohyb prstů zadního dorazu. Tyto osy spolupracují a zajišťují přesné ovládání procesu ohýbání.
Tato konfigurace je ideální pro odvětví, která vyžadují složité ohýbací operace, jako je automobilový průmysl, letecký průmysl a zakázková výroba kovů. S 6osým ohraňovacím lisem zvládnete úkoly, jako jsou vícenásobné ohýbání dílů se složitými úhly a různými délkami přírub. Nezávislý pohyb os Z1 a Z2 umožňuje flexibilitu v polohování dílů, což usnadňuje výrobu asymetrických součástí nebo obrobků s nekonvenční geometrií.
Co je to 8osý ohraňovací lis?
Osmiosý ohraňovací lis představuje vrchol technologie ohýbání a zahrnuje všechny funkce šestiosého stroje s dalšími funkcemi pro bezkonkurenční přesnost. Kromě os Y1, Y2, X, R, Z1 a Z2 obsahuje i osy X1 a X2, které řídí nezávislý horizontální pohyb dorazových prstů. To umožňuje šikmé ohyby a odsazené polohování, což dále rozšiřuje možnosti stroje.
Tato konfigurace je speciálně navržena pro vysoce přesné aplikace v odvětvích, jako je letecký průmysl, kde jsou konzistence, opakovatelnost a minimální chybovost kritické. Nezávislé řízení každé osy umožňuje operátorům vyrábět vysoce složité díly s minimálním manuálním zásahem. To snižuje pravděpodobnost chyb a zvyšuje produktivitu.
Závěr
Osa ohraňovacího lisu je jednou z nejdůležitějších konfigurací stroje. Víme, že výběr správného stroje může být náročný, ale jde o to, zaměřit se na to, co potřebujete právě teď – a co byste mohli potřebovat v budoucnu. Zamyslete se nad materiály, které používáte, velikostí vašich dílů a množstvím, které potřebujete vyrobit. Jde o nalezení rovnováhy mezi výkonem a rozpočtem, aby se vaše investice vyplatila dnes i v budoucnu.
Na SC Machinery, jsme tu proto, abychom vám tuto volbu usnadnili. Naše ohraňovací lisy, od 2 do 11 os, jsou vyrobeny tak, aby zvládly cokoli, co na ně postavíte, s přesností a spolehlivostí, na kterou se můžete spolehnout. Až budete připraveni posunout své obrábění kovů na další úroveň, máme nástroje, které vám s tím pomohou.




