
Obsah
Zlepšení přesnosti stříhání kovů je v podstatě systematická optimalizace „přesnosti zařízení + procesních parametrů + stavu materiálu + řízení provozu + faktorů prostředí“.
1. Zlepšení přesnosti zařízení pro stříhání kovů (základní obrábění)
1) Kvalita a stav čepele
Klíčové vlivy: Kvalita střižného povrchu, výška otřepu, rozměrová přesnost
- Vyberte vysoce kvalitní materiály čepelí (např. Cr12MoV, SKD11)
- Kontrola tvrdosti: HRC 58–62 (příliš nízká hodnota vede k opotřebení, příliš vysoká k vylamování)
- Přímost hrany ≤ 0,01 mm/m
- Pravidelné ostření (doporučený objem smyku 100 000 cyklů nebo upraven podle materiálu)
Optimalizace přesnosti stříhání kovů Zaměření:
- Rovnoběžnost horní a dolní čepele
- Ostrost hran (tupé čepele ničí přesnost)
2) Vůle čepele (jeden z nejdůležitějších parametrů)
Vůle přímo určuje: Kvalitu povrchu + Rozměrovou přesnost + Otřepy
Doporučené empirické hodnoty (na základě poměru tloušťky plechu):
- Nízkouhlíková ocel: 5%–8%
- Nerezová ocel: 6%–10%
- Hliníkový plech: 3%–6% t
Příklad:
- 2mm uhlíková ocel → Vůle přibližně 0,1–0,16 mm
- Důsledky nevhodného povolení:
- Příliš velké → Velké otřepy, rozměrové odchylky
- Nedostatečná velikost → Rychlé opotřebení čepele, zhroucení rohů, deformace
Doporučení:
- Použijte nastavitelnou strukturu vůle (elektrickou nebo CNC)
- Stanovení parametrů databáze pro různé materiály
3) Tuhost rámu a přesnost vodicí lišty
Dopad: Zda během procesu smyku dochází k „deformačnímu smyku“
- Svařování rámu vyžaduje celkové žíhání
- Správně seřiďte vůli vodicí lišty (vyhněte se kývání)
- Přímost chodu jezdce ≤ 0,02 mm
Špičková řešení:
- Uzavřená rámová konstrukce (silnější odolnost vůči deformaci)
- Válcové vodicí lišty nebo vysoce přesné kluzné vodicí lišty
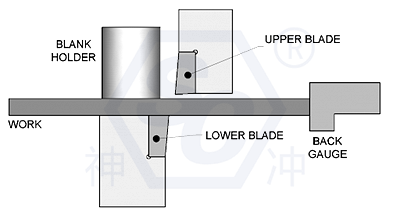
4) Stabilita tlakového systému
Funkce: Zabraňuje pohybu plechu během stříhání
- Tlaková síla by měla být rovnoměrně rozložena
- Správná vzdálenost mezi přítlačnými nožkami (zabraňte lokálnímu deformování)
- Vybaven protiprotlačovacími podložkami (hliník/nerezová ocel)
Návrhy na upgrade:
- Synchronní tlakový systém vzduch-hydraulický
- Nastavitelná přítlačná síla
5) Přesnost systému zadního dorazu
Základní systém určující rozměrovou přesnost smyku
Přesnost polohování: ±0,05 mm (u vyšších modelů ±0,02 mm) (mm) Opakovatelnost je důležitější
Klíčové body:
- Vodicí šroub (nejlépe kuličkový šroub)
- Přesnost lineárního vedení
- Reakce servosystému
Doporučení:
- Použijte servopohon (místo krokového motoru)
- Přidat zpětnou vazbu mřížkového pravítka (řízení s uzavřenou smyčkou)
2. Optimalizace parametrů procesu (určuje konečný výsledek)
1) Úhel smyku
Náraz: Smyková síla a deformace plechu
- Malý úhel → Vysoká přesnost, ale vysoké zatížení
- Velký úhel → Nízké zatížení, ale náchylné k deformaci
Doporučení:
- Přesné stříhání → Malý úhel (0,5°–1°)
- Silné desky → Mírně větší úhel (1°–3°)
2) Rychlost smyku
- Příliš vysoká rychlost → Zvýšené vibrace → Snížená přesnost
- Příliš pomalá rychlost → Nízká účinnost
Optimalizace:
- Vysoká rychlost pro tenké plechy
- Nízká rychlost pro stabilní stříhání silných plechů
3) Řízení polohy řezu
- Stabilní počáteční kontaktní bod čepele
- Zabraňte nárazovému smyku
Špičkové modely:
Použijte proporcionální ventil k řízení rychlosti řezání
3. Řízení materiálových faktorů (často přehlížené)
1) Vnitřní napětí materiálu
Problémy:
Deformace po smyku, rozměrová nestabilita
Řešení:
Vyberte materiál pro odlehčení pnutí
Nebo proveďte předběžnou úpravu (vyrovnání)
2) Rovinnost plechu
Nerovnost → Chyba polohování
Vlnité hrany → Nepřesné rozměry
Podpora:
Přesná nivelační fréza (důrazně doporučeno)
3) Rozdíly v tvrdosti materiálu
Různé materiály se stejnými parametry dávají výrazně odlišné výsledky
Doporučení:
Vytvořte databázi materiálů (materiál-tloušťka-mezera-úhel)
4. Řízení provozu a procesů
1) Optimalizace metody určování polohy
Přední rozchod vs. zadní rozchod
Velké plošné materiály vyžadují pomocnou oporu
Doporučení:
Použijte systém podpory předního podávání
Zabraňte prohýbání plechového materiálu
2) Provozní konzistence
Lidská chyba je hlavním zdrojem kolísání přesnosti
Řešení:
Standardní operační postupy (SOP)
Automatizovaný systém určování polohy
3) Strategie stříhání s více noži
Pro požadavky na vysokou přesnost:
Hrubé stříhání + jemné stříhání
5. Automatizace a inteligentní vylepšení (špičková řešení)
- Optimalizace CNC systému: Automatické vyvolání databáze parametrů; Systém rozpoznávání materiálu (špičkový)
- Systém automatického nastavení mezery: Automatické nastavení na základě tloušťky plechu
- Vizuální/senzorická kontrola: Monitorování rozměrů smyku v reálném čase
- Inline výroba (doporučeno): Řezání laserem → Rovnání → Stříhání → Ohýbání
6. Environmentální a vnější faktory
– Vliv teploty: Vliv tepelné roztažnosti a smrštění stříhání kovů přesnost (zejména u dlouhých desek)
Doporučení:
Workshop o konstantní teplotě (scénáře s vysokou přesností)
– Vibrace: Nestabilní základ → Snížená přesnost
Doporučení: Nezávislý základ; Podložky tlumící vibrace
7. Priorita pro zlepšení přesnosti stříhání kovů (praktická doporučení)
Pokud chcete rychle zlepšit přesnost (minimální investice → maximální efekt):
První priorita (okamžité výsledky):
- Nastavení mezery nožů
- Výměna/znovu nabroušení čepelí
- Kalibrace zadního dorazu
Druhá priorita (stabilní zlepšení):
- Optimalizace upínacího systému
- Nastavení úhlu střihu
- Vyrovnávání materiálu
Třetí priorita (modernizace na vyšší úroveň):
- Servo systém zadního dorazu
- Automatické řízení mezery
- Inteligentní databáze
Ve špičkové výrobě již stříhání není jen základním procesem „řezání materiálů“, ale první kritickou překážkou určující následnou přesnost ohýbání, kvalitu svařování a konzistenci montáže.
8. Shrnutí
Zlepšit kov Pro přesnost stříhání se zaměřte na těchto 5 klíčových bodů:
- Vůle čepele (nejdůležitější)
- Přesnost zadního dorazu (rozměrová záruka)
- Tuhost zařízení (stabilní základ)
- Parametry lisování a smyku (řízení procesu)
- Stav materiálu plechu (kontrola zdroje)
Tradiční stříhání čelí následujícím problémům:
- Nekonzistentní rozměrové chyby
- Velké otřepy a špatná kvalita průřezu
- Deformace plechu, která ovlivňuje následné procesy
- Vysoká závislost na manuální práci, což má za následek špatnou konzistenci šarží.
SHENCHONG nově definuje standardy stříhání: Nejen „stříhání“, ale stříhání přesně, stabilně a kontrolovaně.
Od „kvalifikovaného“ po „špičkový“ – rozdíl spočívá ve vysoce přesném stříhacím stroji.
✔ Stabilní a kontrolovatelná rozměrová přesnost
✔ Hladký smykový průřez s menším počtem otřepů
✔ Výrazně zlepšená přesnost následného ohýbání
✔ Výrazně zlepšená konzistence dávkové výroby
✔ Snížená závislost na manuální práci, zvýšená efektivita
Vysoce přesné CNC řezací stroje na plechy SC wideálně použitelné v:
- Přesné zpracování plechů
- Výroba elektrických skříní
- Výrobky z nerezové oceli
- Automobilové díly
- Výroba špičkových zařízení




