
Obsah
Laserové řezací stroje na trubky díky automatizaci a laserové technologii umožňují jednomu stroji provádět všechny procesy, jako je řezání, vrtání a drážkování, čímž se zvyšuje efektivita a přesnost zpracování. To výrazně zvyšuje efektivitu výroby, snižuje náklady, zlepšuje využití materiálu, podporuje flexibilní výrobu a komplexně zvyšuje konkurenceschopnost společnosti.
Níže je uveden návod k obsluze pro laserové řezací stroje na trubky, včetně provozních postupů, klíčových parametrů, údržby, běžných problémů a bezpečnostních opatření. Je vhodný pro školení, provoz na místě a použití zákazníkem.
1. Složení a základní znalosti zařízení pro řezání trubek laserem
Typický laserový řezací stroj na trubky se skládá z následujících systémů:
1) Základní systém
- Laser (primárně vláknový laser)
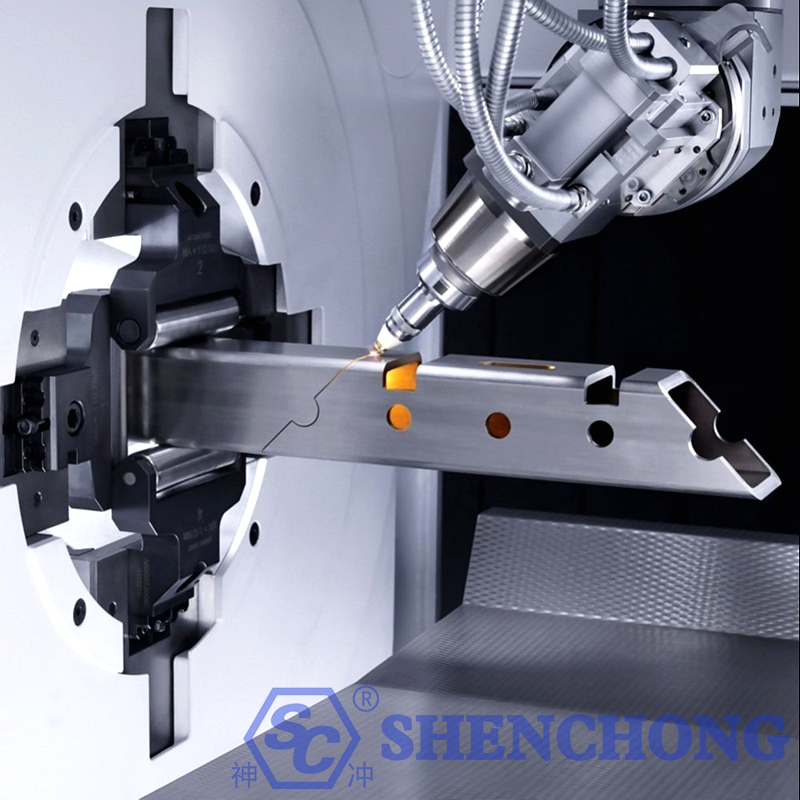
- Řezná hlava (automatické ostření)
- CNC systém (např. TubePro/FSCUT)
- Rám stroje
2) Pohyb a upínací systém
- Přední a zadní sklíčidla (automatické upínání)
- Následná podpora (zabraňuje prohýbání trubek)
- Osa X/Y/Z + rotační osa (umožňující rotační řezání trubky)
3) Pomocné systémy
- Systém chladicí vody
- Systém odsávání prachu
- Vzduchový kompresor / plynový systém (kyslík / dusík / vzduch)
- Automatický systém podávání (volitelné)
2. Nejdůležitější přípravy před řezáním trubek
1) Přesné potvrzení materiálu
Před řezáním trubek je nutné ověřit následující:
- Materiál: Uhlíková ocel, nerezová ocel, hliníková slitina, měď, pozinkovaná trubka atd.
- Tloušťka stěny: Tenkostěnná trubka, standardní tloušťka stěny, silnostěnná trubka
- Specifikace: Vnější průměr, vnitřní průměr, délka, ovalita
- Typ potrubí: Kulaté potrubí, čtvercové potrubí, obdélníkové potrubí, eliptické potrubí, ocelové kanály, speciální tvarované potrubí
- Stav povrchu: Zda je na něm olej, rez, povlak nebo oxidový film
Různé materiály mají různé požadavky na rychlost absorpce laseru, stav tavení a rozstřik. Například nerezová ocel obvykle upřednostňuje hladkost řezu, uhlíková ocel se více zaměřuje na účinnost a kontrolu strusky, zatímco hliník a měď jsou více závislé na výkonu, pomocném plynu a bezpečnosti odrazů.
2) Samotná trubka musí být dostatečně „pravidelná“
Mnoho problémů s řezáním není spojeno se zařízením, ale spíše s problémy se samotnou trubkou:
- Nadměrná ovalita u kulatých trubek
- Velká chyba délky strany u čtvercových trubek
- Ohýbání trubek
- Nerovné konce trubek
- Zjevné výstupky svaru
- Silné oxidové usazeniny nebo olejové skvrny na povrchu
To může vést k:
- Nestabilní upnutí
- Chyba automatického vyhledávání hran
- Odsazení řezu
- Abnormální perforace
- Špatná dynamická rovnováha během rotace
3) Upnutí a podpěra musí být spolehlivé
Během řezání trubek je obvykle nutné trubku stabilizovat sklíčidlem, podpěrou materiálu a následnou podpěrou.
Poznámka:
- Upínání by nemělo být příliš volné, jinak by to způsobilo vibrace, excentricitu a asynchronní rotaci během řezání.
- Upínání by nemělo být příliš těsné, jinak by mohlo dojít k poškození tenkostěnných trubek nebo k jejich deformaci. Dlouhé trubky musí mít dostatečnou oporu, aby se zabránilo prohýbání ve střední části.
- Při řezání až do konce, pokud je zbývající materiál příliš krátký, je náchylný k třesení a vyžaduje zvláštní pozornost.
4) Nejprve je nutné zkontrolovat výkresy a rozvržení
Mnoho dávkových přepracování pramení z problémů v počátečním programování.
Před řezáním potrubí ověřte následující:
- Jsou rozměry na výkresu úplné?
- Jsou úvodní pozice správné?
- Je úhel zkosení správný?
- Jsou v místech spojů ponechány přiměřené mezery?
- Jsou uzlové otvory, svařovací otvory a polohovací otvory vhodné pro následnou montáž?
U laserově řezaných trubek „umět řezat“ neznamená „umět smontovat“. Následné montážní tolerance je nutné předem zohlednit.
3. Postupy obsluhy laserového řezacího stroje na trubky (standardní kroky)
1) Předstartovní kontrola
- Zkontrolujte tlak plynu (kyslík/dusík/vzduch)
- Zkontrolujte teplotu chladicí vody (obvykle 20–25 °C)
- Zkontrolujte stav mazání
- Zkontrolujte funkčnost sklíčidla
Důležité:
Laser musí být před spuštěním napájen vodou.
Ověřte, zda nedochází k úniku vzduchu a k žádným alarmům.
2) Spouštěcí sekvence
- Zapněte hlavní napájení
- Spuštění chladiče
- Spusťte vzduchový kompresor/plynový systém
- Systém řízení spouštění (CNC)
- Zapněte laser
Nesprávné pořadí je přísně zakázáno, jinak dojde k poškození laseru.
3) Nakládání a polohování
- Vložte trubku do sklíčidla
- Automatické/manuální upínání
- Nastavení typu potrubí (kulaté/čtvercové/nepravidelný tvar)
- Provést zarovnání (centrování)
Klíčové body:
Trubka by neměla být nadměrně ohnutá. U dlouhých trubek musí být aktivována dorazová podpěra.
4) Import a rozvržení programu
- Import výkresů (obvykle CAD/Tekla/SolidWorks)
- Automatické generování řezných drah
- Nastavení pořadí řezání (snížení deformace)
Doporučení:
- Upřednostněte řezání malých otvorů. → Znovu vyřízněte konturu
- Zabraňte trvalé koncentraci tepla
5) Nastavení parametrů (jádro)
Společné parametry:
- Výkon laseru
- Rychlost řezání
- Typ a tlak plynu
- Pozice zaostření
Příklady parametrů (referenční):
Materiál | Tloušťka | Plyn | Moc | Funkce |
Uhlíková ocel | 3mm | Kyslík | Střední | Rychlé řezání |
Nerez | 3mm | Dusík | Vysoký | Bez oxidace |
Hliník | 2mm | Dusík | Vysoký | Antireflexní |
6) Začněte řezat
- Zkušební provoz pro kontrolu trajektorie
- Zkušební řez s nízkým výkonem
- Formální střih
Klíčové provozní body laserového řezacího stroje na trubky:
- Sledujte stav Sparku v reálném čase
- Zkontrolujte uvolnění sklíčidla
- Poslouchejte abnormální zvuky
7) Vykládka
- Uvolněte sklíčidlo po řezání
- Vyčištění zbytkového materiálu
- Třídit a stohovat materiál
4. Klíčové techniky pro řezání laserových trubek
1) Správný výběr ohniska
Ohnisko přímo ovlivňuje šířku řezné spáry, hromadění strusky, tepelně ovlivněnou zónu a kolmost řezu.
Obecně řečeno:
Tenkostěnné trubice: Upřednostňujte menší ohniska a vyšší rychlosti pro snížení přívodu tepla.
- Tlusté trubky: Vyžadují stabilnější koncentraci energie pro zajištění průvaru a odstranění strusky.
- Nerezová ocel: Často se snaží o hladší průřez a menší oxidaci.
- Uhlíková ocel: Běžně se používá řezání s pomocí kyslíku pro zvýšení rychlosti, ale vyžaduje kontrolu oxidačních hran.
Nesprávné nastavení ohniska se obvykle projevuje jako:
- Velký horní otvor, malý spodní otvor
- Silné nahromadění strusky u spodního otvoru
- Zčernalý nebo zažloutlý řezný povrch
- Příliš dlouhá doba propichování
- Znatelné zúžení v průřezu
Empiricky není ohnisko pevnou hodnotou, ale mělo by být dynamicky upravováno na základě průměru trubice, tloušťky stěny, materiálu a podmínek plynu.

2) Řezná rychlost musí odpovídat výkonu
Příliš pomalé:
Nadměrný přívod tepla, širší řezná spára, deformace trubky, silná ablace povrchu, zvýšené hromadění strusky na spodním okraji.
Příliš rychle:
Neúplný řez, přerušované řezání, navlékání hrany, zbytky na konci, zvětšená odchylka polohy otvoru. Správný přístup není slepě se snažit o „rychlejší“, ale najít stabilní okno.
Zejména v:
Malé kulaté trubky, tenkostěnné trubky z nerezové oceli, rohy nepravidelných tvarů, složité tvary s otvory nebo drážkami. Tato místa jsou náchylnější k lokálnímu zhoršení kvality v důsledku nevhodné rychlosti.
3) Výběr asistenčního plynu je klíčový
Asistenční plyn ovlivňuje nejen odstraňování strusky, ale také oxidaci, barvu řezné spáry a rychlost řezání.
- Kyslík
Vhodné pro silné plechy/trubky z uhlíkové oceli; exotermická reakce, vysoká řezná účinnost, ale řezná spára oxiduje, což má za následek tmavší barvu hrany.
Výhody:
- Vysoká rychlost
- Vhodné pro silnější uhlíkovou ocel
- Dobrá penetrace
Nevýhody:
- Významná oxidace v řezu
- Velká tepelně ovlivněná zóna
- Následné svařování a lakování může vyžadovat ošetření oxidovou vrstvou
- Dusík
Běžně se používá pro nerezovou ocel, hliníkové slitiny a další aplikace vyžadující vysokou kvalitu řezu.
Výhody:
- Hladký řez
- Méně oxidace
- Dobrá kvalita povrchu
- Snadnější následné zpracování
Nevýhody:
- Vysoké požadavky na tlak a čistotu plynu
- Relativně vyšší náklady
- Řezná rychlost se může u silnostěnných materiálů snížit
- Vzduch
Vhodné pro některé nízkonákladové aplikace s nízkými požadavky nebo pro ekonomické zpracování tenkých materiálů.
Výhody:
- Nízké náklady
- Vysoké pohodlí
Nevýhody:
- Obecně nižší kvalita řezu
- Významná oxidace
- Není ideální pro díly s vysokými nároky
4) Způsob vrtání by měl být optimalizován podle tloušťky stěny
Při řezání trubek je vrtání klíčovým krokem. Špatně provedené vrtání přímo ovlivňuje následnou kvalitu řezu.
Běžné techniky:
- Tenkostěnné trubky by měly být propíchány rychle, aby se snížila akumulace tepla.
- Trubky s tlustými stěnami by měly být propichovány postupně, aby se zabránilo rozstřikování strusky.
- Složité tvary by se měly vyhnout propichování podél kritických strukturálních hran.
- Vysoce reflexní materiály vyžadují zvláštní pozornost s ohledem na rizika odrazů a protisvětla.
Nestabilní piercing může snadno vést k:
- Přehřátí v počátečním bodě řezu
- Zhroucení na okraji otvoru
- Struska znečišťující čočku
- Mezera na začátku řezu
5) Správné plánování řezné dráhy
Plánování trasy je klíčové, zejména u složitých součástí s otvory, drážkami, otvory, zkoseními a spojovanými konci.
Zásady plánování trasy:
- Nejprve vyřízněte vnitřní prvky a poté vnější obrys.
- Nejprve vyřízněte malé otvory, poté velké otvory.
- Nejprve řežte stabilní oblasti, poté snadno deformovatelné oblasti.
- Zbytkový materiál se ke konci stává stále nestabilnějším; cesta by měla zvážit podepření zbývajícího materiálu.
- Nejprve se vyhněte řezání podpěr ve slabých konstrukčních bodech.
U čtvercových, obdélníkových a nepravidelně tvarovaných trubek je třeba při plánování trasy věnovat zvláštní pozornost akumulaci tepla v rozích a zpomalení v rozích. Jinak může dojít k propálení rohů nebo nadměrnému zaoblení rohů.
6) Zpomalte v zatáčkách a inflexních bodech
Rohy jsou jednou z nejproblematičtějších oblastí při řezání trubek.
Je to proto, že když se laserová hlava otáčí:
- Změny rychlosti
- Změny v distribuci energie
- Změny stavu roztavené tůně
- Změny zrychlení/zpomalení mechanického systému
Bez kontroly nad zatáčkami patří mezi běžné problémy:
- Přehřívání v rozích
- Nadměrný poloměr zaoblení
- Rozměrové odchylky
- Řezání chvění
- Hromadění strusky v rozích
Proto by měla být provedena vhodná nastavení na základě výkresu:
- Zpomalení v zatáčce
- Kompenzace výkonu inflexního bodu
- Malý přechod zaoblení
- Optimalizovaný vstup/výstup nástroje
7) Speciální manipulace se zbytky z konců trubek a koncovým materiálem
K mnoha nehodám při řezání trubek dochází v závěrečné části zbytkového materiálu.
Důvody jsou:
- Kratší trubky mají za následek sníženou tuhost.
- Upínací střed se mění.
- Zbývající materiál je lehčí, což vede k nestabilní rotační setrvačnosti.
- Je náchylný ke kolizi se sklíčidlem, podpěrou nebo řeznou hlavou.
Proto je nutné plánovat dopředu:
Délka zbývajícího materiálu; způsob odebírání zbývajícího materiálu; rychlost a strategie upínání pro několik posledních řezů; a zda je pro zbývající materiál potřeba speciální program.
8) Výška následné podpěry musí být správně nastavena
Dlouhé potrubí, těžké potrubí a potrubí o velkém průměru vyžadují zejména následné podpěry. Nesprávná výška podpěry způsobí:
- Prohýbání potrubí
- Odchylka řezu
- Rotační házení
- Chyba polohy otvoru
- Povrchové škrábance
Pokud je podpěra příliš vysoká, nemusí být stabilní. Pokud je příliš nízká, může dojít k ohnutí trubky. V ideálním případě by se trubka měla během řezání plynule otáčet nebo odvalovat, bez výrazného zavěšení nebo tlaku.
5. Klíčové aspekty řezání různých materiálů trubek
1) Kulaté trubky
Kulaté trubky jsou nejběžnějším typem.
Klíčové aspekty:
- Souosost rotace
- Středové upínací zarovnání
- Chyba kruhovitosti
- Přesnost polohování při vrtání otvoru
Časté problémy s kulatými trubkami:
- Odsazení otvoru po obvodu
- Nekolmost řezné čelní plochy
- Nestabilní řezání u svarových švů
- Deformace trubek malého průměru
2) Čtvercové/obdélníkové trubky
Klíčové aspekty:
- Akumulace tepla v rozích
- Přesnost rozměrů rohů
- Rovinnost upínací plochy
- Přiměřenost rohové dráhy řezné hlavy
Rohy čtvercových trubek jsou často náchylnější k přehřátí nebo hromadění strusky než hrany, protože teplo je v rozích více koncentrováno a trajektorie řezu je složitější.
3) Tenkostěnné trubky
Klíčem k řezání tenkostěnných trubek je „menší tepelný příkon“.
Poznámky:
- Rychlá, ale stabilní rychlost řezání
- Citlivější na ohnisko a tlak vzduchu
- Upínací síla by neměla být nadměrná
- Podpěra by neměla poškozovat stěnu potrubí
- Malé otvory a úzké drážky jsou náchylné k deformaci
4) Tlusté trubky
Klíčem k řezání silnostěnných trubek je „zajištění průniku a odstranění strusky“.
Poznámka:
- Je vyžadován dostatečný výkon a tlak plynu.
- Je nutná dostatečná doba propíchnutí.
- Rychlost by neměla být slepě příliš vysoká.
- Ochrana čočky je prvořadá.
- Riziko zpětného toku strusky je vyšší.
5) Trubice z vysoce reflexního materiálu
U materiálů jako hliník, měď a mnoho povlakovaných materiálů si všimněte:
- Riziko odrazu
- Úzké procesní okno
- Vysoké požadavky na ochranu čočky a řezné hlavy
- Parametry je třeba pečlivěji zvážit.
6. Údržba (klíčové body)
Denní údržba:
- Vyčistěte čočku řezací hlavy
- Zkontrolujte trysku, zda není poškozená
- Ukliďte nečistoty z pracovního stolu
- Zkontrolujte tlak vzduchu a teplotu vody
Týdenní údržba:
- Zkontrolujte mazání vodicí lišty
- Zkontrolujte přesnost upnutí sklíčidla
- Vyčistěte sběrač prachu
Měsíční údržba:
- Kalibrace optické dráhy
- Zkontrolujte stav laseru
- Výměna filtrů (plyn/voda)
Seznam zranitelných částí:
- Tryska
- Ochranná čočka
- Těsnicí kroužek
- Filtrační prvek
Doporučuje se udržovat sklad náhradních dílů.
7. Běžné problémy a řešení řezání trubek laserem
1) Neúplný řez
Příčiny:
- Nedostatečný výkon
- Nesprávné zaostření
- Nedostatečný tlak vzduchu
Řešení:
- Zvýšit výkon / Snížit rychlost
- Znovu zaostřit
2) Silné otřepy
Příčiny:
- Nadměrná rychlost
- Nízká čistota plynu
- Poškozená tryska
Řešení:
- Upravte parametry
- Vyměňte plyn / trysku
3) Černěný řez (nerezová ocel)
Příčiny:
- Použití kyslíku
- Nedostatečný tlak dusíku
Řešení:
- Používejte dusík pod vysokým tlakem
4) Vibrace trubek
Příčiny:
- Nedostatečná podpora
- Volné sklíčidlo
Řešení:
- Povolit následnou podporu
- Zkontrolujte upínací sílu
8. Bezpečnostní opatření
Řezání trubek laserem je zařízení s vysokým výkonem, vysokou rychlostí, vysokou intenzitou světla a vysokým průtokem vzduchu; bezpečnost je prvořadá.
1) Musí být nasazeny ochranné brýle a bezpečnostní dveře
Laser nesmí být přímo pozorován; musí být přijata ochranná opatření v souladu s požadavky na zařízení.
2) Buďte si vědomi rizik spojených s reflexí
Zejména při řezání vysoce reflexních materiálů, jako je hliník, měď a mosaz, může odražené světlo poškodit zařízení.
3) Přísná požární prevence
Během řezání trubek se mohou vyskytovat jiskry, roztavená struska a horké částice.
Na místě je třeba provést následující:
- Čištění hořlavých materiálů
- Vybavit hasicí zařízení
- Sledujte hromadění strusky na řezném konci
- Zabraňte hromadění oleje
4) Nebezpečí mechanického sevření
Sklíčidlo, podpěra a podávací mechanismus představují riziko sevření. Při seřizování stroje a výměně materiálů musí být přísně odpojeno napájení nebo musí být operace prováděny v souladu s předpisy.
5) Bezpečnost vysokotlakého plynu
Plynové lahve, potrubí a redukční ventily musí být pravidelně kontrolovány, aby se zabránilo únikům a úniku tlaku.
9. Shrnutí
Při tradičním zpracování trubek se více procesů, jako je řezání pilou, děrování a vrtání, provádí odděleně, což má za následek nízkou účinnost, nekonzistentní přesnost a velkou závislost na manuálních zkušenostech.
Vzhledem k současným výrobním požadavkům na vysokou přesnost, rychlé dodávky a flexibilní výrobu již tradiční zařízení nedokáže podporovat rozsáhlý a standardizovaný rozvoj podniků.
Laserové řezací stroje na trubky integrují vysoce výkonnou technologii vláknového laseru s inteligentními CNC systémy a dosahují tak integrovaného automatizovaného zpracování od nakládání, polohování, řezání až po vykládání.
Laserový řezací stroj na trubky Provozní postup:
Inspekce → Spuštění → Upínání → Nastavení parametrů → Zkušební řez → Řez vpřed → Vypnutí
Řezání trubek laserem Klíčové body použití:
- Před laserem ochlaďte (chraňte laser)
- Upínání do sklíčidla + soustředné vyrovnání (zajištění přesnosti)
- Přizpůsobte parametry materiálům (výkon/rychlost/plyn)
- Zkušební řez je povinný (zabraňte zmetkovitosti šarže)
- Během řezání neopouštějte obsluhu (předcházejte nehodám).
- Dodržujte správné pořadí vypnutí (prodlužte životnost stroje)




