Obsah
Přehled laserového svařování
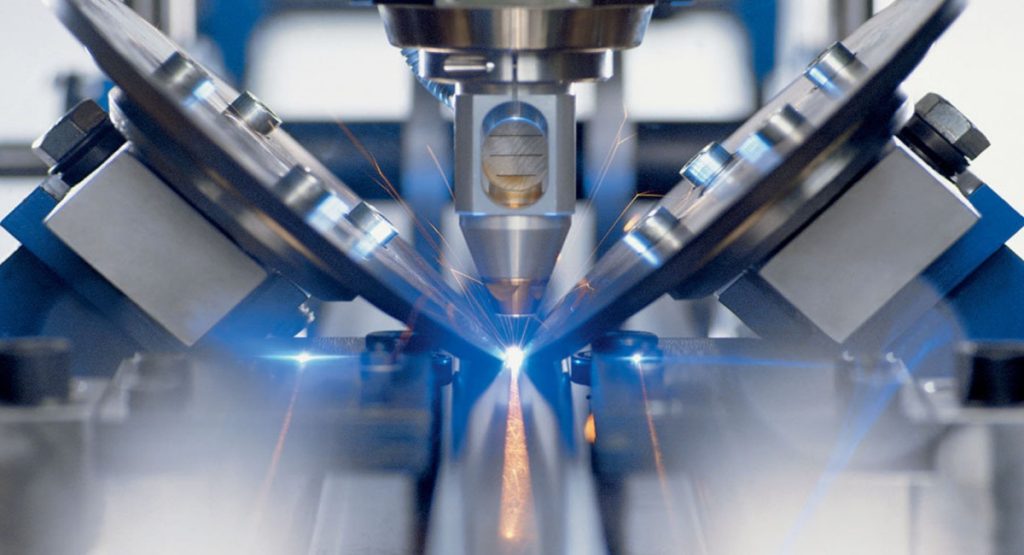
Laserové svařování jako moderní svařovací technologie má výhody, jako je hluboké pronikání, vysoká rychlost, malá deformace, vysoká hustota výkonu a neovlivňování magnetickými poli. Je široce používáno v oblastech přesné výroby, jako je automobilový průmysl, lodě a letecký průmysl. Tento článek představuje princip laserového svařování, jeho výhody a nevýhody a pomáhá lidem, kteří laserové svařování dosud nepoužívali, získat základní znalosti o této svařovací technologii.
Princip laserového svařování
Laserové svařování lze provádět pomocí kontinuálních nebo pulzních laserových paprsků a princip laserového svařování lze rozdělit na svařování vedením tepla a laserové svařování s hlubokým průnikem.
- Hustota výkonu menší než 10⁴–10⁶ W/cm² se považuje za tepelně vodivé svařování, kde je hloubka tavení malá a rychlost svařování pomalá. Princip laserového svařování je následující: laserové záření ohřívá opracovávaný povrch a povrchové teplo je vedeno dovnitř k difúzi prostřednictvím přenosu tepla. Řízením parametrů, jako je šířka, energie, výkon a frekvence laserového pulzu, se obrobek roztaví a vytvoří specifickou tavnou lázeň.
- Laserové svařování hlubokým průnikem obecně využívá ke spojování materiálů kontinuální laserový paprsek a jeho metalurgicko-fyzikální proces je velmi podobný svařování elektronovým paprskem. Mechanismus přeměny energie se dosahuje prostřednictvím malých otvorů. Při ozáření laserem s vysokou hustotou výkonu se materiál odpařuje a vytváří malé otvory, které jsou naplněny párou jako černé těleso a absorbují téměř veškerou dopadající světelnou energii. Teplo se přenáší z vnější stěny vysokoteplotní dutiny, což způsobuje tavení kovu obklopujícího dutinu. Při ozáření světelným paprskem se materiál stěny kontinuálně odpařuje a vytváří vysokoteplotní páru. Povrchové napětí vrstvy stěny vytvořené prouděním kapaliny vně stěny otvoru je v neustálé rovnováze s tlakem páry, který se neustále generuje uvnitř dutiny otvoru. Světelný paprsek kontinuálně vstupuje do malého otvoru, který je vždy ve stabilním stavu proudění. Roztavený kov obklopující stěnu otvoru se pohybuje dopředu s předním světelným paprskem, vyplňuje mezeru, kterou malý otvor zanechal, a odpovídajícím způsobem kondenzuje, čímž vytváří svarový šev.
Oblast použití laserového svařování
Laserové svařování se široce používá v různých průmyslových odvětvích, jako například:
- Automobilový průmysl: Laserové svařování umožňuje efektivní a přesné spojení automobilových komponentů, zlepšení produktivity a kvality, snížení nákladů a znečištění. Laserové svařování lze použít ke svařování komponentů, jako jsou karoserie automobilů, podvozky, motory, převodovky, výfukové potrubí, airbagy, přístrojové desky atd. Například laserové svařování umožňuje dosáhnout integrovaného designu zadních dveří automobilů, snížit počet a hmotnost dílů, zlepšit tuhost a pevnost a zlepšit vzhled a bezpečnost.
- Stavba lodí: Laserové svařování lze použít ke spojování lodních plechů, řešení problémů s deformací a deformací u tradičního svařování, zlepšení kvality a pevnosti svarů a snížení spotřeby materiálu a nákladů na práci. Laserové svařování lze použít ke svařování lodních konstrukcí, palub, přepážek, podpalubí, potrubí a dalších součástí. Například laserové svařování může dosáhnout rychlé montáže velkých lodních konstrukcí, zkrátit stavební cykly a zlepšit efektivitu výroby.
- Domácí obor: Laserové svařování lze použít k výrobě všech hliníkových domů, čímž se dosáhne bezešvého spojení profilů z hliníkových slitin, zlepší se estetika a trvanlivost domů a splní se potřeby ochrany životního prostředí a zdraví. Laserové svařování lze použít k výrobě bytových produktů, jako jsou hliníkové skříně, hliníkové knihovny a hliníkové botníky. Například laserové svařování může dosáhnout nulového formaldehydu, nulového znečištění a recyklační hodnoty ve všech hliníkových domech, čímž se vytváří nový koncept ekologického a módního bytového zařízení.
Klasifikace laserového svařování

Podle různých režimů výstupu energie laserů lze laserové svařování rozdělit na kontinuální laserové svařování a pulzní laserové svařování. Kontinuální laserové svařování vytváří během svařovacího procesu kontinuální a nepřerušovanou morfologii svaru, zatímco pulzní laserové svařování vytváří kruhový svarový bod na povrchu svařovaného obrobku v důsledku nespojitého vstupu energie na povrch obrobku. Různé morfologie svaru lze dosáhnout na základě změn parametrů laseru. Podle různých hustot výkonu laserového bodu lze laserové svařování rozdělit na svařování tepelnou vodivostí a svařování s hlubokým průvarem.
1. Svařování laserem s tepelnou vodivostí
Hustota výkonu laserového bodového svařování tepelnou vodivostí na povrchu obrobku je relativně nízká, obvykle menší než 105 W/cm2. Laser dodává energii na povrch svařovaného obrobku a ohřívá kovový povrch na teplotu mezi bodem tání a bodem varu. Povrch kovových materiálů přeměňuje absorbovanou světelnou energii na tepelnou energii, což způsobuje neustálý nárůst teploty kovového povrchu a jeho tavení. Tepelná energie se poté přenáší do vnitřku kovu vedením tepla, čímž se postupně rozšiřuje tavicí plocha. Po ochlazení se vytvoří svarový bod neboli svar. Tento princip svařování je podobný svařování wolframovou atmosférou v inertním plynu (TIG), známému jako svařování tepelnou vodivostí.
2. Laserové svařování hlubokým průvarem (svařování malých otvorů)
Pokud je hustota laserového výkonu aplikovaného na kovový povrch větší než 105 W/cm2, vysoce výkonný laserový paprsek působí na povrch kovového materiálu, což způsobuje lokální tavení a tvorbu „malých otvorů“. Laserový paprsek proniká do vnitřku roztavené lázně skrz „malé otvory“, zatímco kov se taví před malými otvory. Roztavený kov obtéká malé otvory dozadu, znovu tuhne a vytváří svarový šev.
Výhody a nevýhody laserového svařování
Laserové svařování je efektivní a přesná metoda svařování, která využívá laserový paprsek s vysokou hustotou energie jako zdroj tepla. Laserové svařování je jedním z důležitých aspektů aplikace technologie laserového zpracování materiálů, široce používané v oblastech, jako je automobilový průmysl, letecký průmysl, elektronika a lékařství. Má výhody vysoké rychlosti, vysoké kvality, vysoké flexibility a ochrany životního prostředí.
Jaké jsou tedy výhody laserového svařování ve srovnání s tradičními metodami svařování? S jakými obtížemi se při laserovém svařování setkáváme a jak je lze řešit? Jaké jsou běžné oblasti použití laserového svařování?
Výhody laserového svařování

Ve srovnání s tradičními metodami svařování má laserové svařování následující výhody:
- Vysoká rychlost, velká hloubka svařování a malá deformace. Laserové svařování má vysokou hustotu energie, rychlé rychlosti ohřevu a ochlazování, malou tepelně ovlivněnou zónu a nízké svařovací napětí a deformaci. Laserové svařování umožňuje dosáhnout svarů s vysokým poměrem stran, maximálně 10:1.
- Bezkontaktní zpracování, vysoká flexibilita. Laserové svařování nevyžaduje kontakt s obrobkem, ani elektrody ani přídavné materiály, což může snížit znečištění a ztráty. Laserové svařování může být přenášeno a transformováno optickými součástkami, což usnadňuje spolupráci s roboty a umožňuje automatizaci a vícenásobné zpracování. Laserové svařování lze provádět i při pokojové teplotě nebo za speciálních podmínek, vhodných pro svařování obtížně přístupných dílů nebo žáruvzdorných materiálů.
- Vysoká kvalita a dobrý výkon. Laserové svařování díky nízkému tepelnému příkonu a rychlé rychlosti ochlazování dokáže snížit vady, jako je pórovitost a trhliny, a zlepšit hustotu a pevnost svarového švu. Laserové svařování umožňuje také spojení různých kovů nebo odlišných materiálů, čímž se zlepšuje struktura a vlastnosti.
- Ekologické a šetrné k životnímu prostředí, bezpečné a bez znečištění. Laserové svařování neprodukuje škodlivé plyny ani hluk, není ovlivněno elektrickými ani magnetickými poli a je neškodné pro lidské zdraví a životní prostředí.
Problémy a řešení při laserovém svařování
Přestože má laserové svařování mnoho výhod, při svařování stále existují určité problémy:
- Rozstřik při svařování: označuje výskyt mnoha kovových částic na povrchu materiálu po dokončení svařování, které ulpívají na povrchu materiálu. To ovlivňuje kvalitu povrchu svarového švu a také kontaminuje a poškozuje čočku. Důvodem rozstřiku může být znečištění povrchu materiálu, přítomnost olejových skvrn nebo znečišťujících látek nebo odpařování pozinkované vrstvy.
Řešením je očistit povrch materiálu před svařováním, odpovídajícím způsobem snížit energii svařování a minimalizovat rozstřik.
- Trhliny: Označují tepelné trhliny vznikající kontinuálním laserovým svařováním, jako jsou krystalické trhliny, trhliny ztekucení atd. Hlavní příčinou vzniku trhlin je nadměrná smršťovací síla svaru před jeho úplným ztuhnutím.
Řešením je použití opatření, jako je plnění drátem a předehřívání, ke snížení nebo odstranění trhlin.
- Póry: Vztahuje se na výskyt pórů na povrchu svarového švu. Důvodem vzniku pórů může být to, že tavenina laserového svařování je hluboká a úzká, s rychlou rychlostí ochlazování a plyn generovaný v tavenině nemůže včas uniknout; buď povrch svarového švu není důkladně vyčištěn, nebo se z pozinkovaného plechu odpařují zinkové páry.
Řešením je vyčistit povrch svarového švu, zlepšit odpařování zinku při zahřátí a upravit směr foukání.
- Zahryznutí hrany: označuje špatné spojení mezi svarem a základním kovem, což má za následek drážku s hloubkou větší než 0,5 mm, celkovou délku větší než 10% délky svaru nebo délku větší než požadavky normy pro přijetí. Důvodem výskytu podříznutí může být příliš vysoká rychlost svařování, která brání roztavenému kovu v rozprostření zadní strany malého otvoru; nebo příliš velká mezera mezi spoji, což vede k úbytku roztaveného kovu během procesu plnění; nebo příliš rychlý pokles energie na konci laserového svařování, což způsobuje zhroucení malého otvoru.
Řešením je kontrolovat shodu laserový svařovací stroj výkon a rychlost zpracování, aby se zabránilo zakousnutí hran; vyleštění, vyčištění a oprava hran zakousnutí zjištěných během kontroly.
Závěr
Laserové svařování je vysoce přesná a vysoce účinná technologie svařování se širokými možnostmi uplatnění. Různé metody svařování a aplikační scénáře vyžadují výběr různých metod laserového svařování pro dosažení nejlepšího svařovacího efektu. Technologie laserového svařování se neustále vyvíjí a inovuje a v budoucnu se objeví další nové typy laserů a procesů, které poskytnou svařovací řešení s vyšší kvalitou, vyšší účinností a nižšími náklady pro různá průmyslová odvětví.




