Obsah
Robotické ohýbání plechů označuje automatizované operace ohýbání plechů prováděné průmyslovými roboty ve spojení s CNC ohýbací lisyJe to klíčová součást inteligentní výroby plechů, která výrazně zlepšuje efektivitu výroby, přesnost ohýbání a bezpečnost.
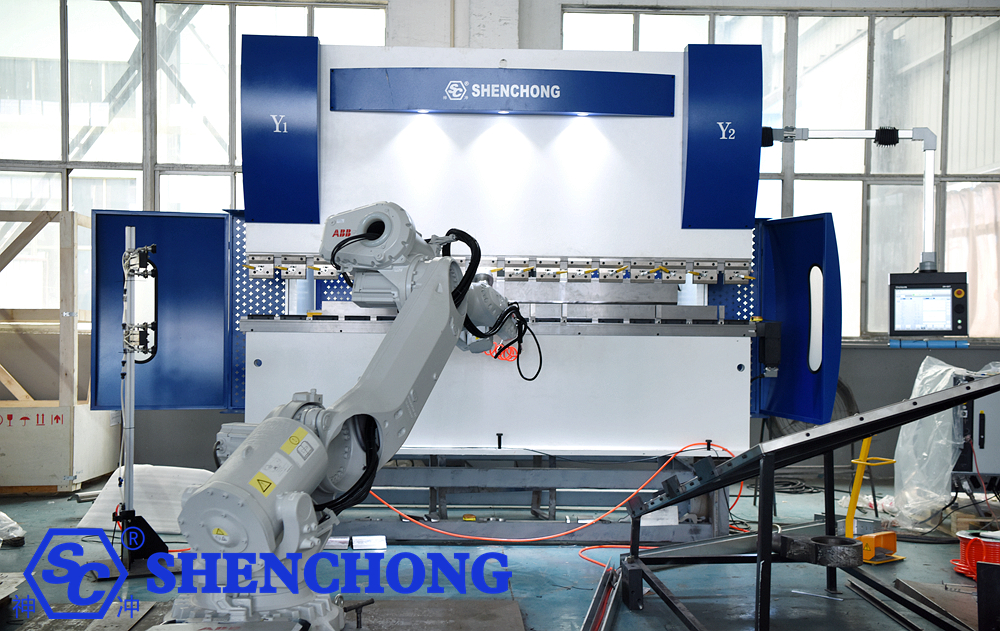
1. Přehled robotického ohýbacího systému
Robotický systém ohýbání plechů je komplexní automatizovaná jednotka složená z následujících částí:

- CNC ohraňovací lis: Obvykle servo nebo hydraulický ohraňovací lis s detekcí úhlu a funkcemi kompenzace.
- Průmyslový robot: Zodpovídá za uchopení, polohování, obracení, podávání a vykládání materiálů. Běžně se používají šestiosé roboty (např. KUKA, ABB, Yaskawa atd.).
- Koncový chapadlo (Gripper): Navrženo speciálně pro plechové díly, využívá vakuové přísavky, elektromagnetickou adsorpci nebo mechanické upínání.
- Systém vizuální kontroly polohy (volitelný): Používá se pro automatické zarovnání plechů a rozpoznání polohy otvorů.
- Software pro řízení ohýbání a systém koordinačního řízení: Umožňuje synchronizaci pohybů ohýbačky a robota, plánování trasy a řízení sekvence ohýbání.
2. Pracovní postup robotického ohýbání plechů
1) Podávání plechového materiálu
Akce robota: Uchopí plechy z regálu, palety nebo nakládacího stolu.
Běžné chapadla: Vakuové přísavky, magnetická přísavná zařízení nebo mechanická chapadla.
Klíčové funkce:
- Automatická detekce polohy archu (pomocí polohovacích kolíků nebo systému vidění)
- Automatické rozpoznání velikosti a orientace listu
- Zabraňuje vícenásobnému podávání listů (detekce vakua)
2) Umístění a zarovnání plechového materiálu
Účel: Zajistit přesné umístění plechového materiálu do pracovního prostoru ohýbačky.
Metody implementace:
- Použití polohovacích bloků (mechanických omezovačů)
- Systém pro určování polohy pomocí vizuální inteligence (identifikace poloh otvorů nebo hran)
- Automatické nastavení zadního dorazu ohýbačky
Kontrolní body: Souřadnicové systémy zadního dorazu robota a ohýbačky musí být přesně kalibrovány.
3) Podávání do ohraňovacího lisu
Akce robota: Podává plechový materiál po předem určené dráze mezi horní a dolní matricou ohýbačky.
Synchronní řízení: Předtím, než se horní matrice ohýbačky spustí dolů, robot zůstane v klidu a uvolní odpovídající upínací tlak.
Komunikace: Robot a ohýbačka jsou propojeny v reálném čase přes I/O nebo sběrnici Fieldbus (například PROFINET, EtherCAT).
4) První ohýbání
Akce ohýbačky: Dokončí první úhel ohybu podle nastaveného programu.
Akce robota:
- Udržuje stabilitu obrobku
- Po ohnutí se vhodně zasune, aby se zabránilo rušení
- Monitoruje deformaci obrobku
5) Otočení a změna polohy
Akce robota: Upravuje polohu plechu (převrácení, otáčení nebo naklápění) podle sekvence ohýbání.
Typické operace:
- Otočení nahoru, otočení dolů, otočení do strany
- Nastavení sekundárního úhlu ohybu
- Vícenásobné ohýbací operace ve spojení s ohýbacím strojem
Klíčové kontrolní body: Plánování trasy pro zamezení kolizí, plynulé přepínání poloh.
6) Vícekrokový ohýbací cyklus
Systém opakuje cyklus „podávání – ohýbání – překlápění – změna polohy“.
Systém automaticky identifikuje sekvenci ohýbání a optimalizuje dráhu robota.
Úhel ohybu je řízen CNC programem ohýbačky; robot je zodpovědný pouze za polohování a upínání obrobku.
7) Vykládka
Akce robota: Umístí ohnutý obrobek do oblasti hotového výrobku, na dopravní linku nebo na paletu.
Volitelné funkce:
- Kontrola hotového výrobku (rozměry, úhly)
- Automatické stohování nebo třídění
- Propojení s následnými procesy (např. svařování, broušení)
8) Cyklus a monitorování systému
Automatická cyklická výroba: Jakmile je proces ohýbání jednoho obrobku dokončen, robot automaticky spustí další.
Řídicí systém:
- Řízení propojení robota a ohýbačky
- Monitorování stavu zařízení a alarmů v reálném čase
- Nahrávání dat do systému MES (výrobní dávka, doba cyklu, míra průchodnosti)
3. Technické vlastnosti robotického ohýbání plechů
Robotický ohýbací systém plechů integruje průmyslového robota, CNC ohýbací lis a systém vizuální kontroly polohování a inteligentního řízení, což umožňuje plně automatizované, vysoce přesné, víceprocesové ohýbání plechů. Jeho klíčové technické vlastnosti se odrážejí v následujících aspektech:
1) Vysoce přesné řízení ohýbání
Opakovatelnost robota: ±0,05 mm ~ ±0,1 mm
Přesnost úhlu ohybu: ±0,2° ~ ±0,5°
Díky kompenzaci úhlu a automatickému detekčnímu systému ohýbačky lze dosáhnout přesného řízení v uzavřené smyčce.
Monitorování ohybové síly a úhlové zpětné vazby v reálném čase automaticky koriguje chyby.
2) Inteligentní plánování trasy a řízení polohy
Offline programovací software (například RobotStudio, KUKA.Sim, RoboDK) automaticky generuje dráhu ohybu.
Inteligentní algoritmy pro vyhýbání se překážkám zajišťují bezkolizní provoz mezi robotem a formou, plechem a tělem stroje.
Víceosé koordinované řízení umožňuje komplexní akce, jako je převrácení, otáčení a přemisťování plechů.
Pro předběžné ověření procesu ohýbání se používá simulace digitálních dvojčat.
3) Flexibilita a rychlé přepínání
Programované řízení umožňuje rychlé přepínání mezi ohýbacími úlohami pro různé díly.
Parametry matrice, upínacího přípravku a robota lze automaticky vyvolat.
Vhodné pro vícedruhovou, malosériovou nebo smíšenou linkovou výrobu.
Integruje se systémy MES pro automatizované plánování úkolů.
4) Automatizované nakládání a vykládání
Robot provádí celý proces nakládání → ohýbání → vykládání pomocí přísavek nebo elektromagnetických chapadel.
Automatická detekce polohy, tloušťky a tvaru plechu.
Integruje se s automatizovanými systémy manipulace s materiálem, AGV nebo dopravníkovými systémy pro bezobslužný provoz.
5) Bezpečnost a kolaborativní řízení
Ohýbačka a robot dosahují synchronizovaných pohybů prostřednictvím sběrnicové komunikace (EtherCAT / PROFINET / Modbus).
Vybaveno víceúrovňovou ochranou včetně bezpečnostních světelných závor, laserových skenerů, plotů a blokovacích systémů kontroly přístupu.
Řídicí systém je vybaven nouzovým zastavením a logikou proti kolizi.
Rozhraní člověk-stroj (HMI) zobrazuje stav ohýbání a informace o alarmech v reálném čase.
6) Řízení založené na datech a vizualizovaném systému
Sběr dat v reálném čase, jako je ohybová síla, úhel a doba cyklu.
Sledovatelnost výrobních šarží, operátorů a parametrů ohýbání.
Integrace se systémy ERP/MES pro digitální řízení továrny.
Může být vybaven algoritmy umělé inteligence pro analýzu efektivity výroby a spotřeby energie.
7) Energeticky úsporný a spolehlivý design
Servohydraulické nebo plně elektrické ohýbačky nabízejí úsporu energie 30%–50%.
Dlouhá nepřetržitá provozní životnost robota s cyklem údržby 3–5 let.
Systém může pracovat nepřetržitě 24 hodin bez lidského zásahu a vykazuje tak vysokou stabilitu.
Tabulka typických výkonnostních parametrů (pro referenci):
Položka | Obsah |
Přesnost ohýbání | ±0,2°~±0,5° (v závislosti na modelu stroje a systému vidění) |
Rozměry plechů | 300×300 mm ~ 2500×1500 mm (přizpůsobitelné) |
Rozsah tloušťky plechu | 0,5~6 mm (běžně používaná ocel, hliník, nerezová ocel) |
Tonáž ohýbačky | 80~250 tun (běžné) |
Zatížení robota | 20~500 kg (v závislosti na tloušťce a velikosti plechu) |
Úroveň automatizace | K dispozici je automatická výrobní linka s jedním strojem, flexibilní výrobní linka a bezobslužná výrobní linka. |
Proces programování | Dráha ohybu generovaná pomocí offline programovacího softwaru. |
Bezpečnostní konfigurace | Laserová ochrana, mříže, ploty, zámkové dveře atd. |
4. Výhody robotických systémů ohýbání plechů

Robotický systém ohýbání plechů hluboce integruje CNC ohýbačky s průmyslovými roboty a inteligentními řídicími systémy, čímž dosahuje automatizace, flexibility a inteligence v procesu ohýbání plechů. Tento systém nabízí oproti tradičnímu ručnímu ohýbání významné výhody z hlediska efektivity, přesnosti, bezpečnosti, flexibility a řízení.
1) Automatizovaná výroba, zvýšená efektivita
Robot dokáže provádět nepřetržité ohýbání 24 hodin denně bez lidského zásahu.
Více ohýbacích operací se provádí v jednom průchodu, což výrazně zkracuje dobu manipulace s obrobkem a jeho polohování.
Vysoká doba cyklu na kus a snížený počet kroků manuální obsluhy mohou zvýšit efektivitu výroby o 30%–50%.
Lze jej integrovat s nakládacími regály, automatizovanými sklady a logistickými systémy AGV a vytvořit tak plně automatizovanou výrobní linku.
2) Vysoká přesnost a konzistence
Robot má vysokou přesnost polohování (±0,05 mm) a chyby úhlu ohybu lze regulovat v rozmezí ±0,2°.
Automatická kompenzace úhlu a korekce zadního dorazu zajišťují konzistentní kvalitu výrobku u každého kusu.
Eliminuje chyby, únavu a závislost na zkušenostech, které jsou vlastní manuálnímu provozu.
3) Flexibilní výroba, přizpůsobitelná více odrůdám
Podporuje automatickou identifikaci a rychlou výměnu různých obrobků.
Nové programy ohýbání obrobků lze rychle generovat pomocí offline programovacího softwaru.
Automatické přepínání parametrů, jako jsou formy, upínací přípravky a dráhy, podporuje flexibilní výrobu malých dávek a více variant.
Vhodné pro různé typy obrobků, včetně skříní, elektrických rozvaděčů a větracích kanálů.
4) Vysoká bezpečnost, nízká pracovní náročnost
Roboti nahrazují ruční obsluhu při ohýbání těžkých plechů, čímž se zabrání riziku zranění způsobeného skřípnutím a nesprávné obsluze.
Systém je vybaven víceúrovňovými ochrannými opatřeními, jako jsou laserové ochranné mříže, bezpečnostní ploty a blokovací systémy kontroly přístupu.
Snižuje náročnost práce pracovníků, zlepšuje pracovní prostředí a dosahuje „izolace provozu člověk-stroj“.
5) Stabilní a spolehlivé, snížené náklady
Systém má kompaktní konstrukci, dlouhý cyklus údržby a může stabilně fungovat po delší dobu.
Automatizace snižuje počet operátorů (obvykle ze 2 osob na 0–1 osobu).
Snižuje náklady na pracovní sílu a míru zmetkovitosti způsobenou lidskou chybou.
Ohýbačka používá servopohony s úsporou energie, což šetří spotřebu energie 20%-40%.
6) Inteligentní monitorování a správa dat
Sběr dat v relativním čase, jako je úhel ohybu, tlak, doba cyklu a mez.
Integruje se systémy MES/ERP pro vizualizaci výroby a řízení sledovatelnosti.
Podporuje vzdálené monitorování a diagnostiku poruch, čímž se prodlužuje provozuschopnost zařízení.
Rozšiřitelné o algoritmy umělé inteligence pro inteligentní plánování optimalizace a včasné varování před údržbou.
7) Modulární design pro snadné rozšíření
Flexibilní kombinace: automatizace jednoho stroje, spolupráce dvou strojů nebo integrace celé linky.
Standardizovaná rozhraní modulů usnadňují upgrady a rozšíření funkcí.
Podporuje propojení s předřazenými i následnými zařízeními (podavače, brusky, testovací stroje).
5. Shrnutí
Robotický ohýbací systém plechu je inteligentní zařízení pro zpracování plechu, které kombinuje průmyslovou robotickou technologii s CNC ohýbacími stroji. Automatizuje celý proces nakládání, polohování, ohýbání, překlápění a vykládání plechu, čímž dosahuje automatizace, inteligence a bezobslužného provozu procesu ohýbání.
Tento systém má následující klíčové vlastnosti:
- Vysoká přesnost: Vysoká opakovatelnost robota a konzistentní úhly ohybu.
- Vysoká účinnost: Nepřetržitý automatický provoz se stabilním výrobním cyklem.
- Vysoká bezpečnost: Díky komplexní ochranné konstrukci se zabraňuje ručnímu kontaktu s oblastí ohýbání.
- Flexibilní výroba: Podporuje automatické přepínání pro více typů produktů a malé dávky.
- Inteligentní správa: Možnost připojení k systémům MES/ERP pro sledování dat a vizualizaci výroby.
Použitím technologie robotického ohýbání mohou podniky výrazně snížit náklady na pracovní sílu, zlepšit efektivitu výroby, zvýšit kvalitu produktů a urychlit transformaci směrem k inteligentní výrobě a digitálním továrnám.




