Jeden z ohraňovací lis Použitím je ohýbání všech druhů sloupů, a proto továrny na ohraňovací lisy často dostávají od klientů poptávky na výrobu ohraňovacích lisů pro ohýbání sloupů pouličního osvětlení a vysokých stožárů. Poloautomatická výrobní linka na sloupy veřejného osvětlení je speciálně navržena pro výrobu sloupů a níže je uveden jeden z případů poloautomatické výrobní linky na sloupy veřejného osvětlení, který SC SHENCHONG nabízí našemu klientovi.
Informace o klientově pólu
Tento klient chce vyrobit dva typy sloupů: polygonální a kuželové.
Polygonální sloupy (materiál: S235) | maximální počet tahů | 16 |
|
maximální rozměry |
|
|
|
| tloušťka | 6 | mm |
| délka | 12000 | mm |
| průměr (jednotlivý kus) (minimální) | 160 | mm |
| průměr (jeden kus) (maximální) | 500 | mm |
Kuželové tyče (materiál: S235) |
|
|
|
maximální rozměry |
|
|
|
| tloušťka | 4 | mm |
| délka | 12000 | mm |
| průměr (jednotlivý kus) (minimální) | 60 | mm |
| průměr (jeden kus) (maximální) | 210 | mm |
| redukce kuželovitosti/kužele po celé délce |
|
|
|
|
|
|
minimální rozměry |
|
|
|
| tloušťka | 4 | mm |
| délka | 6000 | mm |
| průměr (jednotlivý kus) (minimální) | 60 | mm |
| průměr (jeden kus) (maximální) | 135 | mm |
| redukce kuželovitosti/kužele po celé délce |
|
Technologický proces výroby světelných sloupů
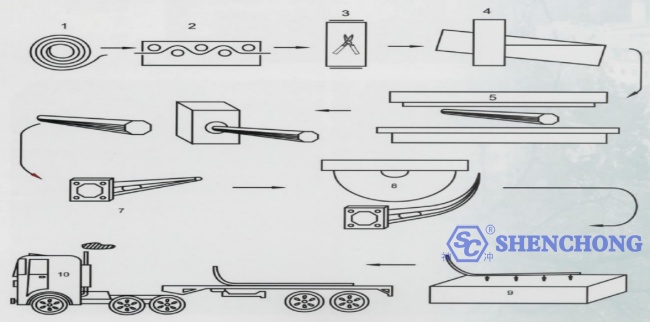
Tok procesu poloautomatické výrobní linky na sloupy osvětlení
- Odvíjení
- Vyrovnání desek
- Řezání plechů
- Šikmé stříhací stroje na plechy
- Opětovné vyrovnání řezaného plechu pro snížení napětí.
- Stohování podélně řezaných desek na vykládacím zařízení (proces od odvíjení po stohování plechu je automatický).
- Pro přepravu stohovaných plechů k ohraňovacímu lisu použijte jeřáb.
- Systém dvojitého příhradového nakládání pro nakládání plechu do předního podávacího zařízení ohraňovacího lisu.
- Ohýbaný osvětlovací sloup
- Svařovací stroj pro spojování tyčí (tandemové vykládací tyče pro ohraňovací lis se spojují se svářecím strojem).
Hlavní výrobní zařízení
- Odvíjení – zarovnávání – řezací linka
- Řezací stroj
- Systém zatížení s dvojitým nosníkem
- Tandemový ohraňovací lis
- Stroj na spojování a svařování tyčí
CNC řezací linka na sloupy veřejného osvětlení
Model: CTLA6x1600
Automatický typ, se čtyřvrstvým vyrovnávacím strojem + stříhací frézkou + 3čepelovým řezáním hran + kuželovou řezací jednotkou.

Funkce
- Surovinou je ocelová cívka a výstupem je rovnoramenný lichoběžníkový plech vhodný pro velikost sloupu pouličního osvětlení.
- Odvíjení, zarovnávání, podélné řezání, odstraňování hran, šikmé stříhání, vykládání a stohování v jedné výrobní lince. Je to stroj i proces. Po příčném řezu plechovými nůžkami není nutné řídit jeřáb pro nakládání a vykládání a je nutné přímo vstoupit do procesu šikmého stříhání. Snižuje se počet operátorů a práce a zvyšuje se rychlost výroby.
- Plně automatický typ, CNC řízení délky plechu, CNC řízení množství plechů, automatické šikmé střihy, automatické vykládání a automatický systém stohování.
- Rychlost výroby je extrémně vysoká, protože je mnohem rychlejší než rychlost následného procesu. Obecně platí, že po dokončení tohoto procesu mohou operátoři pracovat na dalších procesech, což výrazně šetří pracovní čas a snižuje výrobní náklady.
- Obsluha by měla být uvolněná a minimalizovat kontakt s ocelovou deskou, což je pro personál bezpečné.
- Střihací stroj má funkci celkové rotace, která umožňuje otáčení v určitém úhlu vzhledem k ose, takže řezaný plech je rovnoběžný, což je výhodné pro šikmé střihací stroj, který po šikmém střihu získá rovnoramenný lichoběžníkový plech, vhodný pro výrobu sloupů veřejného osvětlení. Není třeba ořezávat, aby se snížil odpad z plechu.
- Řezací zařízení se třemi břity, které dokáže odstranit odpadní okraj a zároveň odříznout střední polovinu, když lze šířku plechu použít jako čtyři póly.
- Po šikmém stříhání se desky ve stejném směru stohují odděleně bez třídění. Více desek (například 30 desek) lze přímo zvednout k ohýbačce, což je bezpečné a šetří čas.
- Volitelná nivelační jednotka po zúženém řezání, která dokáže odstranit napětí způsobené zúženým řezáním a vyrobit vysoce kvalitní sloupy osvětlení.
Technické parametry a složené zařízení
Technický parametr
- Tloušťka materiálu: válcovaná za tepla nízkouhlíková ocel Max: 6 mm, Min: 2 mm pro Q235, Q345, mez kluzu: 235 MPa, 345 MPa
- Maximální šířka ocelového plechu: 1600 mm
- Hmotnost ocelové cívky: Max. 30 tun
- Vnitřní průměr ocelové cívky: Φ508 mm - Φ760 mm
- Rychlost nivelace: 5-15 m/min
- Počet vyrovnávacích válců: 13, horní válec 6, spodní válec 7
- Průměr vyrovnávacích válců: 132 mm
- Vzdálenost vyrovnávacích válečků: 143 mm
- Materiál vyrovnávacího válce: GCr15
- Tvrdost vyrovnávacího válce: HRC55-58
- Zařízení s podpůrnými válečky: nahoru a dolů, každá po 3 kusech
- Průměr nosného válce: 140 mm
- Rozsah délek pro stupnici: 2000~12000 mm dle požadavků
- Tolerance řezné délky: méně než ±2 mm (na základě desky o délce 8 m)
- Výkon hlavního nivelačního motoru: 37 kW, 960 ot./min.
- Kapacita stříhacího stroje: 6 mm x 2500 mm
- Úhel natočení stříhacího stroje: 1,5 stupně.
- dvojitý břit a kužel Rychlost řezání: 15 m/min.
- Výkon hlavního motoru pro řezání: 5,5 kW
- Rychlost pohybu vozíku: 15 m/min. nastavitelná
- Materiál řezné čepele: H13k
- Průměr řezací čepele: 280 mm
- kuželové řezání Průměr svíracího válce: 280 mm
- Vnitřní šířka jednotky pro řezání hran: 1550 mm
- Vnitřní šířka kuželové řezací jednotky: 1800 mm
- šířka stroje: cca 7200 mm
Detail zařízení
- Vůz na nakládání ocelových svitků
- Hydraulický dvouhlavý odvíječ deštníkového typu
- Hydraulické lisování a vedení, hydraulické zařízení s lopatovou hlavou, svírací zařízení
- Pracovní stůl se středním válcováním
- Vodicí zařízení
- Nivelační jednotka: (čtyřvrstvý typ)
- Rotační typ stříhací stroje
- Nosný stůl s délkou tyče + vozík s automatizačním zařízením:
- Zařízení na zvedání talířů.
- Tříčepelová jednotka pro řezání hran.
- Nosný stůl s délkou tyče + vozík s automatizačním zařízením
- Zařízení na zvedání talířů.
- Kuželová řezací jednotka
- Kulový podpěrný stůl pro vykládání
- Automatický systém pro vykládání a stohování kuželových plechů
- Elektrický systém
- Hydraulický systém
- Pneumatický systém
Volitelné položky
Možnost 1: Rovnací jednotka po zúženém drážkování,
Možnost 2: Offline systém pro registrační značky
Možnost 3: Funkce vzdálené diagnostiky.
Možnost 4 Náhradní díly
Systém zatížení dvojitých nosníků
Po nařezání a vyrovnání se pomocí jeřábu ručně zvedne stoh nakrájených desek na příhradovou stanici před ohýbačkou.
Pracovní postup:
Vakuová přísavka systému dvojitého nosníku pro nakládání s příhradovými nosníky uchopí plech z dráhy válců řezacího stroje.
Vložte desku na automatické přední podávací zařízení tandemového ohraňovacího lisu.
Automatické přední podávací zařízení ohraňovacího lisu podává desku.
Tandemový ohraňovací lis ohýbá obrobek.
Po ohýbání je CNC řízené boční vykládací zařízení pro vyložení hotových sloupů.
Hotové sloupy se nakládají na válcovací dráhu svářecího stroje.
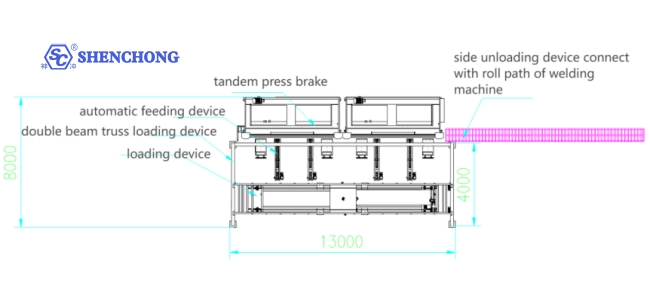
- Systém dvojitého nosníku zahrnuje 2 pracovní stanice, každá pracovní stanice je dlouhá 2000 mm, takže systém dvojitého nosníku má délku 4000 mm.
- Systém zatížení s dvojitým nosníkem Nosnost max. 1200 kg, jako převodové ústrojí je použito ozubené kolo a hřeben, lineární vedení. Nakládací část využívá servopohon a vakuovou přísavku.
CNC tandemový ohraňovací lis

Pro splnění požadavků klienta na ohýbání doporučujeme tandemový CNC ohraňovací lis model: 2-WE67K 600 tun 6000 mm, celkem 1200 tun 12000 mm. Tento stroj navrhujeme pro sloupy osvětlení, materiál, max. tloušťka 6 mm, max. délka 12000 mm, průměr sloupu 60-500 mm.
Speciální konstrukce pro CNC tandemový ohraňovací lis v poloautomatické výrobní lince na sloupy veřejného osvětlení
- Automatické přední podávací zařízení řízené CNC
- Automatické zpětné podávání řízené CNC systémem
- Automatické boční vykládací zařízení
- Automatické sání (včetně magnetické separační struktury, automaticky načítací struktury).
Parametr stroje
Model | 2 TÝDNY600/6000(ESA-S860) | ||
Žádný. | Položka | Jednotka | hodnota |
1. | tlak | KN | 2×6000 |
2. | Pracovní stůl | mm | 2×6000 |
3. | Vzdálenost mezi domy | mm | 4800 |
4. | Hloubka hrdla | mm | 1250 |
5. | Zdvih beranu | mm | 300 |
6. | Rychlost přiblížení | mm/s | 100 |
7. | Pracovní rychlost | mm/s | 8-12 |
8. | Rychlost návratu | mm/s | 60-100 |
9. | Osa (13+2) |
| Y1, Y2, X1, X2, X3, X4+V1 Y3, Y4, X5, X6, X7, X8, C+V2 |
10. | Tolerance rovnoběžnosti Y1, Y2, Y3, Y4 | mm | ±0,01 |
11. | Přední podávací zdvih | mm | 1800 |
12. | Zadní podávací zdvih | mm | 1250 |
13. | Denní světlo | mm | 980 |
14. | Hlavní motor | kW | 37×2 |
15. | Celkové rozměry jednoho stroje (DxŠxV) | mm | 6600*3700*4700 |
16. | Hmotnost jednoho stroje | Tón | 56 |
Specifikace CNC osy:
Osy Y1, Y2, Y3, Y4 – ovládání osy válce, osy X1, X2, X3, X4, X5, X6, X7, X8 – ovládání osy podávání, C – ovládání osy vykládání na straně, V1, V2 – ohýbání cnc řídicího stolu
Hlavní výkon a vlastnosti
- Rám se skládá z palivové nádrže, tácku, podpěry, pracovního stolu, levého a pravého stěnového panelu a posuvníků. Konstrukce, vysoká konstrukční pevnost a velký stupeň oceli zajišťují konstrukční pevnost rámu a absorbují vibrace pro eliminaci namáhání.
- Konstrukční části jsou zrezivěny tryskáním a nastříkány antikorozní barvou.
- Nástěnný panel, posuvník a pracovní stůl jsou zpracovány jednorázovou velkoobjemovou CNC vyvrtávačkou a frézkou na podlahu, aby byla zajištěna rovnoběžnost a svislost každé montážní plochy.
- Princip synchronizace strojů: použití elektrohydraulického servo proporcionálního ventilu k zajištění synchronizace obou strojů, použití elektrohydraulického servo proporcionálního ventilu německé společnosti, jehož výkonové charakteristiky jsou vysoká provozní síla, nepřetržité působení elektromagnetu, tření mechanického pohybu dvojice malý přesný elektronický zesilovač s rychlými provozními charakteristikami. Na každém konci svislé desky pracovního stolu je instalována mřížka, která nepřetržitě odráží polohu zdvihu a synchronizační chybu jezdce a odesílá oba rozdíly do řídicího systému mikropočítače pro řízení elektrohydraulického servo proporcionálního ventilu pro synchronizaci dvou válců každého jednotlivého stroje. Protože mřížková stupnice není přímo namontována na rámu stěny panelu, ale je namontována na rámu ve tvaru C upevněném ke svislé desce stolu a pracovní stůl slouží jako referenční bod, samotný jezdec a rám jsou zatíženy. Deformace neovlivňuje přesnost měření a regulace stupnice. Synchronizace dvou strojů pomocí propojení dvou strojů přenáší informace o mechanické synchronizaci do elektrického signálu do synchronizační desky a mikropočítače prostřednictvím diferenciálního potenciometru instalovaného mezi dvěma posuvníky a ovládá elektrohydraulický servo proporcionální ventil prostřednictvím zesilovací desky, čímž se zajistí synchronní činnost dvou strojů.
- Obsluha může přímo provádět dialog mezi člověkem a strojem prostřednictvím počítače, zobrazovat údaje v čínštině a angličtině, automaticky vypočítávat a upravovat ohýbací sílu, optimalizovat sekvenci ohýbání, vypočítávat délku obrobku, zobrazovat tvar a potřebné provozní informace před a po zpracování obrobku a automaticky řídit horní úvrat, bod změny rychlosti, zobrazení obrazu, plně funkční, s programováním, jogem, tlakem, pomalým zotavením a dalšími funkcemi.
Hydraulický systém
- Je poháněn elektrohydraulickou servoventilovou skupinou dováženou německou společností. Má kompaktní konstrukci, silný těsnicí výkon, vysokou přesnost synchronizace a dlouhou životnost.
- Externí plnicí ventil s velkým průměrem, vysokou rychlostí a nízkými ztrátami.
- Použití vysokotlakého čerpadla s vnitřním ozubeným kolem Sumitomo odolává vysokému tlaku a má nízkou hlučnost.
- Těsnění válce využívá těsnicí komponent švédské společnosti SKF, který se vyznačuje nízkým opotřebením a netěsností.
- Hydraulický systém má pojistku proti přetížení a přeplnění.
- Válec je integrálně kovaný z oceli 45. Po hrubém obrábění, tepelném zpracování, dokončování a jemném broušení má vnitřní stěna válce jak tvrdost, tak odolnost proti opotřebení a vysokou válcovitost.
- Píst je integrálně kovaný z oceli 45. Po hrubém obrábění, tepelném zpracování a jemném broušení je povrch potažen niklem a fosforem pomocí nejmodernější vojenské technologie v zemi. Píst válce má dobré samomazné vlastnosti a může výrazně zlepšit jeho životnost.
- Hladina oleje má jasný a intuitivní displej.
- Vysoce přesný vodicí systém, systém měření polohy a funkce hydraulického vyvažování splňují potřeby obrábění v plné délce.
- Zařízení může pracovat nepřetržitě 16 hodin při jmenovitém zatížení, přičemž hydraulický systém nemá žádné úniky, pracuje stabilně a má dobrý výkon. Teplotu oleje lze regulovat v rámci národní normy (≤60~70 °C).
Elektrický řídicí systém
- Elektrické komponenty splňují mezinárodní normy, jsou bezpečné a spolehlivé, mají silnou odolnost proti rušení a rozvaděč má funkci odvodu tepla.
- Má pohyblivý nožní spínač pro snadné ovládání a funkci nouzového zastavení.
Schopnost stroje zabránit posunutí
Elektrohydraulický servosystém stroje je systém řízení polohy, který dynamicky detekuje chybu synchronizace jezdce pomocí mřížkového pravítka a koriguje chybu synchronizace jezdce pomocí signálu elektrohydraulického servoventilu daného numerickým řídicím systémem, takže jezdec je v případě částečného zatížení vždy rovnoběžný se stolem.
CNC SVÁŘEČKA NA TYČOVÉ ZÁVĚRY
MODEL: HM500/12000
Rozsah použití: vhodné pro svařování sloupů střední velikosti s podélným automatickým uzavíráním velkých délek, jako jsou sloupy 5G, monopoly, sloupy vysokého stožáru a běžné sloupy pouličního osvětlení.

Funkce
- Automatické CNC nastavení, CNC systém, se změnou průměru tyče, automaticky upravuje tlak, automaticky upravuje polohu přítlačné patky, automaticky přizpůsobuje rychlost a polohu podávání, udržuje svarový šev vždy v uzavřeném stavu, aby bylo zajištěno hladké svařování.
- Na základě kvalifikace předchozího procesu nedochází po svařování ke kroucení pólového svaru a není nutné, aby obsluha páčila a kroutila tyč v zadní části stroje pro vycentrování svaru.
- Pohonná tyč je řízena frekvenčním měničem s funkcí elektrické brzdy pro zajištění stability svařování hlavy a konce. Tento systém dokáže svařovat tyč od úzkého konce až po spodní konec po celou plochu a téměř bez zbylé délky svaru. Tím se snižuje ruční obsluha v dalším procesu.
- Počet upínacích válečků je 3 sady, výhodou je snížení tlaku válečků na povrch tyče a zmenšení poškrábání povrchu. Je vhodný pro výrobu osmibokých, polygonálních a kuželových tyčí. Může mít stejný průměr nebo být kuželový.
- Tlačný vozík s motorizovanou funkcí rychlého návratu, obsluha nemusí tlačit zpět ručně a snižuje pracovní náročnost obsluhy.
- Zadní posuvný vozík s pneumatickým upínacím zařízením. Je jednoduchý a rychlý ve srovnání s ručním upnutím.
- Funkce svařování pod tavidlem
- Vykládací strana je válečkového typu, což je pohodlné pro nakládání a vykládání a umožňuje automatizaci předcházejících i následných materiálů. Nakládání a vykládání může probíhat na stejné straně, takže obsluha se vyhne přesunu na dlouhé vzdálenosti. Obsluha musí pracovat pouze v pozici hostitelského stroje, což výrazně snižuje náročnost práce.
- Vlastní vývoj systému synchronizace tlaku oleje a řízení snižuje požadavky na tyč, díky čemuž je tyč po svařování zaoblenější a méně deformovaná.
- Obsluha: 1 osoba.
- Vykládací válečkový regál, 5 sad (vhodné pro tyče 12, 14 m)
- Dle uspořádání dílny kupujícího lze dodat stroje s různými směry práce.
- Pro speciální požadavky zákazníků může být stroj speciálně navržen a vyroben tak, aby splňoval požadavky různých pólů po celém světě.
- Prostřednictvím kamery instalované na hlavě stroje se svarový šev odráží na obrazovce hlavního ovládacího panelu, což usnadňuje a zjednodušuje sledování svarového švu a snižuje náročnost práce obsluhy při monitorování svařování.
Stroj se skládá z následujících částí
- Dlouhý pracovní stůl pro pohyb vozíku
- Hlavní portálový rám
- Systém pohonu vozíku
- Vykládací válečkový regál, 5 sad (vhodné pro tyče 12, 14 m)
- Hydraulická upínací část (včetně upínacích válečků, vhodná pro tyče střední velikosti)
- Systém pro svařování pod tavidlem s podáváním drátu
- Systém pro regeneraci tavidla
- Hydraulický systém
- Řídicí systém
- Kamera, systém sledování svarových švů. Upínací kladka, dle požadavků zákazníka na sloup. S 1 sadou vhodnou pro monopolní sloup. Vysoký stožár, forma sloupu 5G. S
- 1 sada vhodná pro běžné sloupy pouličního osvětlení, minimální průměr 60 mm (kulaté sloupy a kuželové sloupy)
- 1 sada vhodná pro běžné sloupy pouličního osvětlení, minimální průměr 60 mm (osmihranný sloup)
- Sada zadních upínacích zařízení vhodných pro běžné sloupy pouličního osvětlení. (Obsahuje malý nástroj vhodný pro sloupy s velmi krátkou délkou, například s ramenem o délce 1~2 metry)
- Systém nakládání a vykládání sloupů pouličního osvětlení (volitelné)
- Síťový systém výrobních dat
- Funkce vzdálené diagnostiky
- Náhradní díly na jeden rok
Efektivita výroby poloautomatické linky na výrobu světelných sloupů
Použitím výše uvedené poloautomatické výrobní linky na sloupy veřejného osvětlení o délce 12 000 mm dosahuje klient vynikajících výsledků v oblasti efektivity výroby.
- Linka na řezání na míru + řezací stroj pro běžnou výrobu pouličních sloupů: 200~250 kusů/8 hodin.
- Ohraňovací lis: normální pouliční sloup a vysoký sloup: 80-160 kusů/8 hodin.
- Svařovací stroj na sloupy s uzavřeným chodem: běžný pouliční sloup: cca 50 kusů/8 hodin.
Závěr
Poloautomatická linka na výrobu sloupů veřejného osvětlení zahrnuje řezací stroj, linku na řezání na míru, stříhací nůž na plechy, automatický nakládací stroj, tandemový ohraňovací lis a svařovací stroj na rámy. Různé uspořádání továrny a různé požadavky na výrobu sloupů by měly vyžadovat různé návrhy výrobních linek. Pro více návrhů výrobních linek na sloupy veřejného osvětlení nás neváhejte kontaktovat.
Související článek: