
Table des matières
Le cintrage à trois rouleaux (également appelé laminage de tôle à trois rouleaux) est l'un des procédés de formage circulaire les plus classiques et les plus répandus dans le domaine de la mise en forme des tôles. Il est largement utilisé dans la fabrication de récipients sous pression, de conduits d'air, de réservoirs de stockage, de structures métalliques, dans la construction navale, la construction de ponts et dans l'industrie de la construction mécanique.
Vous trouverez ci-dessous une analyse systématique et approfondie de son principe de fonctionnement, de sa composition structurelle, de son mécanisme de formation, de ses caractéristiques techniques, de ses avantages, une comparaison des différentes formes structurelles et des scénarios d'application.
1. Principe de fonctionnement de base du processus de pliage à 3 rouleaux
Le principe de base du laminage de tôles à trois rouleaux est le suivant : en modifiant les positions relatives des trois rouleaux, la tôle subit une déformation plastique continue par flexion sous contrainte, formant finalement la forme d'arc ou cylindrique souhaitée.
1) Composants structurels de base
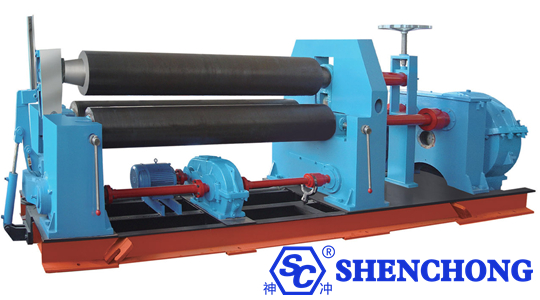
Une rouleuse à trois rouleaux standard se compose généralement de :
- Rouleau supérieur (rouleau principal)
- Rouleau inférieur (rouleau de support)
- Rouleaux latéraux (rouleaux de réglage)
- Système d'entraînement principal
- Système hydraulique
- système de commande électrique
- Mécanisme de basculement (pour le déchargement)
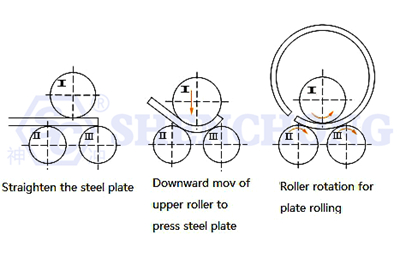
2) Procédé de formage par pliage à 3 rouleaux
Étape 1 : Alimentation et positionnement des assiettes
La tôle est insérée entre les rouleaux supérieur et inférieur.
Étape 2 : Levage et abaissement du rouleau latéral
Les rouleaux latéraux montent ou descendent, modifiant ainsi la position du support à trois points.
Étape 3 : Générer un moment de flexion
Lorsque la tôle passe entre les trois rouleaux :
- Le rouleau supérieur applique une pression.
- Le rouleau inférieur assure le support.
- Les rouleaux latéraux contrôlent le rayon de courbure.
- La tôle subit une déformation plastique continue.
Étape 4 : Alimentation répétée
Par laminage répété, le cintrage atteint progressivement le rayon défini.
Étape 5 : Terminer le processus de formage
Formez une pièce cylindrique ou en forme d'arc.
2. Principes mécaniques du laminage de tôles à trois rouleaux
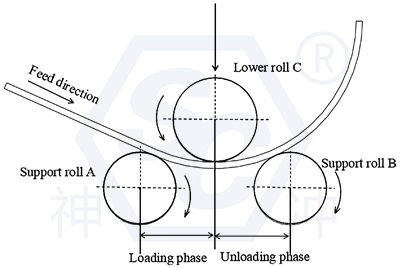
Le principe du cintrage de tôles à 3 rouleaux est le suivant : Formage par pliage continu en trois points
Caractéristiques mécaniques :
Le rouleau supérieur est le rouleau moteur (dans la plupart des structures).
La plaque est soumise à un moment de flexion
La face extérieure de la plaque est sous tension.
La face intérieure est sous compression.
La couche neutre reste globalement inchangée.
Lorsque la contrainte dépasse la limite d'élasticité du matériau, une déformation plastique se produit.
Principe du contrôle du rayon de courbure
Le rayon de courbure dépend de :
- Espacement des rouleaux
- position de roulis latéral
- Épaisseur de la plaque
- Résistance du matériau
- Pression du rouleau supérieur
Plus le rouleau latéral est proche du rouleau supérieur :
→ Rayon de courbure plus petit
→ Courbure de formation plus importante
3. Types structurels des machines à rouler les tôles à trois rouleaux
– Laminoir symétrique à trois rouleaux
– Machine à rouler asymétrique à trois rouleaux
– Machine à rouler les tôles à niveau mécanique
– Machine à rouler les plaques universelle à rouleau supérieur
Des configurations personnalisées sont disponibles en fonction de l'épaisseur de la plaque, de la précision de traitement et des exigences d'automatisation.
1) Machine à cintrer symétrique à 3 rouleaux
- Caractéristiques : Les deux rouleaux inférieurs sont fixes ; le rouleau supérieur se soulève verticalement.
- Avantages : Structure simple ; faible coût ; convient aux plaques moyennes et lourdes.
- Inconvénients : Nécessite une assistance au pré-cintrage ; précision légèrement inférieure.
2) Machine à rouler asymétrique à trois rouleaux
- Caractéristiques : Le rouleau inférieur est réglable ; un rouleau latéral est mobile.
- Avantages : Peut être pré-cintré directement ; opération plus facile ; précision accrue.
- Convient aux petites et moyennes usines de transformation.
3) Machine à rouler les tôles à trois rouleaux à niveau inférieur
Caractéristiques : Deux rouleaux latéraux se déplacent horizontalement ; le rouleau supérieur est fixe.
Avantages : Haute précision ; haut degré d'automatisation ; convient aux grandes plaques.
4) Machine à laminer universelle à trois plaques à rouleau supérieur
- Caractéristiques : Cette machine est une cintreuse hydraulique à 3 rouleaux, utilisée pour réaliser les opérations de pré-cintrage, d'arrondi et de redressage à l'extrémité de divers conteneurs sans avoir besoin de faire demi-tour après une seule alimentation.
- Avantages : Grâce à son système hydraulique, elle convient au laminage de tôles épaisses. La machine universelle à rouleaux supérieurs peut être équipée d’un dispositif de laminage conique pour réaliser des formes coniques.
- Convient pour produire un modèle de machine à rouler les tôles robuste et son prix est inférieur à Rouleuse à 4 rouleaux.
4. Caractéristiques et avantages : Équipement de cintrage à 3 rouleaux
Voici une analyse détaillée de ses avantages :
1) Forte stabilité structurelle
Les trois rouleaux forment une structure de support à trois points, assurant une répartition équilibrée des contraintes, une capacité de charge élevée et une aptitude aux applications intensives. Particulièrement adapté aux appareils à pression, aux cuves de stockage et aux grandes structures métalliques.
2) Large gamme de formage
Usinage possible de : cylindres, cônes (avec dispositifs coniques), plaques courbes et courbes multisegments. Matériaux compatibles : acier au carbone, acier inoxydable, aluminium, plaques haute résistance et acier allié.
3) Formage continu à haut rendement
Comparaison avec les machines de pliage : les machines de pliage effectuent un pliage multi-segments, tandis que le formage par rouleaux à trois rouleaux implique un pliage continu.
Par conséquent : surface plus lisse, meilleure rondeur et joints de soudure plus précis.
4) Forte capacité de pré-cintrage
Permet un pré-cintrage structurel partiel : pré-cintrage de la tête de la plaque, pré-cintrage de la queue de la plaque, réduisant les résidus de bord droit.
Améliorations :
- taux d'utilisation des matériaux
- Qualité de la soudure
- Esthétique du produit fini
5) Fort potentiel de mises à niveau en matière d'automatisation
Les cintreuses à trois rouleaux modernes peuvent être équipées de :
- Système de contrôle CNC
- Système de mesure automatique du diamètre
- Système d'alimentation automatique
- Système de compensation d'angle
- système de centrage automatique
Réalisations :
- Déroulement en un clic
- Mémoire des paramètres
- production de masse
6) Avantages en matière d'économie d'énergie et de motorisation
Principaux modes de transmission :
- Transmission mécanique
- Transmission hydraulique
- servocommande complète
Parmi eux :
- Le système hydraulique convient aux charges lourdes.
- Le servo est adapté aux applications de haute précision.
5. Comparaison entre une rouleuse à trois rouleaux et une rouleuse à quatre rouleaux
Tableau comparatif du cintrage à 3 rouleaux et à 4 rouleaux :
Éléments de comparaison | Rouleau de 3 | Rouleau de 4 |
Complexité structurelle | Simple | Complexe |
Coût | Inférieur | Niveau supérieur |
Difficulté opérationnelle | Légèrement plus élevé | Niveau plus simple |
Capacité de pré-cintrage | Soutien partiel | Plus puissant |
Automatisation | Évolutif | Plus adapté à l'automatisation |
Les avantages des compresseurs à trois rouleaux sont les suivants : ils sont économiques et pratiques, structurellement stables et faciles à entretenir.
Principes techniques et avantages structurels :
1) Formage par pliage continu en trois points
L'équipement se compose d'un système de support à trois points comprenant un rouleau supérieur, un rouleau inférieur et des rouleaux latéraux. Le réglage de la position des rouleaux latéraux permet de modifier l'état de contrainte de la tôle, ce qui lui permet d'atteindre progressivement le rayon de courbure défini lors du laminage, assurant ainsi une déformation plastique uniforme et stable.
- La couche extérieure de la tôle est sous tension.
- La couche interne est sous compression
- La couche neutre est stable
- Le processus de formage est continu et régulier.
2) Structure à ossature haute résistance
- Cadre soudé intégré
- Structure de plaque latérale à haute rigidité
- Rouleaux en acier allié de grand diamètre
- Système de roulements robuste
Garantir un fonctionnement stable et un contrôle précis, même lors du laminage de tôles épaisses et de grands diamètres.
3) Conception de la fonction de pré-cintrage
Permet le pré-cintrage en tête et en queue de la tôle, réduisant efficacement les résidus de bord droit, améliorant l'utilisation des matériaux et la qualité de la soudure, particulièrement adapté à la fabrication de coques de conteneurs exigeantes.
6. Indicateurs techniques clés
Les principaux paramètres techniques sont les suivants :
- Épaisseur maximale de la bobine
- Largeur maximale de la bobine
- Diamètre du rouleau supérieur
- Diamètre du rouleau inférieur
- Diamètre minimal de la bobine
- Puissance du moteur principal
- Vitesse de roulement
- Épaisseur de pré-cintrage
Paramètres techniques clés (Modèle d'exemple)
(Les paramètres suivants sont des paramètres types ; les paramètres réels du projet peuvent être ajustés en fonction des besoins.)
Article | Paramètres techniques |
Épaisseur maximale de la bobine | 2500 mm |
Largeur maximale de la bobine | ≤ 245 MPa |
limite d'élasticité du matériau | φ320 mm |
Diamètre du rouleau supérieur | φ280 mm |
Diamètre du rouleau inférieur | ≥ φ350 mm |
Diamètre minimal de la bobine | 15 kW |
Puissance du moteur principal | 4–6 m/min |
Vitesse de roulement | ≥ 16 mm |
Épaisseur de pré-cintrage | 2500 mm |
Nous pouvons effectuer des calculs de vérification en fonction du degré de résistance du matériau de la carte du client.
7. Résumé des principaux avantages des cintreuses à 3 rouleaux
En bref:
Machines à cintrer à trois rouleaux sont des équipements classiques pour le « formage par pliage plastique continu », possédant des avantages considérables tels que la stabilité structurelle, une capacité de charge élevée, un coût économique et une large gamme de traitements.
8. Secteurs d'application typiques
- Fabrication de récipients sous pression
- tours d'éoliennes
- Réservoirs de stockage pétrochimiques
- construction navale
- Ingénierie des pipelines
- Grandes structures en acier
9. Tendances du développement technologique
Orientations futures en matière de développement :
- CNC complète
- électrification servo
- Système de compensation automatique
- Intégration avec la découpe laser
- Intégration de l'usine intelligente
- Acquisition de données et maintenance à distance



