Какова точность станка для резки листового металла? Точность станка для резки листового металла — это точность резки станка для резки листового металла, и это наиболее важный фактор для оценки качества станка для резки листового металла. По этой причине обеспечение высокой точности резки листового станка является наиболее важной задачей для производителей, и покупатели также должны понимать факторы, которые влияют на точность резки ножницами. В этой статье будут представлены стандарты точности станков для резки листов в Китае и факторы, влияющие на точность станков для резки листов.
Что такое машина для резки пластин?
Машина для резки листового металла является важным оборудованием для обработки листового металла, которое в основном используется для резки листового металла. Он может резать металлические листы определенного размера и формы и является одним из важнейших режущих устройств в металлообрабатывающей промышленности.
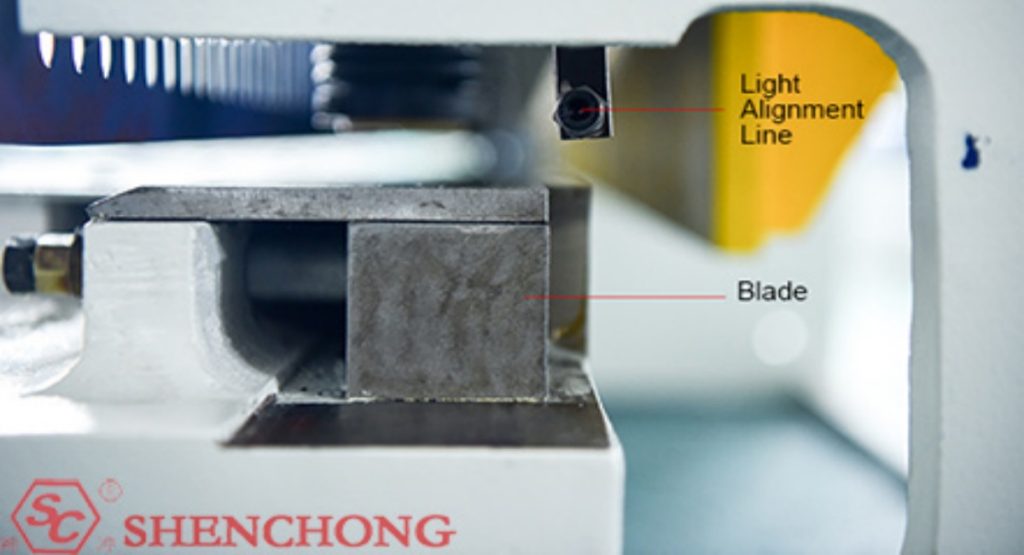
Тарелка режущая машина режет металлические листы посредством гидравлической силы сдвига. Сила сдвига гидравлических пластинчатых ножниц создается за счет взаимодействия между режущей кромкой и режущим столом. Режущая кромка расположена в верхней части листорезного станка; стол для резки расположен внизу, а металлический лист зажат между ними. При нажатии верхней режущей кромкой металлический лист прижимается к режущему столу, создавая при этом усилие сдвига, позволяющее разделить металлический лист на желаемую форму и размер. В течение всего процесса резки все детали машины создают силу сдвига, влияющую на точность машины для резки листов.
Прецизионный станок для резки листового металла
В Китае установлен национальный стандарт точности станков для резки листового металла. Этот стандарт разработан в соответствии с правилами, изложенными в GB/T 1.1-2009 «Руководство по работе по стандартизации, часть 1: Структура и написание стандартов», которые заменяют GB/T14404-1993 «Точность стригальных машин».
Стандарты точности резки для китайских ножниц
Стандарт уровня I: прямолинейность сдвига ≤ 0,15 мм/м, параллельность ≤ 0,10 мм/м.
Стандарт уровня II: прямолинейность 0,15 мм/м ≤ δ≥ 0,30 мм/м, параллельность 0,10 мм/м ≤ δ≥ 0,20 мм/м.
Выше стандарта точности резки является китайский национальный стандарт, что означает, что это самый низкий стандарт точности для ножниц с ЧПУ в Китае. Если гидравлическая машина для резки пластин не соответствует этому стандарту, машина не сертифицирована.
Факторы, влияющие на точность станка для резки листового металла
Точность станка для резки листового металла является ключевым фактором, ограничивающим его эффективность производства и качество продукции, а постоянное улучшение точности резки стало необходимой тенденцией для развития отрасли ножниц. Ниже приведены факторы, которые могут повлиять на точность резки.

1. Плохой эффект резки, вызванный деятельностью человека.
Иногда операторы не внимательно проверяют инструкции перед установкой лезвий ножниц и начинают резку напрямую, не регулируя лезвия после установки, что приводит к ухудшению режущего эффекта гидравлических ножниц с ЧПУ. В этом случае операторы должны следовать стандартным инструкциям по проверке установки режущих лезвий.
2. Проблемы с качеством самой листовой пластины.
Материал оказывает существенное влияние на точность размеров резки листов. Примеси сырья могут привести к появлению примесей и дефектов внутри листового металла, тем самым влияя на точность размеров в процессе резки. Между тем, свойства разных материалов в процессе резки также различаются, например, твердость, прочность и т. д., что может повлиять на точность размеров резки.
Стоит отметить, что текстура металлического листа также влияет на резку на станке для резки листового металла. В процессе производства стальной пластины она будет иметь узоры на микроскопическом уровне. При резке вдоль волокон листовой пластины эффект резки хороший. При резке перпендикулярно этим рисункам на участке резки могут появиться заусенцы.
3. Проблемы с машиной для резки пластин.
Когда ЧПУ тарелка режущая машина произведены производителем с плохим качеством, например, зазор лезвия слишком велик, держатели лезвий повреждены, а некоторые держатели лезвий установлены ненадежно, все эти проблемы с машиной могут привести к ужасным результатам стрижки.
3.1 Зазор между лезвиями
Зазор лезвия является важным фактором в процессе стрижки. Зазор лезвия относится к расстоянию между режущими кромками, то есть расстоянию между изогнутой или прямой кромкой и соответствующей режущей кромкой, находящейся под давлением.
Зазор лезвия ножниц необходимо отрегулировать в соответствии с толщиной листового металла. Если зазор лезвия слишком велик, это приведет к деформации или сжатию металлической пластины во время резки, что повлияет на точность и точность резки. Если зазор лезвия слишком мал, это может сделать режущие лезвия уязвимыми для повреждений и даже привести к остановке машины. Поэтому правильная регулировка зазора лезвия имеет решающее значение для обеспечения нормальной работы и точности.
3.2 Удержание масляного цилиндра
Прижимные масляные цилиндры также могут повлиять на результат резки стригальной машины. Установка и расположение прижимного масляного цилиндра должны быть спроектированы с учетом давления, создаваемого при резке листового металла. Если плотность расположения неправильная, это приведет к смещению листового металла в процессе резки, что повлияет на точность резки.
3.3 Устройство защиты от перекручивания
При резке узких кромок листового металла легко вызвать деформацию пластины из листового металла из-за угла лезвия. Чтобы избежать искажений, оператору необходимо отрегулировать зазор лезвия в соответствии с различной толщиной заготовки при резке узких кромок.
Другой способ избежать деформации — использовать машину для резки пластин с устройством против перекручивания. Устройство против перекручивания на листорезной машине специально разработано для резки узкой стороны листового металла.
3.4 Пневматическое опорное устройство
Если при резке длинной и тонкой листовой пластины нет опорного устройства, удерживающего пластину, результат резки будет плохим. Пневматическая опора листорезного станка предназначена для резки длинных и тонких листов, может удерживать лист и обеспечивать точность резки.
3.5 Скорость резки
Скорость резки пластинчатых ножниц в основном влияет на эффект резки следующим образом:
- Чем выше скорость резки, тем меньше времени требуется на резку листовой пластины и тем выше эффективность работы. Тот же объем обработки может сэкономить больше затрат на рабочую силу.
- Во время работы станка для резки листового металла, чем выше скорость, тем меньше сжатие листа листового металла, меньше заусенцев на листе и, следовательно, тем выше точность станка для резки листового металла. Высокоточные ножницы с ЧПУ могут достигать точности 0,02-0,03 мм/метр.
- Во время быстрого процесса резки более высокая скорость может сократить время износа лезвия, увеличить срок службы лезвия и сэкономить затраты на использование.
Используя высокоскоростная машина для резки пластин, операторы могут получить лучшие результаты резки.
Повышение точности станка для резки листового металла
В реальном производстве для повышения точности режущей машины можно принять следующие меры:
- Оптимизируйте структуру ножниц: оптимизируйте конструкцию ножниц, увеличьте жесткость, уменьшите вибрацию и тем самым улучшите ее точность. Также стригальная машина может комплектоваться устройством против скручивания или пневматическим опорным устройством, если операторам необходимо разрезать узкие края или резать тонко. и длинная тарелка. Кроме того, если у пользователя есть достаточный бюджет, хорошим выбором будет покупка высокоскоростной машины для резки пластин.
- Выбирайте высококачественные материалы: выбор высококачественной листовой пластины в качестве сырья для резки и использование подходящих материалов для лезвий могут уменьшить количество ошибок, возникающих во время обработки. Например, если пользователь хочет разрезать пластину из нержавеющей стали, как производитель профессиональных ножниц, мы рекомендуем использовать материал лезвия Cr12MoV. Для резки пластин из мягкой стали мы рекомендуем использовать лезвие из материала 6CrW2Si.
- Усиление технического обслуживания: регулярно обслуживайте гидравлические ножницы, включая регулярную очистку и смазку, чтобы поддерживать работу оборудования в оптимальном состоянии.
- Используйте высокоточный контроллер с ЧПУ: благодаря использованию высокоточной системы с ЧПУ можно более точно управлять гильотинными ножницами, тем самым повышая точность обработки.
Заключение
Хотя по сравнению с волоконный лазер для резкиГильотинные ножницы для резки листов не являются самой популярной машиной для резки на рынке, они все же имеют свои преимущества, поэтому имеют большое количество пользователей. Пользователям необходимо понимать факторы, влияющие на точность резки на станке для резки листового металла. В этой статье рассказывается о работе человека, состоянии листового металла и конфигурациях станка, которые могут повлиять на результаты резки, а также предлагаются решения.




