
สารบัญ
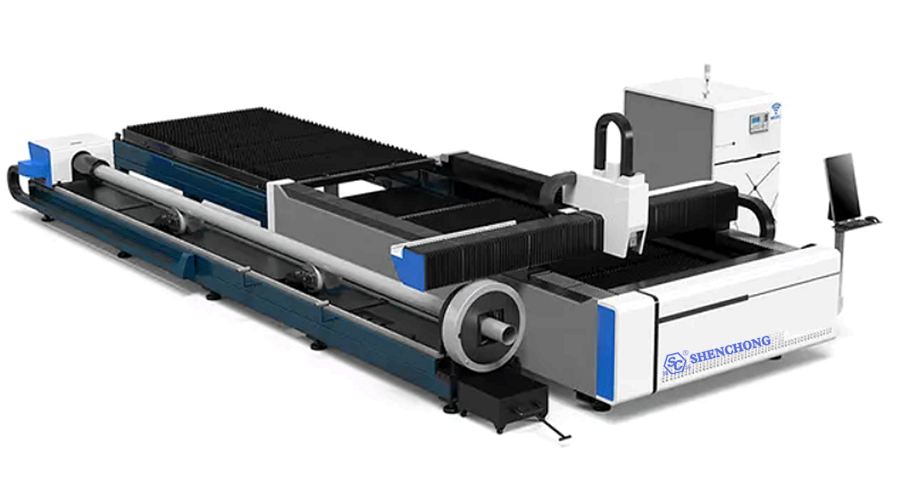
เครื่องตัดท่อด้วยเลเซอร์ ด้วยระบบอัตโนมัติและเทคโนโลยีเลเซอร์ ทำให้เครื่องเดียวสามารถดำเนินการทุกขั้นตอน เช่น การตัด การเจาะ และการเซาะร่อง ช่วยเพิ่มประสิทธิภาพและความแม่นยำในการประมวลผล ส่งผลให้ประสิทธิภาพการผลิตเพิ่มขึ้นอย่างมาก ลดต้นทุน ปรับปรุงการใช้ประโยชน์จากวัสดุ รองรับการผลิตที่ยืดหยุ่น และเพิ่มขีดความสามารถในการแข่งขันของบริษัทอย่างครอบคลุม
ด้านล่างนี้คือคู่มือการใช้งานสำหรับ เครื่องตัดท่อด้วยเลเซอร์รวมถึงขั้นตอนการใช้งาน พารามิเตอร์สำคัญ การบำรุงรักษา ปัญหาที่พบบ่อย และข้อควรระวังด้านความปลอดภัย เหมาะสำหรับการฝึกอบรม การใช้งานในสถานที่ และการใช้งานของลูกค้า
1. ส่วนประกอบและความเข้าใจพื้นฐานของเครื่องตัดเลเซอร์ท่อ
เครื่องตัดท่อด้วยเลเซอร์โดยทั่วไปประกอบด้วยระบบต่างๆ ดังต่อไปนี้:
1) ระบบหลัก
- เลเซอร์ (โดยหลักคือเลเซอร์ไฟเบอร์)
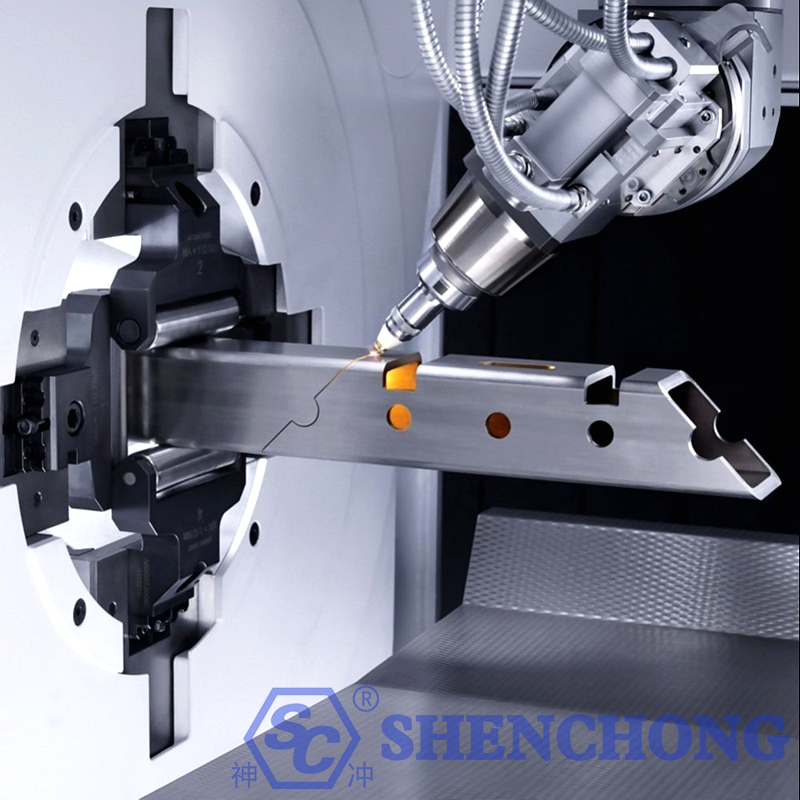
- หัวตัด (ปรับโฟกัสอัตโนมัติ)
- ระบบ CNC (เช่น TubePro/FSCUT)
- โครงเครื่อง
2) ระบบการเคลื่อนที่และการยึดจับ
- หัวจับด้านหน้าและด้านหลัง (ระบบหนีบอัตโนมัติ)
- การให้การสนับสนุนหลังการรักษา (ป้องกันท่อหย่อน)
- แกน X/Y/Z + แกนหมุน (ช่วยให้สามารถตัดท่อแบบหมุนได้)
3) ระบบเสริม
- ระบบน้ำหล่อเย็น
- ระบบกำจัดฝุ่น
- เครื่องอัดอากาศ / ระบบแก๊ส (ออกซิเจน / ไนโตรเจน / อากาศ)
- ระบบการให้อาหารอัตโนมัติ (ทางเลือก)
2. การเตรียมการที่สำคัญที่สุดก่อนการตัดท่อ
1) การตรวจสอบความถูกต้องของวัสดุ
ก่อนทำการตัดท่อ ต้องตรวจสอบสิ่งต่อไปนี้ให้แน่ใจ:
- วัสดุ: เหล็กกล้าคาร์บอน, เหล็กกล้าไร้สนิม, โลหะผสมอลูมิเนียม, ทองแดง, ท่อเหล็กชุบสังกะสี ฯลฯ
- ความหนาของผนังท่อ: ท่อผนังบาง, ท่อผนังหนา (ความหนามาตรฐาน), ท่อผนังหนา
- ข้อมูลจำเพาะ: เส้นผ่านศูนย์กลางภายนอก, เส้นผ่านศูนย์กลางภายใน, ความยาว, ความเป็นรูปไข่
- ประเภทท่อ: ท่อกลม, ท่อสี่เหลี่ยมจัตุรัส, ท่อสี่เหลี่ยมผืนผ้า, ท่อวงรี, เหล็กราง, ท่อรูปทรงพิเศษ
- สภาพพื้นผิว: มีคราบน้ำมัน สนิม สารเคลือบ หรือฟิล์มออกไซด์หรือไม่
วัสดุแต่ละชนิดมีความต้องการที่แตกต่างกันในด้านอัตราการดูดซับแสงเลเซอร์ สถานะการหลอมเหลว และการกระเด็นของโลหะ ตัวอย่างเช่น เหล็กกล้าไร้สนิมมักให้ความสำคัญกับความเรียบเนียนของรอยตัด เหล็กกล้าคาร์บอนเน้นประสิทธิภาพและการควบคุมตะกรัน ในขณะที่อลูมิเนียมและทองแดงจะขึ้นอยู่กับกำลังไฟ ก๊าซช่วย และความปลอดภัยจากการสะท้อนแสงมากกว่า
2) ท่อเองต้องมีความ "สม่ำเสมอ" เพียงพอ
ปัญหาการตัดหลายอย่างไม่ได้เกิดจากอุปกรณ์ แต่เกิดจากตัวท่อเอง:
- ท่อกลมมีลักษณะรีมากเกินไป
- ข้อผิดพลาดด้านความยาวขนาดใหญ่ในท่อสี่เหลี่ยม
- การดัดท่อ
- ปลายท่อไม่เรียบ
- รอยเชื่อมที่ยื่นออกมาอย่างเห็นได้ชัด
- คราบออกไซด์หนาหรือคราบน้ำมันบนพื้นผิว
สิ่งเหล่านี้อาจนำไปสู่:
- การหนีบที่ไม่มั่นคง
- ข้อผิดพลาดในการค้นหาขอบอัตโนมัติ
- ตัดออฟเซ็ต
- การเจาะที่ผิดปกติ
- เสียสมดุลขณะหมุน
3) การหนีบและการรองรับต้องมีความน่าเชื่อถือ
ในระหว่างการตัดท่อ โดยทั่วไปแล้วจำเป็นต้องยึดท่อให้มั่นคงด้วยหัวจับชิ้นงาน ตัวรองรับชิ้นงาน และตัวรองรับเพิ่มเติม
บันทึก:
- การจับยึดไม่ควรหลวมเกินไป มิเช่นนั้นจะทำให้เกิดการสั่นสะเทือน การเบี่ยงเบน และการหมุนที่ไม่สอดคล้องกันระหว่างการตัด
- การหนีบไม่ควรแน่นเกินไป มิเช่นนั้นจะทำให้ท่อผนังบางเสียหายหรือเสียรูปทรงได้ ท่อที่มีความยาวมากต้องมีการรองรับที่เพียงพอเพื่อป้องกันการหย่อนตัวบริเวณส่วนกลาง
- เมื่อตัดจนถึงปลาย หากวัสดุที่เหลืออยู่สั้นเกินไป จะสั่นคลอนได้ง่ายและต้องใช้ความระมัดระวังเป็นพิเศษ
4) ต้องตรวจสอบแบบร่างและผังก่อน
งานแก้ไขจำนวนมากมักเกิดจากปัญหาในการเขียนโปรแกรมเริ่มต้น
ก่อนตัดท่อ โปรดตรวจสอบสิ่งต่อไปนี้:
- ขนาดในแบบร่างครบถ้วนหรือไม่?
- ตำแหน่งเปิดเกมถูกต้องหรือไม่?
- มุมการลบเหลี่ยมถูกต้องหรือไม่?
- มีการเว้นช่องว่างที่เหมาะสมไว้ที่รอยต่อหรือไม่?
- รูสำหรับข้อต่อ รูสำหรับเชื่อม และรูสำหรับกำหนดตำแหน่งนั้นเหมาะสมสำหรับการประกอบในขั้นตอนต่อไปหรือไม่
สำหรับท่อที่ตัดด้วยเลเซอร์นั้น “สามารถตัดได้” ไม่ได้หมายความว่า “สามารถประกอบได้” ต้องพิจารณาค่าความคลาดเคลื่อนในการประกอบล่วงหน้าด้วย
3. ขั้นตอนการใช้งานเครื่องตัดท่อด้วยเลเซอร์ (ขั้นตอนมาตรฐาน)
1) การตรวจสอบก่อนเริ่มใช้งาน
- ตรวจสอบแรงดันแก๊ส (ออกซิเจน/ไนโตรเจน/อากาศ)
- ตรวจสอบอุณหภูมิน้ำหล่อเย็น (โดยทั่วไปอยู่ที่ 20–25℃)
- ตรวจสอบสถานะการหล่อลื่น
- ตรวจสอบการทำงานของหัวจับ
สำคัญ:
ต้องเปิดใช้งานเลเซอร์ด้วยน้ำก่อนเริ่มใช้งาน
ตรวจสอบให้แน่ใจว่าไม่มีรอยรั่วของอากาศและไม่มีสัญญาณเตือนใดๆ
2) ลำดับการเริ่มต้นระบบ
- เปิดไฟหลัก
- เริ่มเครื่องทำความเย็น
- เริ่มระบบอัดอากาศ/ระบบแก๊ส
- ระบบควบคุมการสตาร์ท (CNC)
- เปิดใช้งานเลเซอร์
ห้ามทำตามลำดับที่ไม่ถูกต้องโดยเด็ดขาด มิเช่นนั้นเลเซอร์จะเสียหาย
3) การขนถ่ายและการจัดวาง
- วางท่อลงในหัวจับ
- การหนีบแบบอัตโนมัติ/แบบแมนนวล
- เลือกประเภทท่อ (กลม/สี่เหลี่ยม/รูปทรงไม่สม่ำเสมอ)
- ทำการจัดแนว (จัดให้อยู่ตรงกลาง)
ประเด็นสำคัญ:
ไม่ควรดัดท่อมากเกินไป ท่อที่มีความยาวมากจะต้องเปิดใช้งานระบบรองรับเพิ่มเติม
4) การนำเข้าและจัดวางโปรแกรม
- นำเข้าไฟล์แบบร่าง (โดยปกติจะเป็นไฟล์ CAD/Tekla/SolidWorks)
- สร้างเส้นทางการตัดโดยอัตโนมัติ
- กำหนดลำดับการตัด (เพื่อลดการเสียรูป)
คำแนะนำ:
- ให้ความสำคัญกับการเจาะรูขนาดเล็ก → ตัดตามรูปทรงอีกครั้ง
- หลีกเลี่ยงการสะสมความร้อนอย่างต่อเนื่อง
5) การตั้งค่าพารามิเตอร์ (หลัก)
พารามิเตอร์ทั่วไป:
- พลังเลเซอร์
- ความเร็วในการตัด
- ประเภทและความดันของก๊าซ
- ตำแหน่งโฟกัส
ตัวอย่างพารามิเตอร์ (อ้างอิง):
วัสดุ | ความหนา | แก๊ส | พลัง | คุณสมบัติ |
เหล็กกล้าคาร์บอน | 3มม | ออกซิเจน | ปานกลาง | ตัดเร็ว |
สแตนเลส | 3มม | ไนโตรเจน | สูง | ปราศจากออกซิเดชัน |
อลูมิเนียม | 2 มม. | ไนโตรเจน | สูง | ป้องกันแสงสะท้อน |
6) เริ่มตัด
- ทดสอบจำลองเพื่อตรวจสอบวิถีการบิน
- การทดลองตัดด้วยกำลังไฟต่ำ
- ทรงเข้ารูป
จุดสำคัญในการใช้งานเครื่องตัดท่อด้วยเลเซอร์:
- ตรวจสอบสถานะของ Spark แบบเรียลไทม์
- ตรวจสอบความหลวมของหัวจับ
- ฟังเสียงที่ผิดปกติ
7) การขนถ่าย
- ถอดหัวจับออกหลังจากตัดเสร็จ
- ทำความสะอาดเศษวัสดุที่เหลืออยู่
- จัดเรียงและวางซ้อนวัสดุ
4. เทคนิคสำคัญสำหรับการตัดท่อด้วยเลเซอร์
1) การเลือกจุดโฟกัสที่เหมาะสม
จุดโฟกัสส่งผลโดยตรงต่อความกว้างของร่องตัด การสะสมของตะกรัน บริเวณที่ได้รับผลกระทบจากความร้อน และความตั้งฉากของการตัด
โดยทั่วไปแล้ว:
ท่อผนังบาง: ควรเลือกจุดโฟกัสที่เล็กกว่าและความเร็วรอบที่สูงกว่า เพื่อลดปริมาณความร้อนที่เกิดขึ้น
- ท่อผนังหนา: ต้องการการกระจายพลังงานที่เสถียรมากขึ้น เพื่อให้มั่นใจได้ว่าการเจาะทะลุและการกำจัดตะกรันเป็นไปอย่างมีประสิทธิภาพ
- เหล็กกล้าไร้สนิม: มักมุ่งเน้นที่พื้นผิวเรียบและการเกิดออกซิเดชันน้อยลง
- เหล็กกล้าคาร์บอน: โดยทั่วไปจะใช้การตัดด้วยออกซิเจนเพื่อเพิ่มความเร็ว แต่ต้องควบคุมการเกิดออกซิเดชันที่ขอบคมตัด
การปรับจุดโฟกัสที่ไม่ถูกต้องมักแสดงออกมาในรูปแบบดังต่อไปนี้:
- ช่องเปิดด้านบนขนาดใหญ่ ช่องเปิดด้านล่างขนาดเล็ก
- มีคราบตะกรันสะสมอย่างรุนแรงบริเวณช่องเปิดด้านล่าง
- พื้นผิวที่ถูกตัดมีสีดำหรือเหลือง
- ระยะเวลาการเจาะนานเกินไป
- มีลักษณะเรียวลงอย่างเห็นได้ชัดเมื่อมองจากหน้าตัด
ในทางปฏิบัติ จุดโฟกัสไม่ใช่ค่าคงที่ แต่ควรปรับเปลี่ยนตามพลวัตโดยพิจารณาจากเส้นผ่านศูนย์กลางของท่อ ความหนาของผนัง วัสดุ และสภาวะของก๊าซ

2) ความเร็วในการตัดต้องสอดคล้องกับกำลัง
ช้าเกินไป:
การป้อนความร้อนมากเกินไป ร่องตัดกว้างเกินไป การเสียรูปของท่อ การกัดกร่อนของพื้นผิวอย่างรุนแรง การสะสมของตะกรันที่ขอบด้านล่างเพิ่มขึ้น
เร็วเกินไป:
การตัดไม่สมบูรณ์ การตัดที่ไม่ต่อเนื่อง เส้นใยที่ขอบ เศษวัสดุตกค้าง การเบี่ยงเบนของตำแหน่งรูที่ขยายใหญ่ขึ้น วิธีที่ถูกต้องไม่ใช่การไล่ตาม "ความเร็ว" อย่างไร้เหตุผล แต่เป็นการหาช่วงเวลาที่เหมาะสมและมั่นคง
โดยเฉพาะใน:
ท่อกลมขนาดเล็ก ท่อสแตนเลสผนังบาง มุมของท่อรูปทรงไม่สม่ำเสมอ รูปทรงซับซ้อนที่มีรูหรือร่อง บริเวณเหล่านี้มีแนวโน้มที่จะเกิดการเสื่อมคุณภาพเฉพาะจุดได้ง่ายกว่า เนื่องจากความเร็วในการลำเลียงที่ไม่เหมาะสม
3) การเลือกใช้แก๊สช่วยเป็นสิ่งสำคัญ
ก๊าซช่วยในการตัดไม่เพียงแต่ส่งผลต่อการกำจัดตะกรันเท่านั้น แต่ยังส่งผลต่อการเกิดออกซิเดชัน สีของรอยตัด และความเร็วในการตัดด้วย
- ออกซิเจน
เหมาะสำหรับแผ่น/ท่อเหล็กกล้าคาร์บอนหนา เกิดปฏิกิริยาคายความร้อน ประสิทธิภาพการตัดสูง แต่รอยตัดจะเกิดการออกซิเดชัน ทำให้ขอบมีสีเข้มขึ้น
ข้อดี:
- ความเร็วสูง
- เหมาะสำหรับเหล็กกล้าคาร์บอนที่มีความหนา
- การแทรกซึมที่ดี
ข้อเสีย :
- มีการเกิดออกซิเดชันอย่างมากบริเวณรอยตัด
- พื้นที่ที่ได้รับผลกระทบจากความร้อนขนาดใหญ่
- การเชื่อมและการทาสีในขั้นตอนต่อไปอาจต้องมีการบำบัดชั้นออกไซด์
- ไนโตรเจน
นิยมใช้สำหรับตัดสแตนเลส โลหะผสมอะลูมิเนียม และงานอื่นๆ ที่ต้องการคุณภาพการตัดสูง
ข้อดี:
- ตัดเรียบ
- การเกิดออกซิเดชันน้อยลง
- พื้นผิวคุณภาพดี
- กระบวนการถัดไปที่ง่ายขึ้น
ข้อเสีย :
- ข้อกำหนดที่เข้มงวดสำหรับความดันและความบริสุทธิ์ของก๊าซ
- ต้นทุนที่ค่อนข้างสูงกว่า
- ความเร็วในการตัดอาจลดลงสำหรับวัสดุที่มีผนังหนา
- อากาศ
เหมาะสำหรับงานที่มีต้นทุนต่ำและความต้องการไม่สูง หรือการแปรรูปวัสดุบางๆ อย่างประหยัด
ข้อดี:
- ต้นทุนต่ำ
- สะดวกสบายมาก
ข้อเสีย :
- โดยทั่วไปแล้วคุณภาพการตัดจะต่ำกว่า
- การออกซิเดชันอย่างมีนัยสำคัญ
- ไม่เหมาะสำหรับชิ้นส่วนที่มีความต้องการสูง
4) ควรปรับวิธีการเจาะให้เหมาะสมกับความหนาของผนัง
ในการตัดท่อ การเจาะเป็นขั้นตอนที่สำคัญมาก การเจาะที่ไม่ได้มาตรฐานจะส่งผลโดยตรงต่อคุณภาพการตัดในขั้นตอนต่อไป
เทคนิคทั่วไป:
- ท่อที่มีผนังบางควรถูกเจาะอย่างรวดเร็วเพื่อลดการสะสมความร้อน
- ควรเจาะท่อที่มีผนังหนาเป็นขั้นตอนเพื่อหลีกเลี่ยงการกระเด็นของตะกรัน
- ควรหลีกเลี่ยงการเจาะรูตามขอบโครงสร้างที่สำคัญสำหรับชิ้นงานที่มีรูปทรงซับซ้อน
- วัสดุที่มีคุณสมบัติสะท้อนแสงสูง จำเป็นต้องได้รับการดูแลเป็นพิเศษเพื่อป้องกันความเสี่ยงจากแสงสะท้อนและแสงจากด้านหลัง
การเจาะที่ไม่มั่นคงอาจนำไปสู่ปัญหาต่างๆ ได้ง่ายดังนี้:
- เกิดความร้อนสูงเกินไป ณ จุดตัดเริ่มต้น
- ยุบตัวที่ขอบรู
- เศษโลหะกระเด็นไปปนเปื้อนเลนส์
- ช่องว่างตรงจุดเริ่มต้นการตัด
5) การวางแผนเส้นทางการตัดที่เหมาะสม
การวางแผนเส้นทางการผลิตมีความสำคัญอย่างยิ่ง โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่ซับซ้อนซึ่งมีรู ร่อง ช่องเปิด มุมเอียง และปลายที่ต่อกัน
หลักการวางแผนเส้นทาง:
- เริ่มตัดส่วนภายในก่อน แล้วค่อยตัดส่วนขอบภายนอก
- เจาะรูเล็กๆ ก่อน แล้วค่อยเจาะรูใหญ่ๆ
- ตัดส่วนที่แข็งแรงก่อน จากนั้นจึงตัดส่วนที่เปลี่ยนรูปได้ง่าย
- วัสดุที่เหลืออยู่จะเริ่มไม่เสถียรมากขึ้นเมื่อใกล้ถึงจุดสิ้นสุด ดังนั้นควรพิจารณาการเสริมความแข็งแรงให้กับวัสดุที่เหลืออยู่บนเส้นทาง
- ควรหลีกเลี่ยงการตัดส่วนค้ำยันบริเวณจุดโครงสร้างที่อ่อนแอเป็นอันดับแรก
สำหรับท่อรูปทรงสี่เหลี่ยมจัตุรัส สี่เหลี่ยมผืนผ้า และรูปทรงไม่สม่ำเสมอ ควรให้ความสนใจเป็นพิเศษกับการสะสมความร้อนที่มุมและการลดความเร็วที่มุมในระหว่างการวางแผนเส้นทาง มิเช่นนั้นอาจเกิดการไหม้ทะลุที่มุมหรือมุมที่โค้งมนมากเกินไปได้
6) ลดความเร็วเมื่อเข้าโค้งและจุดเปลี่ยนทิศทาง
มุมเป็นหนึ่งในบริเวณที่มีปัญหามากที่สุดในการตัดท่อ
เนื่องจากเมื่อหัวเลเซอร์หมุน:
- การเปลี่ยนความเร็ว
- การเปลี่ยนแปลงการกระจายพลังงาน
- การเปลี่ยนแปลงสถานะของบ่อหลอมเหลว
- การเปลี่ยนแปลงการเร่ง/ลดความเร็วของระบบกลไก
หากควบคุมการเข้าโค้งได้ไม่ดี ปัญหาที่พบบ่อย ได้แก่:
- เกิดความร้อนสูงเกินไปบริเวณมุมต่างๆ
- รัศมีมุมโค้งมากเกินไป
- ความคลาดเคลื่อนเชิงมิติ
- ตัดการสั่นไหว
- คราบตะกรันสะสมตามมุมต่างๆ
ดังนั้น ควรตั้งค่าต่างๆ ให้เหมาะสมโดยอิงตามแบบร่าง:
- การชะลอตัวบริเวณมุม
- การชดเชยกำลังจุดเปลี่ยน
- การเปลี่ยนผ่านแบบฟิลเลต์ขนาดเล็ก
- การเข้า/ออกเครื่องมือที่ได้รับการปรับให้เหมาะสม
7) การจัดการพิเศษสำหรับเศษวัสดุตกค้างที่ปลายท่อและวัสดุส่วนท้าย
อุบัติเหตุจากการตัดท่อจำนวนมากมักเกิดขึ้นในส่วนสุดท้ายของเศษวัสดุที่เหลืออยู่
เหตุผลมีดังนี้:
- ท่อที่สั้นลงจะทำให้ความแข็งแกร่งลดลง
- จุดศูนย์กลางการหนีบเปลี่ยนไป
- วัสดุที่เหลือมีน้ำหนักเบากว่า ส่งผลให้แรงเฉื่อยในการหมุนไม่คงที่
- มันมีแนวโน้มที่จะชนกับหัวจับ แท่นรอง หรือหัวตัด
ดังนั้นจึงจำเป็นต้องวางแผนล่วงหน้าสำหรับ:
ความยาวของวัสดุที่เหลืออยู่ วิธีการนำวัสดุที่เหลืออยู่กลับมาใช้ใหม่ ความเร็วและกลยุทธ์การหนีบสำหรับการตัดครั้งสุดท้ายไม่กี่ครั้ง และจำเป็นต้องใช้โปรแกรมพิเศษสำหรับวัสดุที่เหลืออยู่หรือไม่
8) ความสูงของอุปกรณ์ช่วยพยุงหลังต้องได้รับการปรับให้เหมาะสม
ท่อที่มีความยาวมาก ท่อที่มีน้ำหนักมาก และท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ โดยเฉพาะอย่างยิ่ง จำเป็นต้องมีตัวรองรับเพิ่มเติม ความสูงของฐานรองที่ไม่ถูกต้องจะส่งผลให้เกิดปัญหาดังต่อไปนี้:
- ท่อหย่อน
- การเบี่ยงเบนการตัด
- การหมดเวลาการหมุน
- ข้อผิดพลาดตำแหน่งรู
- รอยขีดข่วนบนพื้นผิว
หากตัวรองรับสูงเกินไป อาจทำให้ไม่มั่นคง หากต่ำเกินไป อาจทำให้ท่อโค้งงอได้ ในอุดมคติแล้ว ท่อควรกลิ้งหรือหมุนได้อย่างราบรื่นในระหว่างกระบวนการตัด โดยไม่มีการแกว่งหรือแรงกดมากเกินไป
5. ข้อควรพิจารณาที่สำคัญสำหรับการตัดท่อวัสดุประเภทต่างๆ
1) ท่อกลม
ท่อกลมเป็นชนิดที่พบได้บ่อยที่สุด
ข้อควรพิจารณาที่สำคัญ:
- ความร่วมแกนของการหมุน
- การจัดแนวการหนีบตรงกลาง
- ข้อผิดพลาดความกลม
- ความแม่นยำในการกำหนดตำแหน่งระหว่างการเจาะรู
ปัญหาที่พบได้บ่อยในท่อกลม:
- รูที่เยื้องไปตามแนวเส้นรอบวง
- ความไม่ตั้งฉากของหน้าตัดปลาย
- การตัดที่ไม่เสถียรบริเวณรอยเชื่อม
- การเสียรูปของท่อขนาดเล็ก
2) ท่อสี่เหลี่ยมจัตุรัส/สี่เหลี่ยมผืนผ้า
ข้อควรพิจารณาที่สำคัญ:
- ความร้อนสะสมบริเวณมุมต่างๆ
- ความแม่นยำของมิติมุม
- ความเรียบของพื้นผิวยึด
- ความเหมาะสมของเส้นทางมุมของหัวตัด
มุมของท่อเหลี่ยมมักมีแนวโน้มที่จะเกิดความร้อนสูงเกินไปหรือมีคราบตะกรันสะสมมากกว่าขอบ เนื่องจากความร้อนจะกระจุกตัวอยู่ที่มุมมากกว่า และเส้นทางการตัดก็ซับซ้อนกว่า
3) ท่อผนังบาง
หัวใจสำคัญของการตัดท่อผนังบางคือ “การใช้ความร้อนให้น้อยลง”
หมายเหตุ:
- ความเร็วในการตัดที่รวดเร็วแต่คงที่
- มีความไวต่อจุดโฟกัสและความดันอากาศมากขึ้น
- แรงยึดไม่ควรมากเกินไป
- ตัวรองรับไม่ควรทำให้ผนังท่อเสียหาย
- รูเล็กและร่องแคบมีแนวโน้มที่จะเสียรูปทรงได้ง่าย
4) ท่อผนังหนา
หัวใจสำคัญของการตัดท่อผนังหนาคือ “การทำให้ท่อทะลุทะลวงและกำจัดเศษโลหะออกไปให้หมด”
บันทึก:
- จำเป็นต้องมีกำลังไฟฟ้าและแรงดันแก๊สที่เพียงพอ
- จำเป็นต้องใช้เวลาในการเจาะอย่างเพียงพอ
- ไม่ควรขับเร็วเกินไปโดยไม่คิดหน้าคิดหลัง
- การปกป้องเลนส์เป็นสิ่งสำคัญยิ่ง
- ความเสี่ยงต่อการไหลย้อนกลับของตะกรันจะสูงขึ้น
5) ท่อวัสดุสะท้อนแสงสูง
สำหรับวัสดุต่างๆ เช่น อลูมิเนียม ทองแดง และวัสดุเคลือบผิวหลายชนิด โปรดทราบ:
- ความเสี่ยงจากการสะท้อน
- หน้าต่างกระบวนการที่แคบ
- ข้อกำหนดที่เข้มงวดสำหรับการป้องกันเลนส์และหัวตัด
- จำเป็นต้องพิจารณาพารามิเตอร์ต่างๆ อย่างรอบคอบมากขึ้น
6. การบำรุงรักษา (ประเด็นสำคัญ)
การบำรุงรักษาประจำวัน:
- ทำความสะอาดเลนส์หัวตัด
- ตรวจสอบหัวฉีดว่ามีรอยชำรุดหรือไม่
- ทำความสะอาดเศษวัสดุบนโต๊ะทำงาน
- ตรวจสอบแรงดันอากาศและอุณหภูมิน้ำ
การบำรุงรักษารายสัปดาห์:
- ตรวจสอบการหล่อลื่นของรางนำทาง
- ตรวจสอบความแม่นยำในการจับยึดหัวจับ
- ทำความสะอาดเครื่องดูดฝุ่น
การบำรุงรักษาประจำเดือน:
- ปรับเทียบเส้นทางแสง
- ตรวจสอบสถานะเลเซอร์
- เปลี่ยนไส้กรอง (แก๊ส/น้ำ)
รายการชิ้นส่วนที่เสี่ยงต่อการถูกโจมตี:
- หัวฉีด
- เลนส์ป้องกัน
- แหวนซีล
- องค์ประกอบตัวกรอง
แนะนำให้จัดทำสต็อกอะไหล่สำรองไว้
7. ปัญหาและวิธีแก้ปัญหาทั่วไปในการตัดท่อด้วยเลเซอร์
1) การตัดไม่สมบูรณ์
สาเหตุ:
- พลังงานไม่เพียงพอ
- จุดโฟกัสไม่ถูกต้อง
- แรงดันอากาศไม่เพียงพอ
โซลูชั่น:
- เพิ่มกำลัง / ลดความเร็ว
- ปรับโฟกัสใหม่
2) หนามแหลมคมมาก
สาเหตุ:
- ความเร็วเกินกำหนด
- ก๊าซที่มีความบริสุทธิ์ต่ำ
- หัวฉีดชำรุด
โซลูชั่น:
- ปรับพารามิเตอร์
- เปลี่ยนแก๊ส / หัวฉีด
3) การตัดแบบดำ (สแตนเลส)
สาเหตุ:
- การใช้ออกซิเจน
- ความดันไนโตรเจนไม่เพียงพอ
โซลูชั่น:
- ใช้ไนโตรเจนแรงดันสูง
4) การสั่นสะเทือนของท่อ
สาเหตุ:
- การสนับสนุนไม่เพียงพอ
- หัวจับแบบหลวม
โซลูชั่น:
- เปิดใช้งานการติดตามผล
- ตรวจสอบแรงยึด
8. ข้อควรระวังด้านความปลอดภัย
การตัดท่อด้วยเลเซอร์เป็นอุปกรณ์ที่มีกำลังสูง ความเร็วสูง ความเข้มแสงสูง และปริมาณลมสูง ดังนั้นความปลอดภัยจึงเป็นสิ่งสำคัญที่สุด
1) ต้องมีแว่นตานิรภัยและประตูนิรภัยติดตั้งไว้
ห้ามมองเลเซอร์โดยตรง และต้องใช้มาตรการป้องกันตามข้อกำหนดของอุปกรณ์
2) ระวังความเสี่ยงจากการสะท้อนกลับ
โดยเฉพาะอย่างยิ่งเมื่อตัดวัสดุที่มีการสะท้อนแสงสูง เช่น อะลูมิเนียม ทองแดง และทองเหลือง แสงสะท้อนอาจทำให้เกิดความเสียหายต่ออุปกรณ์ได้
3) การป้องกันอัคคีภัยอย่างเข้มงวด
ประกายไฟ ตะกรันหลอมเหลว และเศษโลหะร้อนจะกระเด็นออกมาในระหว่างการตัดท่อ
ควรเตรียมสิ่งต่อไปนี้เมื่อไปถึงสถานที่จริง:
- กำจัดวัสดุไวไฟ
- จัดเตรียมอุปกรณ์ดับเพลิง
- ตรวจสอบการสะสมของตะกรันที่ปลายคมตัด
- ป้องกันการสะสมของน้ำมัน
4) ความเสี่ยงจากการถูกหนีบด้วยกลไก
หัวจับชิ้นงาน แท่นรองรับ และกลไกการป้อนชิ้นงาน ล้วนมีความเสี่ยงที่จะทำให้เกิดการหนีบได้ จึงต้องตัดกระแสไฟอย่างเคร่งครัด หรือดำเนินการตามข้อกำหนดเมื่อทำการปรับแต่งเครื่องจักรและเปลี่ยนวัสดุ
5) ความปลอดภัยเกี่ยวกับก๊าซแรงดันสูง
ถังแก๊ส ท่อส่งแก๊ส และวาล์วลดแรงดันต้องได้รับการตรวจสอบอย่างสม่ำเสมอเพื่อป้องกันการรั่วไหลและแรงดันเกินควบคุม
9. สรุป
ในกระบวนการผลิตท่อแบบดั้งเดิม กระบวนการต่างๆ เช่น การเลื่อย การเจาะ และการคว้าน จะดำเนินการแยกกัน ส่งผลให้ประสิทธิภาพต่ำ ความแม่นยำไม่สม่ำเสมอ และต้องพึ่งพาประสบการณ์ของแรงงานคนเป็นอย่างมาก
เมื่อเผชิญกับความต้องการด้านการผลิตในปัจจุบันที่ต้องการความแม่นยำสูง การส่งมอบที่รวดเร็ว และการผลิตที่ยืดหยุ่น อุปกรณ์แบบดั้งเดิมจึงไม่สามารถรองรับการพัฒนาขนาดใหญ่และได้มาตรฐานขององค์กรได้อีกต่อไป
เครื่องตัดท่อด้วยเลเซอร์ผสานรวมเทคโนโลยีเลเซอร์ไฟเบอร์ประสิทธิภาพสูงเข้ากับระบบ CNC อัจฉริยะ ทำให้ได้กระบวนการอัตโนมัติแบบครบวงจร ตั้งแต่การโหลด การจัดตำแหน่ง การตัด ไปจนถึงการขนถ่าย
เครื่องตัดท่อด้วยเลเซอร์ ขั้นตอนการปฏิบัติงาน:
การตรวจสอบ → การเริ่มต้น → การจับยึด → การปรับพารามิเตอร์ → การตัดทดลอง → การตัดจริง → การปิดระบบ
การตัดท่อด้วยเลเซอร์ จุดใช้งานสำคัญ:
- รอให้เย็นลงก่อนใช้เลเซอร์ (เพื่อป้องกันเลเซอร์)
- การจับยึดหัวจับ + การจัดแนวศูนย์กลาง (เพื่อให้มั่นใจในความแม่นยำ)
- จับคู่พารามิเตอร์กับวัสดุ (กำลัง/ความเร็ว/ก๊าซ)
- การทดลองตัดเป็นสิ่งจำเป็น (เพื่อหลีกเลี่ยงของเสียจากการผลิตจำนวนมาก)
- ห้ามทิ้งผู้ปฏิบัติงานไว้คนเดียวขณะทำการตัด (เพื่อป้องกันอุบัติเหตุ)
- ปฏิบัติตามขั้นตอนการปิดเครื่องที่ถูกต้อง (เพื่อยืดอายุการใช้งานของเครื่อง)




