สารบัญ
การตัดด้วยเลเซอร์ไฟเบอร์เหล็กได้กลายเป็นหนึ่งในกระบวนการที่สำคัญและใช้กันอย่างแพร่หลายที่สุดในการแปรรูปโลหะแผ่นสมัยใหม่ มีข้อดีหลายประการ เช่น ความเร็วสูง ความแม่นยำสูง คุณภาพการตัดที่ดี การทำงานอัตโนมัติสูง และความสามารถในการปรับตัวสูง ทำให้เหมาะอย่างยิ่งสำหรับการแปรรูปแผ่นเหล็กที่ทำจากเหล็กกล้าคาร์บอน เหล็กกล้าไร้สนิม และเหล็กกล้าผสมได้อย่างมีประสิทธิภาพ
เนื่องจากอุตสาหกรรมการผลิตกำลังมุ่งสู่ความแม่นยำที่สูงขึ้น ประสิทธิภาพที่สูงขึ้น และการผลิตอัจฉริยะ เครื่องตัดไฟเบอร์เลเซอร์ เลเซอร์ไฟเบอร์ได้กลายเป็นอุปกรณ์การผลิตที่จำเป็นในอุตสาหกรรมต่างๆ เช่น การแปรรูปโลหะแผ่น เครื่องจักรกลทางวิศวกรรม โครงสร้างเหล็ก การผลิตรถยนต์ การผลิตลิฟต์ การต่อเรือ ตู้ไฟฟ้า และเครื่องจักรกลการเกษตร การตัดแผ่นเหล็กเป็นหนึ่งในพื้นที่การใช้งานที่สำคัญที่สุดของการตัดด้วยเลเซอร์ไฟเบอร์
หลายบริษัทมักประสบปัญหาในกระบวนการผลิตจริง เช่น พื้นผิวที่ตัดไม่เรียบ การสะสมของตะกรันอย่างรุนแรง ความคลาดเคลื่อนของขนาด การตัดไม่สมบูรณ์ การไหม้ของขอบ การเสียรูปจากความร้อน ความเสียหายของหัวฉีด และการปนเปื้อนของเลนส์ป้องกัน ปัญหาเหล่านี้ไม่เพียงแต่ส่งผลต่อคุณภาพของผลิตภัณฑ์เท่านั้น แต่ยังลดประสิทธิภาพของอุปกรณ์และเพิ่มต้นทุนการผลิตอีกด้วย
อย่างไรก็ตาม ในการผลิตจริง ปัจจัยที่ส่งผลต่อคุณภาพการตัดอย่างแท้จริงนั้นไม่ใช่แค่กำลังของเครื่องจักรเพียงอย่างเดียว แต่ยังรวมถึงปัจจัยเชิงระบบทั้งหมด เช่น สภาพของวัสดุ พารามิเตอร์ของกระบวนการ การเลือกใช้ก๊าซ ตำแหน่งจุดโฟกัส วิธีการเจาะ การทำงานเสริม การบำรุงรักษาเครื่องจักร และประสบการณ์ของผู้ปฏิบัติงาน ปัญหาการตัดหลายอย่างไม่ได้เกิดจาก “เครื่องจักรที่ไม่ดี” แต่เกิดจากพารามิเตอร์ วิธีการ และการใส่ใจในรายละเอียดที่ไม่เหมาะสม
เพื่อให้ได้ผลลัพธ์การตัดแผ่นเหล็กด้วยเลเซอร์ที่มีคุณภาพสูงและประสิทธิภาพสูง จำเป็นอย่างยิ่งที่จะต้องมีความเข้าใจอย่างลึกซึ้งเกี่ยวกับคุณสมบัติของวัสดุ พารามิเตอร์ของกระบวนการ สถานะของอุปกรณ์ ก๊าซเสริม เทคนิคการใช้งาน และการบำรุงรักษา
ส่วนต่อไปนี้จะวิเคราะห์อย่างเป็นระบบเกี่ยวกับข้อควรระวังและเทคนิคสำหรับการตัดแผ่นเหล็กด้วยเลเซอร์ไฟเบอร์ในหลายขนาด รวมถึงหลักการ วัสดุ พารามิเตอร์ เทคนิคกระบวนการ ปัญหาทั่วไป การปรับปรุงคุณภาพ การบำรุงรักษาอุปกรณ์ และข้อกำหนดด้านความปลอดภัย
1. หัวใจสำคัญของการตัดด้วยเลเซอร์ไฟเบอร์เหล็ก
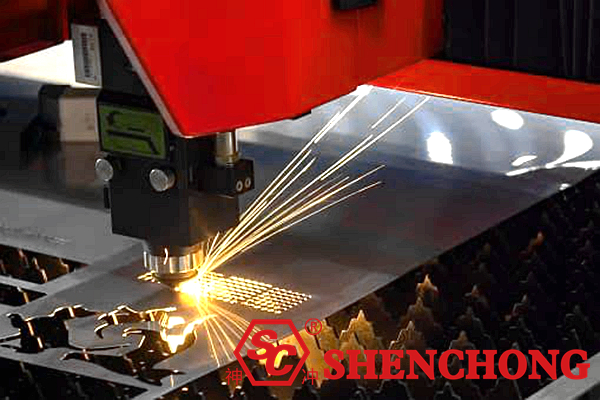
หลักการสำคัญของการตัดด้วยเลเซอร์ไฟเบอร์คือการใช้ลำแสงเลเซอร์ที่มีความหนาแน่นพลังงานสูงฉายไปที่แผ่นเหล็ก ทำให้วัสดุหลอมเหลว ระเหย หรือเกิดปฏิกิริยาออกซิเดชันอย่างรวดเร็วในบริเวณเฉพาะที่ จากนั้นจะใช้ก๊าซเสริมเป่าโลหะหลอมเหลวออกไป ทำให้เกิดร่องตัดขึ้น
ดังนั้น ประสิทธิภาพในการตัดจึงขึ้นอยู่กับ... 4 ยอดคงเหลือที่สำคัญ:
1) พลังงานเลเซอร์มีความเข้มข้นเพียงพอหรือไม่?
พลังงานอ่อนเกินไป ก็จะไม่สามารถตัดผ่านได้ พลังงานแรงเกินไป ขอบก็จะร้อนจัด เกิดตะกรัน และแผ่นโลหะก็จะเสียรูป
2) สามารถนำโลหะหลอมเหลวออกไปได้ทันเวลาหรือไม่?
การกำจัดตะกรันที่ไม่ดีจะส่งผลให้เกิดการสะสมของตะกรันที่ด้านล่าง การตัดที่ไม่เรียบ และเกิดลักษณะเป็นหางลาก
3) สามารถควบคุมบริเวณที่ได้รับผลกระทบจากความร้อนได้หรือไม่?
การให้ความร้อนมากเกินไปจะทำให้รอยตัดกว้างขึ้น เกิดสนิมที่ขอบ และแผ่นโลหะเสียรูป
4) ความเร็วในการตัดเหมาะสมกับปริมาณความร้อนที่ป้อนเข้าไปหรือไม่?
ความเร็วที่เร็วเกินไปจะทำให้ลวดดึงและตัดไม่สมบูรณ์ ความเร็วที่ช้าเกินไปจะทำให้ขอบไหม้ มีเสี้ยน และหลอมละลายมากเกินไป
นั่นหมายความว่า การตัดแผ่นเหล็กไม่ได้มุ่งเน้นเพียงแค่ "กำลังสูงสุด" เท่านั้น แต่เป็นการมุ่งเน้น "การผสมผสานพารามิเตอร์ที่เหมาะสมที่สุด" ต่างหาก
2. เงื่อนไขสำคัญก่อนการตัดแผ่นเหล็กด้วยเลเซอร์
1) คุณภาพวัสดุ
ประสิทธิภาพในการตัดแผ่นเหล็กขึ้นอยู่กับคุณภาพของเหล็กเป็นหลัก สนิม คราบตะกรัน คราบน้ำมัน การเคลือบผิวที่ไม่สม่ำเสมอ หรือความหนาที่ไม่สม่ำเสมอมากเกินไปบนพื้นผิววัสดุ จะส่งผลโดยตรงต่อความเสถียรในการตัด
ปัญหาที่พบได้ทั่วไป ได้แก่:
- สนิมที่เกิดขึ้นบนพื้นผิวอย่างรุนแรงจะทำให้เกิดการเปลี่ยนแปลงเฉพาะจุดในอัตราการดูดซับ ส่งผลให้การตัดไม่เสถียร
- ความเรียบของแผ่นฟิล์มที่ไม่ดีจะทำให้ความสูงของจุดโฟกัสไม่คงที่ ส่งผลให้ภาพตัดไม่สมบูรณ์หรือเป็นคลื่น
- ความหนาที่ไม่สม่ำเสมอทำให้ยากต่อการกำหนดมาตรฐานพารามิเตอร์ของกระบวนการ
- แผ่นตัดคุณภาพต่ำมักมีสิ่งเจือปนอยู่มาก ทำให้เกิดเสี้ยนและรอยตัดที่ไม่ต่อเนื่องได้ง่าย
ดังนั้น ก่อนการตัดแต่ง ควรดำเนินการดังต่อไปนี้ให้มากที่สุดเท่าที่จะเป็นไปได้:
- เลือกใช้วัสดุที่มีความหนาคงที่และสภาพพื้นผิวที่ดี
- ทำความสะอาดแผ่นโลหะที่เป็นสนิมและมีคราบน้ำมันอย่างรุนแรง
- การตรวจสอบตัวอย่างวัสดุในแต่ละล็อตช่วยยืนยันค่าความคลาดเคลื่อนของความหนาแผ่นโลหะได้
- วางจานให้ราบเพื่อป้องกันการแกว่งและการบิดงอ
2) การยึดและรองรับแผ่นโลหะอย่างถูกต้อง
ในการตัดแผ่นเหล็ก การรองรับที่ไม่สม่ำเสมออาจทำให้เกิดการบิดเบี้ยวหลังจากการให้ความร้อนได้ง่าย โดยเฉพาะอย่างยิ่งในการตัดขนาดใหญ่ หากแผ่นโลหะถูกยกขึ้นบางส่วน เส้นทางการตัดจะได้รับผลกระทบจากการเปลี่ยนแปลงความสูง ส่งผลให้จุดโฟกัสเบี่ยงเบนและได้รอยตัดที่ไม่ดี
ข้อควรระวัง ได้แก่:
- ควรจัดวางแผ่นวัสดุขนาดใหญ่ให้สมดุลที่สุดเท่าที่จะเป็นไปได้
- หลีกเลี่ยงการยกขอบแผ่นกระดาษให้ตึงมากเกินไป
- ควรสังเกตแนวโน้มการเสียรูปเนื่องจากความร้อนของแผ่นโลหะในระหว่างการตัด
- สำหรับแผ่นวัสดุบาง ควรพิจารณาเพิ่มแรงกด แรงดูด หรือมาตรการจัดตำแหน่งเสริมอื่นๆ
- สำหรับชิ้นส่วนขนาดเล็กที่สามารถพลิกกลับได้ง่ายหลังการตัด ควรออกแบบการเชื่อมต่อหรือจุดเชื่อมต่อขนาดเล็กไว้ล่วงหน้า
3) การปรับปรุงแบบร่างและการจัดวางให้เหมาะสมที่สุด
การตัดด้วยเลเซอร์ไม่ใช่แค่ปัญหาด้านกระบวนการผลิตเท่านั้น แต่ยังเป็นปัญหาด้านการจัดวางด้วย การจัดวางที่ไม่เหมาะสมอาจนำไปสู่การสิ้นเปลืองวัสดุ เส้นทางการตัดที่ยาวเกินไป ความร้อนกระจุกตัวสูงเกินไป มุมแหลมมากเกินไป และชิ้นส่วนเสียรูปทรง
การจัดวางที่ดีควรตรงตามข้อกำหนดต่อไปนี้:
- ใช้ประโยชน์จากวัสดุให้เต็มที่
- ลดระยะเวลาการขับเคลื่อนขณะจอดนิ่ง
- ควบคุมพื้นที่ที่มีความร้อนสูง
- ควรหลีกเลี่ยงการตัดชิ้นส่วนที่อยู่ติดกันอย่างต่อเนื่องเป็นเวลานาน
- พยายามจัดกลุ่มความหนาและส่วนประกอบโครงสร้างที่คล้ายคลึงกันไว้ด้วยกัน
- สำรองตำแหน่งเชื่อมต่อที่จำเป็น จุดเชื่อมต่อขนาดเล็ก และพื้นที่สำหรับชิ้นส่วนที่อาจหล่นลงมา
3. การเลือกใช้แก๊สช่วยเป็นสิ่งสำคัญ
ในการตัดแผ่นเหล็กด้วยเลเซอร์ไฟเบอร์ ก๊าซช่วยตัดมีบทบาทสำคัญอย่างยิ่ง โดยส่งผลต่อคุณภาพของรอยตัด ความเร็วในการตัด ระดับการเกิดออกซิเดชัน ต้นทุน และความยากง่ายของกระบวนการแปรรูปในขั้นตอนต่อไป
1) การตัดด้วยออกซิเจน: เหมาะสำหรับเหล็กกล้าคาร์บอนที่มีความหนา
ข้อดีของการตัดด้วยออกซิเจนมีดังนี้:
ปฏิกิริยาออกซิเดชันระหว่างออกซิเจนและเหล็กจะปล่อยความร้อนเพิ่มเติม ซึ่งช่วยเพิ่มประสิทธิภาพในการตัด ทำให้เหมาะอย่างยิ่งสำหรับเหล็กกล้าคาร์บอนที่มีความหนาปานกลางและแผ่นเหล็กที่หนาขึ้น
ข้อดี:
- มีความสามารถในการตัดเหล็กกล้าคาร์บอนหนาได้ดีเยี่ยม
- การเจาะทะลุดี
- ต้นทุนค่อนข้างต่ำ
- ปรับตัวได้ดีกับอุปกรณ์กำลังสูง
ข้อเสีย :
- เกิดการออกซิเดชันอย่างมากบริเวณรอยตัด
- โดยทั่วไปแล้ว ผิวที่ถูกตัดจะมีสีดำ
- พื้นที่ที่ได้รับผลกระทบจากความร้อนเป็นบริเวณกว้าง
- จำเป็นต้องมีการเตรียมพื้นผิวเพิ่มเติมสำหรับการเชื่อม การพ่น หรือการชุบในขั้นตอนต่อไป
สถานการณ์ที่เกี่ยวข้อง:
- แผ่นเหล็กกล้าคาร์บอนหนาปานกลาง
- ชิ้นส่วนโครงสร้างที่มีความต้องการการป้องกันการเกิดออกซิเดชันต่ำ
- การประมวลผลแบบกลุ่มโดยให้ความสำคัญกับประสิทธิภาพ
2) การตัดด้วยไนโตรเจน: เหมาะสำหรับการตัดคุณภาพสูง ปราศจากออกไซด์
การตัดด้วยไนโตรเจนส่วนใหญ่ใช้สำหรับการตัดสแตนเลส แผ่นอลูมิเนียม และแผ่นเหล็กกล้าคาร์บอนบางๆ ที่ต้องการคุณภาพการตัดสูง
หน้าที่ของไนโตรเจนคือการพัดพาโลหะหลอมเหลวออกไป แทนที่จะทำให้เกิดปฏิกิริยาออกซิเดชัน ส่งผลให้ได้การตัดที่สะอาดกว่าและขอบที่เงางามกว่า
ข้อดี:
- พื้นผิวที่ตัดเรียบและเงางาม
- ขจัดคราบออกไซด์ได้ง่าย
- เหมาะสำหรับการเชื่อมและตกแต่งในขั้นตอนต่อไป
- มีความแม่นยำและสม่ำเสมอดี
ข้อเสีย :
- ต้องใช้แรงดันแก๊สสูงกว่า
- ข้อกำหนดที่เข้มงวดสำหรับการปิดผนึกอุปกรณ์และระบบจ่ายก๊าซ
- ต้นทุนสูงกว่าการตัดออกซิเจน
- แผ่นโลหะที่หนาขึ้นต้องการกำลังไฟและกระบวนการผลิตที่สูงขึ้น
สถานการณ์ที่เกี่ยวข้อง:
- ชิ้นส่วนตกแต่งสแตนเลส
- ชิ้นส่วนที่มีความแม่นยำสูง
- ชิ้นงานที่ต้องการการเจียรแต่งน้อยหรือไม่ต้องการการเจียรแต่งเลย
- ชิ้นส่วนที่ต้องการคุณภาพการเชื่อมสูง
3) การตัดด้วยลม: ประหยัดแต่ต้องใช้ทรัพยากรมากกว่า
การตัดด้วยลมเป็นหนึ่งในวิธีการที่มีต้นทุนต่ำที่สุด แต่มีข้อกำหนดที่เข้มงวดมากในเรื่องสภาพของอุปกรณ์ คุณภาพของวัสดุแผ่น และความเหมาะสมของกระบวนการ
อากาศมีออกซิเจน ซึ่งทำให้เกิดปฏิกิริยาออกซิเดชัน ดังนั้น ประสิทธิภาพในการตัดจึงมักอยู่ระหว่างประสิทธิภาพของออกซิเจนและไนโตรเจน
ข้อดี:
- ต้นทุนต่ำ
- เหมาะสำหรับงานแปรรูปทั่วไป
- ประหยัดต้นทุนสำหรับการผลิตจำนวนน้อยถึงปานกลาง
ข้อเสีย :
- ความเสถียรของเทคโนโลยีล้ำสมัยนั้นไม่ดีเท่ากับก๊าซชนิดพิเศษ
- การควบคุมการเกิดออกซิเดชันที่ขอบและการควบคุมเสี้ยนทำได้ยากขึ้น
- ข้อกำหนดด้านความบริสุทธิ์สูงสำหรับอากาศอัด
- สิ่งเจือปนที่เป็นน้ำมันและน้ำอาจส่งผลกระทบอย่างรุนแรงต่ออายุการใช้งานของหัวตัดและเลนส์
4. ตำแหน่งจุดโฟกัส: ปัจจัยสำคัญต่อคุณภาพการตัด
ผู้ใช้งานหลายคนมักมองข้ามจุดโฟกัส แต่ในความเป็นจริง ตำแหน่งของจุดโฟกัสมีผลอย่างมากต่อรูปทรงของร่องตัด เศษตะกรันที่ก้นร่อง ความกว้างของร่องตัด และประสิทธิภาพการตัด
1) จุดโฟกัสสูงเกินไป
เมื่อจุดโฟกัสอยู่สูงเกินไปเหนือพื้นผิวแผ่นโลหะ การกระจายพลังงานจะไม่ดี ทำให้รอยตัดกว้างที่ด้านบนและแคบลงที่ด้านล่าง ด้านล่างอาจไม่ถูกตัดทะลุ ทำให้เกิดการลากเศษโลหะ การสะสมของตะกรัน และการแตกหักได้ง่าย
2) จุดโฟกัสต่ำเกินไป
เมื่อจุดโฟกัสอยู่ต่ำเกินไป พลังงานจะแรงเกินไปที่ด้านล่างของแผ่น ทำให้เกิดความร้อนสูงเกินไปที่ด้านล่าง ร่องตัดกว้างขึ้น เกิดเสี้ยนมากขึ้น และอาจทำให้รูปทรงเรียวผิดเพี้ยนไปได้
3) การพิจารณาเลือกจุดโฟกัสที่เหมาะสม
จุดโฟกัสจำเป็นต้องได้รับการพิจารณาอย่างรอบด้านโดยคำนึงถึงความหนาของแผ่น วัสดุประเภท ก๊าซประเภท กำลังเลเซอร์ และข้อกำหนดของหัวฉีด
โดยทั่วไปแล้ว:
แผ่นบางมักจะเหมาะกับการใช้จุดโฟกัสที่สูงกว่าหรือจุดโฟกัสที่เป็นลบเล็กน้อย แผ่นที่มีความหนาปานกลางมักจะใช้จุดโฟกัสที่เป็นลบที่เหมาะสม ส่วนแผ่นหนามากนั้นจำเป็นต้องปรับแต่งอย่างละเอียดโดยอาศัยกระบวนการเจาะรูและการตัดแบบแบ่งส่วน
ในการใช้งานจริง ค่าตามทฤษฎี ไม่ควรพึ่งพาเพียงอย่างเดียว. การทดสอบการตัดเป็นสิ่งสำคัญที่ต้องสังเกต:
- ตรวจสอบว่ารอยตัดบนและล่างมีความสม่ำเสมอหรือไม่
- ไม่ว่ากากตะกอนที่ก้นเตาจะลดลงหรือไม่
- รอยตัดเรียบเนียนและสม่ำเสมอหรือไม่
- มุมแหลมคมเหล่านั้นร้อนเกินไปหรือไม่
- เสียงตัดนั้นคงที่หรือไม่
5. ความเร็วในการตัดไม่ได้หมายความว่าดีกว่าเสมอไป
ความเร็วเป็นพารามิเตอร์การตัดที่สำคัญที่สุด
ความเร็วที่สูงเกินไปอาจดูเหมือนมีประสิทธิภาพ แต่ในความเป็นจริงแล้วอาจนำไปสู่สิ่งต่อไปนี้:
- การตัดไม่สมบูรณ์
- กากตะกรันตกค้างอยู่ที่ก้นภาชนะ
- ร่องตัดไม่แน่น
- ระบบลดความเร็วขณะเข้าโค้งทำงานไม่เพียงพอ
- ความเบี่ยงเบนที่เพิ่มขึ้นในรูขนาดเล็ก
การขับด้วยความเร็วที่ช้าเกินไปอาจนำไปสู่:
- เกิดความร้อนสูงเกินไปบริเวณขอบ
- ร่องกว้าง
- พื้นที่ที่ได้รับผลกระทบจากความร้อนเพิ่มสูงขึ้น
- การเสียรูปของแผ่นโลหะ
- การยึดเกาะของตะกรัน
หลักการพื้นฐานของการปรับความเร็ว:
- สำหรับแผ่นโลหะหนา ควรให้ความสำคัญกับการตัดให้เรียบสนิทและการกำจัดเศษโลหะอย่างมั่นคง
- สำหรับแผ่นโลหะบาง ควรให้ความสำคัญกับประสิทธิภาพและคุณภาพของขอบแผ่นเป็นอันดับแรก
- ลดความเร็วให้เหมาะสมเมื่อเข้าโค้งหักศอก ร่องแคบ และรูเล็กๆ
- เมื่อตัดรูปทรงที่ซับซ้อน ควรควบคุมความเร็วในแต่ละส่วน
- สามารถใช้กลยุทธ์ความเร็วที่แตกต่างกันสำหรับชิ้นส่วนต่างๆ แทนที่จะใช้พารามิเตอร์เดียวตลอดทั้งระบบ
โดยเฉพาะอย่างยิ่งในกระบวนการผลิตแบบเป็นชุด ชิ้นส่วนจำนวนมากมีแรงกดที่แตกต่างกันบนขอบด้านนอก รูด้านใน มุมแหลม และบริเวณเชื่อมต่อ ดังนั้นจึงไม่สามารถตัดด้วยความเร็วเท่ากันได้ทั้งหมด กระบวนการผลิตที่ดีเยี่ยมจะใช้การควบคุมความเร็วแบบแบ่งชั้นตามพื้นที่ของเส้นทางการตัด
6. การเจาะ: ความท้าทายสำคัญในการตัดแผ่นโลหะหนา
เมื่อตัดแผ่นเหล็กหนา การเจาะมักจะยากกว่าการตัดจริงเสียอีก
การเจาะที่ไม่ได้มาตรฐานจะทำให้แม้แต่พารามิเตอร์ที่ดีที่สุดที่ตามมาก็ไร้ประโยชน์ เนื่องจากเศษโลหะกระเด็น การสะสมของตะกรัน ความร้อนสะสม และข้อบกพร่องในการเริ่มต้นการตัดจะเกิดขึ้นได้ง่ายรอบๆ รูเจาะ
1) ปัญหาที่พบได้ทั่วไปในการเจาะ
- ระยะเวลาการเจาะนานเกินไป
- เศษตะกรันกระเด็นไปปนเปื้อนเลนส์ป้องกัน
- การขยายรูมากเกินไป
- เกิดการเผาไหม้บริเวณจุดเริ่มต้นหลังจากทำการเจาะ
- การเจาะแผ่นเหล็กหนาที่ไม่เสถียร ส่งผลให้เกิดการเจาะทะลุซ้ำหลายครั้ง
2) วิธีการปรับปรุงผลลัพธ์การเจาะ
- ใช้การเจาะแบบแบ่งส่วน การเจาะแบบก้าวหน้า หรือการเจาะแบบพัลส์แรงสูง
- เพิ่มแรงดันก๊าซในการเจาะให้เหมาะสม
- ตั้งความสูงในการเจาะที่เหมาะสม
- เมื่อเจาะแผ่นเหล็กหนา ควรตรวจสอบให้แน่ใจว่าได้กระจายพลังงานอย่างทั่วถึงก่อนทำการตัด
- วางสายไฟหรือไมโครคอนเนคเตอร์ไว้ด้านนอกของรอยตัดเพื่อหลีกเลี่ยงการเริ่มตัดตรงขอบที่สำคัญ
สำหรับเหล็กกล้าคาร์บอนที่มีความหนา ต้องให้ความสนใจเป็นพิเศษกับสิ่งต่อไปนี้ในระหว่างการเจาะ:
- ป้องกันการไหลย้อนกลับของตะกรัน
- อย่าเจาะรูเริ่มต้นให้ใหญ่เกินไป
- ควรหลีกเลี่ยงการตัดทันทีหลังการเจาะโดยไม่ทำความสะอาดเศษวัสดุที่ตกค้างอยู่ด้านล่าง เพราะอาจทำให้การตัดไม่ต่อเนื่องได้
7. การเลือกและการบำรุงรักษาหัวฉีดมีความสำคัญอย่างยิ่ง
หัวฉีดเป็นส่วนเชื่อมต่อที่สำคัญระหว่างเลเซอร์ ก๊าซ และบ่อหลอมเหลว
การเลือกหัวฉีดที่ไม่เหมาะสม หรือการปนเปื้อน การเสียรูป หรือความไม่สมมาตรของหัวฉีด จะส่งผลโดยตรงต่อคุณภาพการตัด
1) หลักการเลือกหัวฉีด
ขนาดเส้นผ่านศูนย์กลางของหัวฉีดต้องเหมาะสมกับความหนาของแผ่นโลหะ กำลังไฟฟ้า และชนิดของแก๊ส:
- แผ่นบาง: โดยทั่วไปแล้ว หัวฉีดที่มีเส้นผ่านศูนย์กลางเล็กกว่าจะให้ผลดีกว่าในการสร้างกระแสลมที่เข้มข้นขึ้น
- แผ่นเหล็กหนาปานกลาง: จำเป็นต้องใช้แผ่นเหล็กที่มีเส้นผ่านศูนย์กลางใหญ่กว่า เพื่อให้มั่นใจได้ว่ามีกำลังในการกำจัดตะกรันอย่างเพียงพอ
- แผ่นหนา: หัวฉีดต้องรักษาสมดุลระหว่างความเร็วและความเสถียรของกระแสลม
2) จะเกิดอะไรขึ้นหากหัวฉีดทำงานผิดปกติ?
- มีเสี้ยนเกิดขึ้นมากขึ้นบริเวณรอยตัด
- รอยหยักบนพื้นผิวที่ตัด
- มีคราบตะกรันสะสมอยู่บริเวณขอบด้านล่าง
- ทิศทางประกายไฟผิดปกติขณะตัด
- มีความเสี่ยงเพิ่มขึ้นที่หัวตัดจะกระแทกกับจาน
- การปนเปื้อนของเลนส์แบบเร่งปฏิกิริยา
3) จุดสำคัญในการใช้งานหัวฉีด
- รักษาหัวฉีดให้สะอาดอยู่เสมอ
- ตรวจสอบความกลมและความเที่ยงตรงของหัวฉีด
- หากพบว่าหัวฉีดชนกับพื้นผิวอื่น ให้เปลี่ยนหัวฉีดทันที
- เลือกใช้หัวฉีดที่เหมาะสมกับวัสดุและความหนาที่แตกต่างกัน
- ทำการทดสอบการไหลของอากาศก่อนตัด เพื่อตรวจสอบว่าหัวฉีดอยู่ในสภาพการทำงานปกติ
8. เทคนิคการตัดแตกต่างกันอย่างมากสำหรับวัสดุแผ่นเหล็กแต่ละชนิด
1) เทคนิคการตัดเหล็กกล้าคาร์บอน
เหล็กกล้าคาร์บอนเป็นวัสดุที่ใช้ตัดแผ่นเหล็กที่พบได้บ่อยที่สุด
เหมาะสำหรับการตัดด้วยออกซิเจน และยังสามารถตัดด้วยไนโตรเจนหรืออากาศได้ภายในช่วงความหนาที่กำหนด
ประเด็นสำคัญ:
- สำหรับเหล็กกล้าคาร์บอนที่มีความหนาปานกลาง ควรให้ความสำคัญกับการเกิดปฏิกิริยาออกซิเดชันและการกำจัดตะกรันเป็นอันดับแรก
- สำหรับเหล็กกล้าคาร์บอนที่มีความหนา ควรควบคุมอุณหภูมิในการเจาะให้เหมาะสม
- เมื่อต้องการออกซิเดชันที่ขอบสูง สามารถใช้ไนโตรเจนแทนได้
- หลังจากการตัดแล้ว มักจะเกิดชั้นออกไซด์ขึ้นบนพื้นผิวที่ถูกตัด การทำความสะอาดชั้นออกไซด์นั้นขึ้นอยู่กับกระบวนการต่อไป
2) เทคนิคการตัดด้วยเลเซอร์ไฟเบอร์สแตนเลส
เหล็กกล้าไร้สนิมเหมาะสมกว่าสำหรับการตัดด้วยไนโตรเจน เนื่องจากมีคุณสมบัติที่ต้องการสูงในด้านคุณภาพพื้นผิวและป้องกันการเกิดออกซิเดชันอย่างมีนัยสำคัญ
ประเด็นสำคัญ:
- จำเป็นต้องมีไนโตรเจนที่มีความบริสุทธิ์สูง
- ตำแหน่งจุดโฟกัสต้องมีความแม่นยำมากขึ้น
- ความเร็วต่ำเกินไปจะทำให้เกิดการเหลืองหรือน้ำเงิน ซึ่งส่งผลต่อรูปลักษณ์
- สำหรับสแตนเลสบาง ควรให้ความสำคัญเป็นพิเศษกับการป้องกันการเสียรูปจากความร้อนและการเกิดครีบที่ก้นชิ้นงาน
3) เทคนิคการตัดเหล็กกล้าความแข็งแรงสูงและเหล็กกล้าผสม
เหล็กกล้าความแข็งแรงสูงมีความไวต่อความร้อนมากกว่า การตัดที่ไม่เหมาะสมอาจทำให้ขอบแข็งตัว แตก หรือเสียรูปหลังการตัดได้ง่าย
ข้อควรทราบที่สำคัญ:
- ควบคุมพื้นที่ที่ได้รับผลกระทบจากความร้อน
- หลีกเลี่ยงการสัมผัสความร้อนสูงเฉพาะจุดเป็นเวลานาน
- หากจำเป็น ให้ทำการประเมินความเครียดหลังการผ่าตัด
- ให้ความสำคัญเป็นพิเศษกับคุณภาพของขอบชิ้นงานสำหรับบริเวณที่จะเชื่อมในขั้นตอนต่อไป
9. ข้อบกพร่องทั่วไปหลายประการที่ส่งผลต่อคุณภาพการตัด และวิธีแก้ไข
1) ตะกรันก้นกระบะ
ตะกรันก้นเตาเป็นหนึ่งในปัญหาที่พบได้บ่อยที่สุด
สาเหตุทั่วไป ได้แก่: ความเร็วต่ำเกินไป แรงดันลมไม่เพียงพอ ตำแหน่งโฟกัสไม่ถูกต้อง หัวฉีดไม่ตรงกัน การปนเปื้อนบนพื้นผิวของแผ่นโลหะ และกำลังไฟไม่เข้ากันกับความหนา
โซลูชั่น:
- เพิ่มความเร็วให้เหมาะสม
- ปรับโฟกัส
- เพิ่มแรงดันก๊าซเสริม
- ตรวจสอบความเที่ยงตรงของหัวฉีด
- สังเกตดูว่าสาเหตุเกิดจากสนิมหรือคราบสกปรกบนพื้นผิวแผ่นโลหะหรือไม่
3) การตัดไม่สมบูรณ์
สาเหตุที่เป็นไปได้:
- ไฟฟ้าไม่เพียงพอ
- ความเร็วสูงเกินไป
- ความคลาดเคลื่อนของจุดโฟกัส
- แผ่นโลหะหนาเกินไป
- หัวฉีดอุดตัน
- การเจาะรูไม่เพียงพอ
โซลูชั่น:
- ลดความเร็วลง
- ปรับโฟกัสไปที่ตำแหน่งที่เหมาะสม
- เปลี่ยนหัวฉีดและตรวจสอบทางเดินอากาศ
- ปรับปรุงกระบวนการเจาะรูให้ดียิ่งขึ้น
- สำหรับแผ่นโลหะที่หนาขึ้น ควรพิจารณาใช้กำลังไฟที่สูงขึ้นหรือกลยุทธ์การตัดแบบแบ่งส่วน
4) ขอบที่ตัดมีสีเหลือง ดำคล้ำ และเกิดการออกซิเดชันอย่างรุนแรง
พบได้ทั่วไปในสแตนเลสและชิ้นส่วนที่ต้องการการตกแต่งพื้นผิว
โดยทั่วไปเกิดจากการเลือกใช้แก๊สที่ไม่เหมาะสม ความเร็วที่ไม่สมเหตุสมผล หรือการป้อนความร้อนมากเกินไป
โซลูชั่น:
- เพิ่มความเร็วในการตัด
- เปลี่ยนไปใช้ไนโตรเจน
- ลดความร้อนสะสม
- ปรับโฟกัสการตัดให้เหมาะสมที่สุด
- ตรวจสอบให้แน่ใจว่าก๊าซมีความบริสุทธิ์
5) ขอบเรียวขนาดใหญ่
กล่าวคือ ทรงตัดเย็บจะแคบกว่าที่ด้านบนและกว้างกว่าที่ด้านล่าง หรือในทางกลับกัน
สาเหตุที่เป็นไปได้ ได้แก่:
- การตั้งค่าโฟกัสไม่ถูกต้อง
- ความไม่สอดคล้องกันระหว่างความหนาของแผ่นและกำลังไฟ
- การไล่แก๊สไม่สม่ำเสมอ
- การควบคุมความสูงของหัวตัดไม่เสถียร
- วัสดุแผ่นไม่เรียบ
6) ความร้อนสูงเกินไปบริเวณมุม
บริเวณมุมโค้งมนเล็ก ๆ มุมแหลม และทางเลี้ยวหักศอก เครื่องจักรมักจะเกิดความร้อนสะสมเฉพาะจุดเนื่องจากการลดความเร็ว
แนวทางแก้ไขได้แก่:
- เปิดใช้งานการลดกำลังไฟฟ้าบริเวณมุมห้อง
- การกำหนดค่าพารามิเตอร์เฉพาะมุม
- ปรับเส้นทางการตัดให้เหมาะสมเพื่อลดมุมแหลมที่ไม่จำเป็น
- ดำเนินการชดเชยค่าเสียหายตามกระบวนการล่วงหน้า
10. เทคนิคการตัดเส้นและงานออกแบบกราฟิก
หลายคนมักให้ความสำคัญกับพารามิเตอร์ของอุปกรณ์เพียงอย่างเดียว โดยละเลยผลกระทบของการออกแบบแบบร่างต่อผลลัพธ์การตัด ที่จริงแล้ว การออกแบบโครงสร้างที่เหมาะสมสามารถช่วยปรับปรุงคุณภาพและประสิทธิภาพการตัดได้อย่างมาก
1) หลีกเลี่ยงมุมแหลมที่มากเกินไปและโครงสร้างที่ละเอียดมากเกินไป
มุมแหลมคมอาจทำให้เกิดความร้อนกระจุกตัวเฉพาะจุด ซึ่งอาจทำให้ขอบไหม้ได้ง่าย
โครงสร้างที่มีความละเอียดสูงมากมีแนวโน้มที่จะสั่นไหว เสียรูป หรือชิ้นส่วนหลุดหายระหว่างการตัด
2) รักษาอัตราส่วนที่เหมาะสมระหว่างเส้นผ่านศูนย์กลางของรูและความหนาของแผ่น
การเจาะรูที่มีขนาดเล็กเกินไปบนแผ่นโลหะหนาทำได้ยากและได้ผลลัพธ์ที่ไม่แน่นอน เช่น รูไม่อยู่ตรงกลาง รูเรียว หรือรูผิดรูป
โดยทั่วไปแล้ว การออกแบบขนาดรูควรคำนึงถึงความหนาของแผ่นโลหะและความสามารถของกระบวนการผลิต การเลือกรูขนาดเล็กโดยไม่คำนึงถึงปัจจัยอื่นนั้นไม่เหมาะสม
3) ติดตั้งสายไฟให้ถูกต้อง
สายนำเป็นส่วนเชื่อมต่อ ณ จุดเริ่มต้นของการตัด การติดตั้งที่เหมาะสมจะช่วยลดรอยเริ่มต้นและการไหม้เฉพาะจุดได้
สายนำที่สั้นเกินไปจะทำให้เกิดรอยเริ่มต้นที่เห็นได้ชัดเจนเกินไป ส่วนสายนำที่ยาวเกินไปจะสิ้นเปลืองเวลาและวัสดุ
4) ตั้งค่าการเชื่อมต่อขนาดเล็กสำหรับชิ้นส่วนขนาดเล็ก
สำหรับชิ้นส่วนขนาดเล็กที่มีแนวโน้มที่จะหล่น พลิกคว่ำ หรือติดขัดหลังจากตัด ควรออกแบบการเชื่อมต่อขนาดเล็กเพื่อป้องกันไม่ให้ชิ้นส่วนหล่นและกระแทกหัวตัด หรือส่งผลกระทบต่อเส้นทางการตัดในขั้นตอนต่อไป
11. กลยุทธ์การตัดแตกต่างกันไปตามความหนาของแผ่นโลหะ
1) การตัดแผ่นบาง
หัวใจสำคัญของการตัดแผ่นโลหะบางไม่ใช่การ "ตัดผ่าน" แต่เป็นการ "ตัดอย่างรวดเร็ว สะอาด และไม่ทำให้ชิ้นงานเสียรูป"
เคล็ดลับ:
- เพิ่มความเร็วให้เหมาะสม
- ปรับโฟกัสให้แม่นยำยิ่งขึ้น
- ลดปริมาณความร้อนที่ป้อนเข้าไป
- รักษาเสถียรภาพของแผ่นโลหะ
- ป้องกันการบิดเบี้ยวและการหลุดลอกของชิ้นส่วนที่บาง
2) การตัดจานหนาปานกลาง
การตัดแผ่นโลหะหนาปานกลางนั้นต้องการความสามารถในการประมวลผลที่ครอบคลุมมากที่สุด
เคล็ดลับ:
- ปรับสมดุลระหว่างกำลัง ความเร็ว และปริมาณน้ำมันเชื้อเพลิง
- ให้ความสำคัญกับคุณภาพของการเจาะรู
- ควบคุมการสะสมของตะกรันที่ก้นภาชนะ
- ควรสังเกตการสะสมความร้อนขณะตัด
- ปรับแต่งมุมและรูปทรงที่ไม่เป็นรูปทรงเรขาคณิตให้เหมาะสม
3) การตัดแผ่นหนา
ความท้าทายที่ใหญ่ที่สุดในการตัดแผ่นโลหะหนาคือการทำให้ได้การตัดที่สม่ำเสมอและการกำจัดเศษโลหะอย่างมีประสิทธิภาพ
เคล็ดลับ:
- รูพรุนต้องมีความมั่นคง
- แรงดันอากาศเพียงพอ
- การโฟกัสที่แม่นยำและหัวฉีดที่ยอดเยี่ยม
- ความเร็วในการตัดไม่ควรเร็วเกินไปโดยไม่คิดให้รอบคอบ
- ต้องใช้อุปกรณ์ที่มีกำลังสูงกว่าและประสบการณ์ด้านกระบวนการที่มากกว่า
12. สภาพของอุปกรณ์และการบำรุงรักษาประจำวันเป็นปัจจัยกำหนดความเสถียรในระยะยาว
เครื่องจักรที่ตัดได้ดีในวันนี้ อาจไม่ได้ทำงานได้ดีเท่าเดิมในวันพรุ่งนี้ ความเสถียรของการตัดด้วยเลเซอร์ไฟเบอร์ขึ้นอยู่กับการบำรุงรักษาในระยะยาว
1) การบำรุงรักษาเส้นทางแสงและเลนส์
การปนเปื้อนของเลนส์ภายในหัวตัดจะลดประสิทธิภาพการส่งกำลังและการโฟกัสลง
ตรวจสอบเลนส์ป้องกัน เลนส์ปรับแนวลำแสง และเลนส์ปรับโฟกัสอย่างสม่ำเสมอ และเปลี่ยนใหม่ทันทีหากพบสิ่งสกปรก ความร้อนสูงเกินไป หรือรอยขีดข่วน
2) การบำรุงรักษาทางเดินก๊าซ
ความบริสุทธิ์ของก๊าซ การปิดผนึกท่อส่ง อุปกรณ์กรอง และระบบอบแห้ง ล้วนมีความสำคัญอย่างยิ่ง
อากาศอัดที่มีน้ำมัน น้ำ หรือฝุ่นละอองปนอยู่ จะทำให้หัวฉีดอุดตัน เลนส์สกปรก และการตัดไม่เสถียร
3) การบำรุงรักษา รางนำ, เฟือง และสกรูนำ
ความแม่นยำของระบบส่งกำลังเชิงกลส่งผลโดยตรงต่อวิถีการตัด
ฝุ่นละอองบนรางนำทาง เฟืองที่สึกหรอ และการหล่อลื่นที่ไม่เพียงพอ จะทำให้เกิดการสั่นสะเทือนขณะเคลื่อนที่ ข้อผิดพลาดในการกำหนดตำแหน่ง และร่องตัดที่ไม่สม่ำเสมอ
4) การบำรุงรักษาระบบทำความเย็น
เลเซอร์และหัวตัดจำเป็นต้องมีการระบายความร้อนที่สม่ำเสมอ
การระบายความร้อนที่ไม่เพียงพอจะทำให้เกิดความผันผวนของกระแสไฟฟ้า การเปลี่ยนแปลงอุณหภูมิของชิ้นส่วน การตัดที่ไม่เสถียร และในกรณีร้ายแรง อาจทำให้เกิดความเสียหายต่ออุปกรณ์ได้
5) แท่นตัดและระบบกำจัดฝุ่น
การสะสมของตะกรันอย่างรุนแรงในแท่นตัดจะส่งผลกระทบต่อการรองรับแผ่นโลหะและความสูงของพื้นผิวการตัด การกำจัดฝุ่นที่ไม่ดีจะเพิ่มมลพิษจากควันและฝุ่นละออง ส่งผลต่ออายุการใช้งานของเลนส์และสภาพแวดล้อมในการทำงาน
13. ประสบการณ์ของผู้ปฏิบัติงานมีความสำคัญอย่างยิ่ง
ประสบการณ์ของผู้ปฏิบัติงานมักมีความสำคัญมากกว่าปัจจัยเพียงอย่างเดียว เครื่องจักรเดียวกันและแผ่นโลหะเดียวกันอาจให้ผลลัพธ์ที่แตกต่างกันอย่างมาก ขึ้นอยู่กับผู้ปฏิบัติงาน เนื่องจากประสบการณ์สะท้อนให้เห็นในรายละเอียดหลายๆ ด้าน
ผู้ปฏิบัติงานที่ยอดเยี่ยมมักให้ความสำคัญกับสิ่งต่อไปนี้:
- พวกเขาสามารถประเมินสถานะการตัดได้จากรูปแบบประกายไฟ
- พวกเขาสามารถตรวจสอบได้ว่าเสียงตัดนั้นคงที่หรือไม่
- พวกเขาสามารถประเมินความเบี่ยงเบนของพารามิเตอร์ได้จากสีของชิ้นงานที่ตัดและตะกรัน
- พวกเขาสามารถปรับแต่งพารามิเตอร์ต่างๆ ได้อย่างละเอียดตามการเปลี่ยนแปลงของวัสดุในแต่ละล็อต
- พวกเขาสามารถคาดการณ์ความเสี่ยงของการเสียรูปและการสูญหายของชิ้นส่วนได้
- พวกเขาสามารถแก้ไขปัญหาได้ตั้งแต่ระยะเริ่มต้นของแนวโน้มที่ไม่พึงประสงค์ แทนที่จะรอจนกว่าจะทิ้งสินค้าทั้งล็อตไป
กล่าวโดยสรุป การตัดด้วยเลเซอร์ไฟเบอร์เหล็กไม่ใช่การ "กดปุ่ม" แต่เป็นกระบวนการต่อเนื่องของ "การสังเกต การตัดสินใจ และการแก้ไข"
14. เทคนิคเชิงปฏิบัติเพื่อเพิ่มประสิทธิภาพและคุณภาพในการตัด
1) จัดทำคลังกระบวนการมาตรฐาน
สร้างฐานข้อมูลพารามิเตอร์กระบวนการมาตรฐานสำหรับวัสดุ ความหนาของแผ่นโลหะ ก๊าซ และกำลังของอุปกรณ์ที่แตกต่างกัน ซึ่งจะช่วยลดเวลาในการทดลองตัดและเพิ่มความเสถียรของชิ้นงานในแต่ละล็อต
2) ตรวจสอบให้แน่ใจว่าได้ยืนยันชิ้นงานแรกเรียบร้อยแล้ว
ตรวจสอบชิ้นงานชิ้นแรกก่อนทำการเปลี่ยนแผ่นพิมพ์ ชุดการผลิต วัสดุ หัวฉีด หรือก๊าซทุกครั้ง
ควรเริ่มการผลิตจำนวนมากหลังจากชิ้นงานแรกผ่านการตรวจสอบแล้ว ซึ่งจะช่วยลดความเสี่ยงของของเสียได้อย่างมาก
3) การจัดการกระบวนการแบบแบ่งชั้น
ควรจัดการชิ้นงานที่มีความหนา วัสดุ และข้อกำหนดด้านรูปลักษณ์ที่แตกต่างกันแยกกัน อย่าใช้ชุดพารามิเตอร์ชุดเดียว
4) ปรับลำดับการตัดให้เหมาะสม
ไม่ว่าจะเริ่มตัดรูภายในหรือรูปทรงภายนอกก่อน หรือตัดชิ้นส่วนขนาดเล็กหรือขนาดใหญ่ก่อน ล้วนส่งผลต่อความเสถียรของแผ่นโลหะและคุณภาพขั้นสุดท้าย ลำดับการตัดที่เหมาะสมจะช่วยลดการเสียรูปจากความร้อนและการสูญเสียชิ้นส่วน
5) รักษาเสถียรภาพของอุปกรณ์ในระยะยาว
อย่าเพียงแค่ซ่อมแซมอุปกรณ์เมื่อเกิดปัญหาเท่านั้น ควรทำการตรวจสอบ ทำความสะอาด ปรับเทียบ และบันทึกข้อมูลอย่างสม่ำเสมอ
ยิ่งอุปกรณ์มีความเสถียรมากเท่าไร การกำหนดมาตรฐานกระบวนการก็จะยิ่งง่ายขึ้นเท่านั้น
15. ข้อควรระวังด้านความปลอดภัยเป็นสิ่งที่ไม่ควรละเลยเด็ดขาด
แม้ว่าการตัดด้วยเลเซอร์จะมีประสิทธิภาพสูง แต่ก็เป็นอุปกรณ์ที่ใช้พลังงานสูงเช่นกัน และความปลอดภัยเป็นสิ่งสำคัญที่สุดเสมอ
1) ความปลอดภัยในการใช้เลเซอร์
เลเซอร์เป็นอันตรายต่อดวงตาและผิวหนัง ห้ามมองลำแสงเลเซอร์หรือแสงสะท้อนโดยตรงโดยเด็ดขาด ต้องใช้อุปกรณ์ป้องกันที่เหมาะสมระหว่างการใช้งาน
2) ควันและประกายไฟ
การตัดแผ่นเหล็กก่อให้เกิดควันและประกายไฟจำนวนมาก ตรวจสอบให้แน่ใจว่าระบบดูดฝุ่นทำงานตามปกติ และรักษาพื้นที่ทำงานให้ห่างจากวัสดุไวไฟ
3) ความปลอดภัยเกี่ยวกับแก๊ส
ถังหรือท่อส่งก๊าซออกซิเจน ไนโตรเจน และก๊าซอื่นๆ ต้องได้รับการจัดการอย่างเหมาะสมเพื่อป้องกันการรั่วไหล การระเบิด และการใช้งานผิดพลาด โดยเฉพาะอย่างยิ่ง ระบบก๊าซแรงดันสูงต้องได้รับการตรวจสอบการปิดผนึกและแรงดันอย่างสม่ำเสมอ
4) ความปลอดภัยในการเคลื่อนไหวเชิงกล
แท่นตัด โต๊ะเปลี่ยนชิ้นงาน และโครงสร้างโครงเหล็กเคลื่อนที่ด้วยความเร็วสูง ผู้ปฏิบัติงานต้องหลีกเลี่ยงการเข้าไปในพื้นที่อันตราย
ในระหว่างการบำรุงรักษา การเปลี่ยนแผ่น และการทำความสะอาด ต้องปฏิบัติตามขั้นตอนด้านความปลอดภัย เช่น การปิดไฟ การปิดแก๊ส และการล็อค
16. จาก "สามารถหั่นได้" สู่ "หั่นได้อย่างดีเยี่ยม"
ในช่วงเริ่มต้นของการนำเทคโนโลยีการตัดด้วยเลเซอร์มาใช้ บริษัทหลายแห่งมุ่งเน้นเพียงแค่ “ตัดแผ่นโลหะให้เปิดออก” เท่านั้น อย่างไรก็ตาม เมื่อกำลังการผลิตเพิ่มขึ้น ปัจจัยสำคัญที่ชี้วัดความสามารถในการแข่งขันไม่ได้อยู่ที่ความสามารถในการตัด แต่คือความสามารถในการผลิตชิ้นส่วนคุณภาพสูงได้อย่างสม่ำเสมอ พร้อมทั้งลดต้นทุนโดยรวมลงได้
การตัดแผ่นเหล็กด้วยเลเซอร์ไฟเบอร์ระดับสูงอย่างแท้จริงนั้นมีเป้าหมายดังนี้:
- มีเสี้ยนน้อยลง
- ลดการเกิดออกซิเดชัน
- ตั้งฉากได้ดีขึ้น
- การเสียรูปน้อยลง
- การใช้ประโยชน์จากวัสดุอย่างมีประสิทธิภาพมากขึ้น
- จัดส่งได้รวดเร็วยิ่งขึ้น
- ความสม่ำเสมอของล็อตการผลิตที่เสถียรยิ่งขึ้น
- ลดต้นทุนหลังการประมวลผล
กล่าวอีกนัยหนึ่ง กระบวนการตัดนั้นไม่ได้มุ่งเน้นไปที่ “พารามิเตอร์ของเครื่องจักร” ในท้ายที่สุด แต่ขึ้นอยู่กับ “ผลลัพธ์ของการผลิต”
17. สรุป
หัวใจสำคัญของการตัดแผ่นเหล็กด้วยเลเซอร์ไฟเบอร์คือความสามารถของระบบ แม้ว่าการตัดแผ่นเหล็กด้วยเลเซอร์ไฟเบอร์อาจดูเหมือนเป็นกระบวนการเดียว แต่แท้จริงแล้วเป็นโครงการวิศวกรรมระบบที่ซับซ้อนซึ่งเกี่ยวข้องกับปัจจัยหลายอย่างที่เชื่อมโยงกัน
กำลังของอุปกรณ์เป็นเพียงพื้นฐานเท่านั้น สิ่งที่กำหนดผลลัพธ์ที่แท้จริงคือผลรวมของสภาพวัสดุ การเลือกใช้ก๊าซ ตำแหน่งจุดโฟกัส การจับคู่หัวฉีด การควบคุมความเร็ว กลยุทธ์การเจาะ การเพิ่มประสิทธิภาพการจัดวาง การบำรุงรักษาอุปกรณ์ และประสบการณ์ของบุคลากร
ในการตัดแผ่นเหล็กให้ได้คุณภาพดี ต้องจำหลักการสำคัญต่อไปนี้:
- ขั้นแรก ตรวจสอบให้แน่ใจว่าวัสดุและอุปกรณ์มีความเสถียร จากนั้นจึงพิจารณาการปรับพารามิเตอร์ให้เหมาะสม
- ต้องปรับปริมาณน้ำมัน โฟกัส และความเร็วไปพร้อมกัน ไม่ใช่ปรับทีละอย่าง
- คุณภาพของการเจาะรูเป็นตัวกำหนดขีดจำกัดสูงสุดของการตัดแผ่นเหล็กหนา
- คุณภาพการตัดไม่ได้ขึ้นอยู่กับความสามารถในการเจาะทะลุเพียงอย่างเดียว แต่ยังขึ้นอยู่กับคมตัด ความเรียว การยึดเกาะของเศษโลหะ และกระบวนการหลังการตัดด้วย
- การเพิ่มประสิทธิภาพกระบวนการไม่ใช่เหตุการณ์ที่เกิดขึ้นเพียงครั้งเดียว แต่เป็นกระบวนการต่อเนื่องที่ต้องทำซ้ำหลายครั้ง
- การบำรุงรักษาอุปกรณ์และประสบการณ์ของบุคลากรเป็นปัจจัยสำคัญที่กำหนดความมั่นคงในระยะยาว
เมื่อบริษัทต่างๆ สามารถเชี่ยวชาญในรายละเอียดเหล่านี้ได้อย่างแท้จริง การตัดแผ่นเหล็กด้วยเลเซอร์ไฟเบอร์จะไม่ใช่แค่เพียงวิธีการแปรรูปอีกต่อไป แต่จะกลายเป็นข้อได้เปรียบในการแข่งขันที่สำคัญสำหรับการเพิ่มประสิทธิภาพ ควบคุมต้นทุน ยกระดับคุณภาพ และเสริมสร้างศักยภาพในการส่งมอบสินค้า




