
Mục lục
Việc nâng cao độ chính xác khi cắt kim loại về cơ bản là quá trình tối ưu hóa có hệ thống các yếu tố “độ chính xác của thiết bị + thông số quy trình + điều kiện vật liệu + kiểm soát vận hành + các yếu tố môi trường”.
1. Cải thiện độ chính xác của thiết bị cắt kim loại (Nền tảng cốt lõi)
1) Chất lượng và tình trạng của lưỡi dao
Các yếu tố ảnh hưởng chính: Chất lượng bề mặt cắt, chiều cao gờ, độ chính xác kích thước
- Chọn vật liệu lưỡi dao chất lượng cao (ví dụ: Cr12MoV, SKD11)
- Kiểm soát độ cứng: HRC 58–62 (quá thấp dẫn đến mài mòn, quá cao dẫn đến sứt mẻ)
- Độ thẳng cạnh ≤ 0,01 mm/m
- Mài định kỳ (Khuyến nghị số lần cắt 100.000 chu kỳ hoặc điều chỉnh tùy theo vật liệu)
Tập trung vào tối ưu hóa độ chính xác khi cắt kim loại:
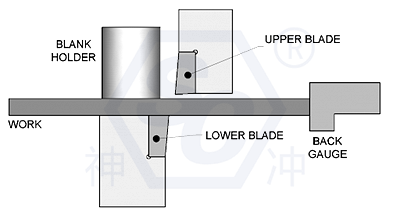
- Sự song song của lưỡi trên và lưỡi dưới
- Độ sắc bén của lưỡi dao (Lưỡi dao cùn sẽ làm giảm độ chính xác)
2) Khe hở giữa lưỡi dao và thân máy (Một trong những thông số quan trọng nhất)
Khe hở trực tiếp quyết định: Chất lượng bề mặt + Độ chính xác kích thước + Bavia
Các giá trị thực nghiệm được khuyến nghị (dựa trên tỷ lệ độ dày tấm):
- Thép cacbon thấp: 5%–8% t
- Thép không gỉ: 6%–10% t
- Tấm nhôm: 3%–6% t
Ví dụ:
- Thép cacbon 2mm → Khe hở khoảng 0,1–0,16 mm
- Hậu quả của việc cấp phép không phù hợp:
- Quá lớn → Có gờ lớn, sai lệch kích thước
- Kích thước không đủ → Lưỡi dao nhanh mòn, góc bị sụp, biến dạng
Khuyến nghị:
- Sử dụng kết cấu điều chỉnh khe hở (điện hoặc CNC)
- Thiết lập các tham số cơ sở dữ liệu cho các loại vật liệu khác nhau.
3) Độ cứng khung và độ chính xác của ray dẫn hướng
Tác động: Liệu hiện tượng “biến dạng cắt” có xảy ra trong quá trình cắt hay không.
- Hàn khung đòi hỏi quá trình ủ nhiệt toàn bộ.
- Điều chỉnh khe hở ray dẫn hướng cho đúng cách (tránh rung lắc).
- Độ thẳng của thanh trượt ≤ 0,02 mm
Giải pháp cao cấp:
- Cấu trúc khung kín (khả năng chống biến dạng tốt hơn)
- Ray dẫn hướng dạng lăn hoặc ray dẫn hướng dạng trượt độ chính xác cao
4) Tính ổn định của hệ thống áp suất
Chức năng: Ngăn tấm kim loại di chuyển trong quá trình cắt.
- Lực ép cần được phân bố đều.
- Khoảng cách thích hợp giữa các chân vịt (tránh biến dạng cục bộ)
- Được trang bị miếng đệm chống lún (nhôm/thép không gỉ)
Gợi ý nâng cấp:
- Hệ thống áp suất đồng bộ khí nén-thủy lực
- Lực áp suất có thể điều chỉnh
5) Độ chính xác của hệ thống thước đo phía sau
Hệ thống cốt lõi xác định độ chính xác kích thước khi cắt.
Độ chính xác định vị: ±0,05 mm (loại cao cấp có thể đạt ±0,02 mm) (mm) Độ lặp lại quan trọng hơn
Những điểm chính:
- Trục vít dẫn hướng (ưu tiên trục vít bi)
- Độ chính xác của thanh dẫn hướng tuyến tính
- Phản hồi của hệ thống servo
Khuyến nghị:
- Sử dụng động cơ servo (thay vì động cơ bước)
- Thêm phản hồi thước kẻ lưới (điều khiển vòng kín)
2. Tối ưu hóa thông số quy trình (Xác định kết quả cuối cùng)
1) Góc cắt
Tác động: Lực cắt và biến dạng tấm
- Góc nhỏ → Độ chính xác cao, nhưng tải trọng cao
- Góc lớn → Tải trọng thấp, nhưng dễ bị biến dạng
Sự giới thiệu:
- Cắt chính xác → Góc nhỏ (0,5°–1°)
- Tấm dày → Góc lớn hơn một chút (1°–3°)
2) Tốc độ cắt
- Tốc độ quá nhanh → Tăng độ rung → Giảm độ chính xác
- Tốc độ quá chậm → Hiệu suất thấp
Tối ưu hóa:
- Tốc độ cao cho tấm mỏng
- Tốc độ thấp để cắt ổn định các tấm dày.
3) Điều khiển vị trí cắt
- Điểm tiếp xúc ban đầu của lưỡi dao ổn định
- Tránh va đập cắt
Các mẫu cao cấp:
Sử dụng van tỷ lệ để điều khiển tốc độ cắt.
3. Kiểm soát yếu tố vật chất (Thường bị bỏ qua)
1) Ứng suất bên trong vật liệu
Vấn đề:
Biến dạng sau khi cắt, mất ổn định kích thước
Các giải pháp:
Chọn vật liệu dạng tấm giảm ứng suất
Hoặc thực hiện xử lý sơ bộ (san phẳng)
2) Độ phẳng của tấm
Sự không đồng đều → Lỗi định vị
Các cạnh lượn sóng → Kích thước không chính xác
Ủng hộ:
Máy cân bằng chính xác (Rất được khuyến nghị)
3) Sự khác biệt về độ cứng của vật liệu
Các vật liệu khác nhau với cùng thông số lại cho ra kết quả khác biệt đáng kể.
Sự giới thiệu:
Thiết lập cơ sở dữ liệu vật liệu (vật liệu-độ dày-khoảng cách-góc)
4. Quản lý vận hành và quy trình
1) Tối ưu hóa phương pháp định vị
Thước đo phía trước so với thước đo phía sau
Các vật liệu dạng tấm lớn cần có giá đỡ bổ trợ.
Sự giới thiệu:
Sử dụng hệ thống hỗ trợ nạp giấy phía trước
Ngăn ngừa hiện tượng võng của tấm vật liệu
2) Tính nhất quán trong hoạt động
Sai sót của con người là nguyên nhân chính gây ra sự biến động về độ chính xác.
Giải pháp:
Quy trình vận hành tiêu chuẩn (SOP)
Hệ thống định vị tự động
3) Chiến lược cắt nhiều lưỡi
Dành cho các yêu cầu độ chính xác cao:
Cắt thô + cắt tinh
5. Tự động hóa và nâng cấp thông minh (Giải pháp cao cấp)
- Tối ưu hóa hệ thống CNC: Tự động truy xuất cơ sở dữ liệu thông số; Hệ thống nhận dạng vật liệu (cao cấp)
- Hệ thống điều chỉnh khe hở tự động: Điều chỉnh tự động dựa trên độ dày của tấm.
- Kiểm tra bằng thị giác/cảm biến: Giám sát kích thước cắt theo thời gian thực
- Quy trình sản xuất liên tục (khuyến nghị): Cắt laser → San phẳng → Cắt xén → Uốn
6. Các yếu tố môi trường và bên ngoài
– Ảnh hưởng của nhiệt độ: Sự giãn nở và co lại do nhiệt độ gây ra cắt kim loại độ chính xác (đặc biệt đối với các tấm dài)
Sự giới thiệu:
Hội thảo về Nhiệt độ ổn định (Các kịch bản độ chính xác cao)
– Rung động: Nền móng không ổn định → Độ chính xác giảm
Khuyến nghị: Móng nhà độc lập; Tấm giảm chấn rung động
7. Ưu tiên cải thiện độ chính xác khi cắt kim loại (Các khuyến nghị thực tiễn)
Nếu bạn muốn nhanh chóng cải thiện độ chính xác (đầu tư tối thiểu → hiệu quả tối đa):
Ưu tiên hàng đầu (Kết quả tức thì):
- Điều chỉnh khe hở lưỡi dao
- Thay thế/mài lại lưỡi dao
- Hiệu chỉnh thước đo phía sau
Ưu tiên thứ hai (Cải tiến ổn định):
- Tối ưu hóa hệ thống kẹp
- Điều chỉnh góc cắt
- San bằng vật liệu
Ưu tiên thứ ba (Nâng cấp cao cấp):
- Hệ thống thước đo lùi servo
- Điều khiển khe hở tự động
- Cơ sở dữ liệu thông minh
Trong sản xuất cao cấp, việc cắt xén không còn chỉ là một quy trình cơ bản "cắt vật liệu", mà là bước kiểm tra quan trọng đầu tiên quyết định độ chính xác của quá trình uốn, chất lượng hàn và tính nhất quán của việc lắp ráp sau đó.
8. Tóm tắt
Để cải thiện kim loại Để đạt độ chính xác cao khi cắt, hãy tập trung vào 5 điểm chính sau:
- Khoảng hở giữa lưỡi dao và mặt bích (quan trọng nhất)
- Độ chính xác của thước đo phía sau (đảm bảo kích thước)
- Độ cứng vững của thiết bị (nền móng ổn định)
- Các thông số ép và cắt (kiểm soát quy trình)
- Tình trạng vật liệu tấm (kiểm soát nguồn)
Phương pháp cắt lông cừu truyền thống gặp phải những vấn đề sau:
- Sai số kích thước không nhất quán
- Có nhiều gờ lớn và chất lượng mặt cắt ngang kém.
- Biến dạng tấm, ảnh hưởng đến các quy trình tiếp theo
- Phụ thuộc nhiều vào lao động thủ công, dẫn đến chất lượng sản phẩm không đồng đều theo từng lô.
SHENCHONG định nghĩa lại các tiêu chuẩn cắt: Không chỉ đơn thuần là "cắt", mà là cắt chính xác, đều đặn và có kiểm soát.
Từ loại "đạt tiêu chuẩn" đến loại "cao cấp", sự khác biệt nằm ở máy cắt có độ chính xác cao.
✔ Độ chính xác kích thước ổn định và có thể kiểm soát được
✔ Mặt cắt ngang được gia công mịn với ít gờ hơn
✔ Độ chính xác uốn cong sau đó được cải thiện đáng kể
✔ Cải thiện đáng kể tính nhất quán trong sản xuất theo lô
✔ Giảm sự phụ thuộc vào lao động chân tay, tăng hiệu quả
Máy cắt tấm CNC độ chính xác cao SC wĐược sử dụng rộng rãi trong:
- Gia công kim loại tấm chính xác
- Sản xuất tủ điện
- Sản phẩm thép không gỉ
- Phụ tùng ô tô
- Sản xuất thiết bị cao cấp



