
Mục lục
Máy cắt ống bằng laser, thông qua tự động hóa và công nghệ laser, cho phép một máy duy nhất hoàn thành tất cả các quy trình như cắt, khoan và tạo rãnh, nâng cao hiệu quả và độ chính xác gia công. Điều này giúp tăng đáng kể hiệu quả sản xuất, giảm chi phí, cải thiện việc sử dụng vật liệu, hỗ trợ sản xuất linh hoạt và nâng cao toàn diện khả năng cạnh tranh của doanh nghiệp.
Dưới đây là hướng dẫn vận hành cho máy cắt ống bằng laserTài liệu này bao gồm quy trình vận hành, các thông số chính, bảo trì, các sự cố thường gặp và các biện pháp phòng ngừa an toàn. Nó phù hợp cho việc đào tạo, vận hành tại chỗ và sử dụng của khách hàng.
1. Cấu tạo và những hiểu biết cơ bản về thiết bị cắt laser ống.
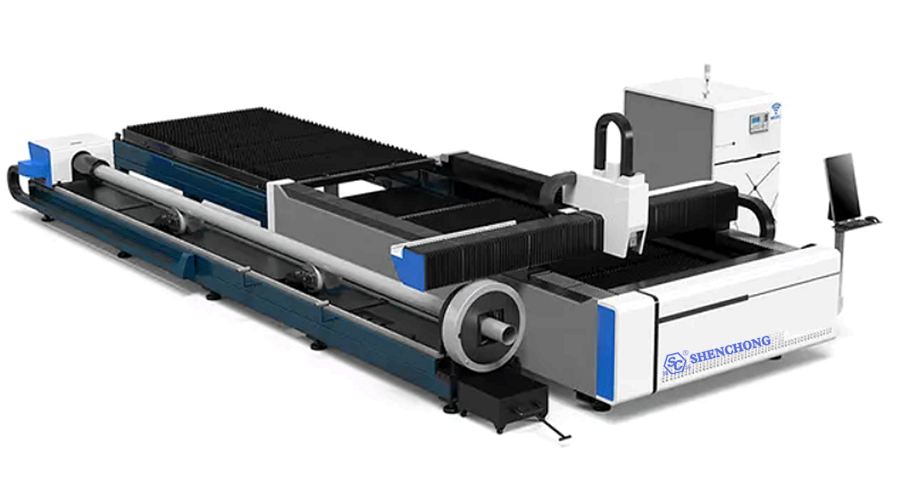
Một máy cắt ống bằng laser điển hình bao gồm các hệ thống sau:
1) Hệ thống cốt lõi
- Laser (chủ yếu là laser sợi quang)
- Đầu cắt (tự động lấy nét)
- Hệ thống CNC (ví dụ: TubePro/FSCUT)
- Khung máy
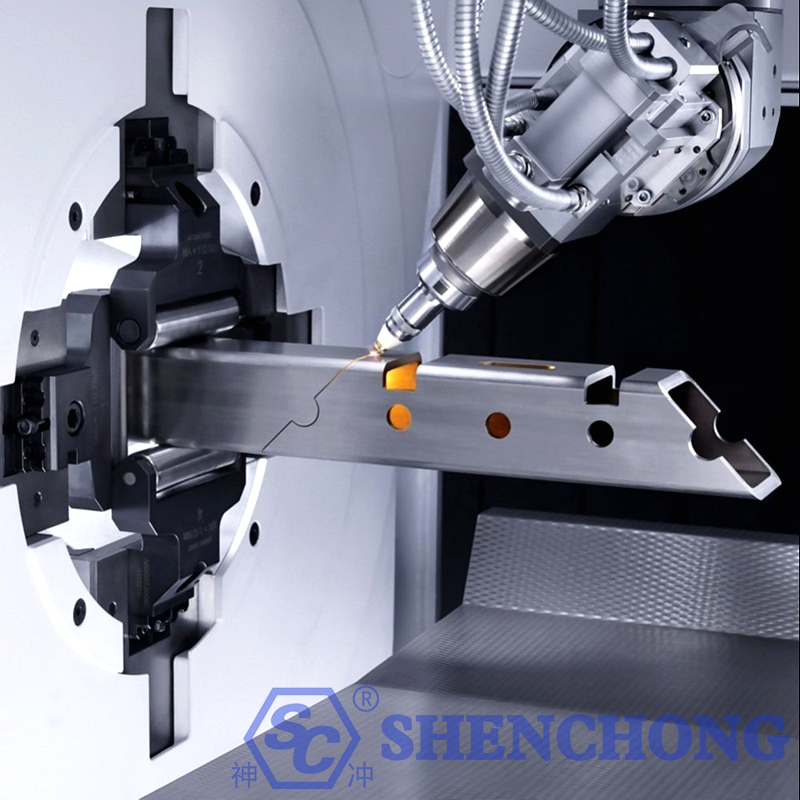
2) Hệ thống chuyển động và kẹp
- Mâm cặp trước và sau (tự động kẹp)
- Hỗ trợ theo dõi (ngăn ngừa ống bị chùng)
- Trục X/Y/Z + trục quay (cho phép cắt ống bằng phương pháp quay)
3) Hệ thống phụ trợ
- Hệ thống nước làm mát
- Hệ thống loại bỏ bụi
- Máy nén khí / Hệ thống khí (oxy / nitơ / không khí)
- Hệ thống cấp liệu tự động (tùy chọn)
2. Những bước chuẩn bị quan trọng nhất trước khi cắt ống
1) Xác nhận vật liệu chính xác
Trước khi cắt ống, cần phải xác nhận những điều sau:
- Vật liệu: Thép carbon, thép không gỉ, hợp kim nhôm, đồng, ống mạ kẽm, v.v.
- Độ dày thành ống: Ống thành mỏng, độ dày thành tiêu chuẩn, ống thành dày
- Thông số kỹ thuật: Đường kính ngoài, đường kính trong, chiều dài, độ méo hình bầu dục
- Loại ống: Ống tròn, ống vuông, ống chữ nhật, ống elip, thép hình chữ U, ống hình dạng đặc biệt
- Tình trạng bề mặt: Có dầu, rỉ sét, lớp phủ hoặc màng oxit hay không.
Các vật liệu khác nhau có yêu cầu khác nhau về tỷ lệ hấp thụ laser, trạng thái nóng chảy và bắn tóe. Ví dụ, thép không gỉ thường ưu tiên độ mịn của vết cắt, thép carbon tập trung hơn vào hiệu quả và kiểm soát xỉ, trong khi nhôm và đồng phụ thuộc nhiều hơn vào công suất, khí phụ trợ và độ an toàn phản xạ.
2) Bản thân đường ống phải đủ "đều đặn".
Nhiều vấn đề khi cắt không phải do thiết bị mà là do chính đường ống gặp sự cố:
- Độ méo quá mức ở các ống tròn
- Sai số lớn về chiều dài cạnh trong ống vuông
- Uốn cong ống
- Đầu ống không đều
- Các mối hàn nhô ra rõ rệt
- Lớp cặn oxit dày hoặc vết dầu loang trên bề mặt
Những điều này có thể dẫn đến:
- Kẹp không ổn định
- Lỗi tìm cạnh tự động
- Cắt bù
- Thủng bất thường
- Khả năng cân bằng động kém trong quá trình quay
3) Việc kẹp và hỗ trợ phải đáng tin cậy
Trong quá trình cắt ống, ống thường cần được cố định bằng mâm cặp, giá đỡ vật liệu và các thiết bị hỗ trợ tiếp theo.
Ghi chú:
- Việc kẹp phôi không được quá lỏng, nếu không sẽ gây ra rung động, lệch tâm và quay không đồng bộ trong quá trình cắt.
- Không nên siết quá chặt, nếu không sẽ làm hỏng các ống thành mỏng hoặc làm biến dạng ống. Các ống dài phải có đủ giá đỡ để tránh bị võng ở đoạn giữa.
- Khi cắt đến mép, nếu phần vật liệu còn lại quá ngắn, nó dễ bị rung lắc và cần được chú ý đặc biệt.
4) Bản vẽ và sơ đồ bố trí phải được kiểm tra trước.
Nhiều lần chỉnh sửa lại hàng loạt bắt nguồn từ các vấn đề trong khâu lập trình ban đầu.
Trước khi cắt ống, hãy xác nhận những điều sau:
- Kích thước trên bản vẽ đã đầy đủ chưa?
- Các thế khai cuộc có chính xác không?
- Góc vát mép đã đúng chưa?
- Liệu có chừa khoảng trống hợp lý tại các mối nối ghép không?
- Các lỗ nối, lỗ hàn và lỗ định vị có phù hợp cho việc lắp ráp tiếp theo không?
Đối với ống cắt bằng laser, "có khả năng cắt" không có nghĩa là "có khả năng lắp ráp". Dung sai lắp ráp sau đó phải được xem xét trước.
3. Quy trình vận hành máy cắt ống bằng laser (Các bước tiêu chuẩn)
1) Kiểm tra trước khi khởi động
- Kiểm tra áp suất khí (oxy/nitơ/không khí)
- Kiểm tra nhiệt độ nước làm mát (thường là 20–25℃)
- Kiểm tra tình trạng bôi trơn
- Kiểm tra chức năng của mâm cặp
Quan trọng:
Trước khi khởi động, cần phải cấp nước cho laser.
Kiểm tra xem có rò rỉ khí và không có tín hiệu báo động nào không.
2) Trình tự khởi động
- Bật nguồn điện chính
- Khởi động máy làm lạnh
- Khởi động máy nén khí/hệ thống khí
- Khởi động hệ thống điều khiển (CNC)
- Bật tia laser
Nghiêm cấm thực hiện sai trình tự, nếu không sẽ làm hỏng laser.
3) Xếp dỡ và định vị
- Đặt ống vào mâm cặp.
- Kẹp tự động/thủ công
- Chọn loại ống (tròn/vuông/hình dạng không đều)
- Thực hiện căn chỉnh (đoán tâm)
Những điểm chính:
Ống không được uốn cong quá mức. Ống dài phải được kích hoạt hệ thống hỗ trợ tiếp theo.
4) Nhập và bố cục chương trình
- Nhập bản vẽ (thường là CAD/Tekla/SolidWorks)
- Tự động tạo đường cắt
- Thiết lập trình tự cắt (giảm biến dạng)
Sự giới thiệu:
- Ưu tiên cắt các lỗ nhỏ. → Cắt lại theo đường viền
- Tránh tập trung nhiệt liên tục
5) Cài đặt thông số (Cơ bản)
Các thông số chung:
- Công suất laze
- Tốc độ cắt
- Loại khí và áp suất
- Vị trí lấy nét
Ví dụ về tham số (Tham khảo):
Vật liệu | độ dày | Khí ga | Quyền lực | Đặc trưng |
Thép cacbon | 3 mm | Ôxy | Trung bình | Cắt nhanh |
Thép không gỉ | 3 mm | Nitơ | Cao | Không bị oxy hóa |
Nhôm | 2mm | Nitơ | Cao | Chống phản chiếu |
6) Bắt đầu cắt
- Chạy thử để kiểm tra quỹ đạo
- Thử nghiệm cắt công suất thấp
- Cắt may trang trọng
Các điểm vận hành chính của máy cắt ống bằng laser:
- Theo dõi trạng thái Spark trong thời gian thực
- Kiểm tra độ lỏng của mâm cặp
- Lắng nghe những âm thanh bất thường
7) Dỡ hàng
- Thả Chuck ra sau khi cắt
- Làm sạch vật liệu còn sót lại
- Sắp xếp và xếp chồng vật liệu
4. Các kỹ thuật chính trong cắt ống bằng laser
1) Lựa chọn tiêu điểm phù hợp
Điểm hội tụ ảnh hưởng trực tiếp đến chiều rộng rãnh cắt, sự tích tụ xỉ, vùng ảnh hưởng nhiệt và độ vuông góc của vết cắt.
Nói chung là:
Ống có thành mỏng: Nên ưu tiên tiêu điểm nhỏ hơn và tốc độ cao hơn để giảm lượng nhiệt tỏa ra.
- Ống thành dày: Cần tập trung năng lượng ổn định hơn để đảm bảo sự xuyên thấu và loại bỏ xỉ.
- Thép không gỉ: Thường hướng đến bề mặt có độ nhẵn cao hơn và ít bị oxy hóa hơn.
- Thép cacbon: Thường sử dụng phương pháp cắt có hỗ trợ oxy để tăng tốc độ, nhưng cần kiểm soát quá trình oxy hóa cạnh lưỡi cắt.
Việc điều chỉnh tiêu điểm không chính xác thường biểu hiện như sau:
- Lỗ mở phía trên lớn, lỗ mở phía dưới nhỏ.
- Hiện tượng đóng cặn nghiêm trọng ở miệng ống phía dưới.
- Bề mặt cắt bị đen hoặc ngả vàng
- Thời gian xỏ khuyên quá lâu
- Mặt cắt ngang có độ thuôn rõ rệt.
Trên thực tế, điểm hội tụ không phải là một giá trị cố định mà cần được điều chỉnh linh hoạt dựa trên đường kính ống, độ dày thành ống, vật liệu và điều kiện khí.

2) Tốc độ cắt phải phù hợp với công suất
Quá chậm:
Nhiệt lượng đầu vào quá mức, vết cắt rộng hơn, biến dạng ống, mài mòn bề mặt nghiêm trọng, tích tụ xỉ nhiều hơn ở mép dưới.
Quá nhanh:
Cắt không hoàn chỉnh, cắt gián đoạn, kéo sợi cạnh, cặn thừa, độ lệch vị trí lỗ phóng đại. Cách tiếp cận đúng đắn không phải là mù quáng theo đuổi “tốc độ nhanh hơn”, mà là tìm ra một khoảng thời gian ổn định.
Đặc biệt là trong:
Các ống tròn nhỏ, ống thép không gỉ thành mỏng, các góc của ống có hình dạng bất thường, các hình dạng phức tạp có lỗ hoặc rãnh. Những vị trí này dễ bị suy giảm chất lượng cục bộ do tốc độ không phù hợp.
3) Việc lựa chọn khí hỗ trợ là rất quan trọng.
Khí hỗ trợ không chỉ ảnh hưởng đến việc loại bỏ xỉ mà còn ảnh hưởng đến quá trình oxy hóa, màu sắc vết cắt và tốc độ cắt.
- Oxy
Thích hợp cho các tấm/ống thép cacbon dày; phản ứng tỏa nhiệt, hiệu suất cắt cao, nhưng vết cắt sẽ bị oxy hóa, dẫn đến màu cạnh sẫm hơn.
Thuận lợi:
- Tốc độ cao
- Thích hợp cho thép carbon dày hơn
- Khả năng thâm nhập tốt
Nhược điểm:
- Quá trình oxy hóa đáng kể tại vị trí cắt
- Vùng ảnh hưởng nhiệt lớn
- Các công đoạn hàn và sơn tiếp theo có thể cần xử lý lớp oxit.
- Nitơ
Thường được sử dụng cho thép không gỉ, hợp kim nhôm và các ứng dụng khác đòi hỏi chất lượng cắt cao.
Thuận lợi:
- Cắt mịn
- Ít oxy hóa hơn
- Chất lượng bề mặt tốt
- Quá trình xử lý tiếp theo dễ dàng hơn
Nhược điểm:
- Yêu cầu cao về áp suất và độ tinh khiết của khí.
- Chi phí tương đối cao hơn
- Tốc độ cắt có thể giảm đối với vật liệu có thành dày.
- Không khí
Thích hợp cho một số ứng dụng chi phí thấp, yêu cầu thấp, hoặc xử lý tiết kiệm các vật liệu mỏng.
Thuận lợi:
- Chi phí thấp
- Rất tiện lợi
Nhược điểm:
- Nhìn chung chất lượng cắt thấp hơn
- Quá trình oxy hóa đáng kể
- Không lý tưởng cho các bộ phận có yêu cầu cao.
4) Phương pháp khoan cần được tối ưu hóa theo độ dày thành ống.
Trong quá trình cắt ống, khoan là một bước cực kỳ quan trọng. Khoan kém chất lượng sẽ ảnh hưởng trực tiếp đến chất lượng cắt ở các bước tiếp theo.
Các kỹ thuật phổ biến:
- Các ống có thành mỏng nên được đâm thủng nhanh chóng để giảm sự tích tụ nhiệt.
- Các ống có thành dày nên được đục lỗ theo từng giai đoạn để tránh bắn xỉ.
- Các hình dạng phức tạp cần tránh xuyên thủng dọc theo các cạnh cấu trúc quan trọng.
- Các vật liệu có độ phản chiếu cao cần được đặc biệt chú ý đến các nguy cơ phản xạ và lóa sáng.
Việc xỏ khuyên không ổn định có thể dễ dàng dẫn đến:
- Quá nhiệt tại điểm cắt ban đầu
- Sụp đổ ở mép lỗ
- Xỉ bắn tung tóe làm ô nhiễm thấu kính
- Khoảng trống ở điểm bắt đầu cắt
5) Lập kế hoạch đường cắt hợp lý
Lập kế hoạch đường đi là rất quan trọng, đặc biệt đối với các chi tiết phức tạp có lỗ, rãnh, khe hở, cạnh vát và các đầu nối.
Nguyên tắc lập kế hoạch lộ trình:
- Cắt các chi tiết bên trong trước, sau đó mới cắt đường viền bên ngoài.
- Trước tiên hãy khoét những lỗ nhỏ, sau đó khoét những lỗ lớn.
- Cắt các khu vực ổn định trước, sau đó cắt các khu vực dễ bị biến dạng.
- Vật liệu còn lại trở nên ngày càng không ổn định về cuối; cần xem xét đến việc hỗ trợ phần vật liệu còn lại.
- Tránh cắt các thanh đỡ tại những điểm yếu về cấu trúc trước khi tiến hành cắt.
Đối với các ống hình vuông, hình chữ nhật và hình dạng bất thường, cần đặc biệt chú ý đến sự tích tụ nhiệt ở các góc và sự giảm tốc ở các góc trong quá trình lập kế hoạch đường đi. Nếu không, có thể xảy ra hiện tượng cháy xuyên ở các góc hoặc các góc bị bo tròn quá mức.
6) Giảm tốc độ khi vào cua và tại các điểm uốn cong.
Các góc là một trong những khu vực khó khăn nhất khi cắt ống.
Điều này là do khi đầu laser quay:
- Thay đổi tốc độ
- Thay đổi phân bổ năng lượng
- Thay đổi trạng thái của bể nóng chảy
- Thay đổi gia tốc/giảm tốc của hệ thống cơ khí
Nếu thiếu khả năng kiểm soát khi vào cua, các vấn đề thường gặp bao gồm:
- Quá nóng ở các góc
- Bán kính bo tròn quá lớn
- Sai lệch về kích thước
- Cắt rung lắc
- Hiện tượng đóng cặn xỉ ở các góc
Do đó, cần thực hiện các thiết lập phù hợp dựa trên bản vẽ:
- giảm tốc khi vào cua
- Bù công suất điểm uốn
- Chuyển tiếp phi lê nhỏ
- Tối ưu hóa việc vào/ra công cụ
7) Xử lý đặc biệt cặn dư và vật liệu thải ở đầu ống
Nhiều tai nạn khi cắt ống xảy ra ở đoạn cuối cùng của phần vật liệu còn sót lại.
Lý do là:
- Ống ngắn hơn dẫn đến độ cứng giảm.
- Tâm kẹp thay đổi.
- Phần vật liệu còn lại nhẹ hơn, dẫn đến quán tính quay không ổn định.
- Nó dễ bị va chạm với mâm cặp, giá đỡ hoặc đầu cắt.
Do đó, cần phải lên kế hoạch trước cho:
Chiều dài của phần vật liệu còn lại; phương pháp thu hồi phần vật liệu còn lại; tốc độ và chiến lược kẹp cho một vài nhát cắt cuối cùng; và liệu có cần chương trình đặc biệt nào cho phần vật liệu còn lại hay không.
8) Chiều cao của giá đỡ theo dõi phải được điều chỉnh cho phù hợp.
Các đường ống dài, đường ống nặng và đường ống có đường kính lớn đặc biệt cần có hệ thống giá đỡ bổ sung. Chiều cao giá đỡ không chính xác sẽ gây ra:
- Ống bị võng
- Sai lệch cắt
- Độ lệch quay
- Sai số vị trí lỗ
- Vết xước trên bề mặt
Nếu giá đỡ quá cao, nó có thể không ổn định. Nếu quá thấp, nó có thể làm cong ống. Lý tưởng nhất là ống nên lăn hoặc xoay trơn tru trong quá trình cắt, không bị treo hoặc chịu áp lực đáng kể.
5. Những điểm cần lưu ý khi cắt các loại vật liệu ống khác nhau
1) Ống tròn
Ống tròn là loại phổ biến nhất.
Những điểm cần lưu ý chính:
- Đồng trục quay
- Căn chỉnh kẹp trung tâm
- Sai số làm tròn
- Độ chính xác định vị trong quá trình khoan lỗ
Các vấn đề thường gặp với ống tròn:
- Lỗ lệch tâm xung quanh chu vi
- Mặt cắt cuối không vuông góc
- Cắt không ổn định tại các đường hàn
- Biến dạng của ống có đường kính nhỏ
2) Ống vuông/hình chữ nhật
Những điểm cần lưu ý chính:
- Sự tích tụ nhiệt ở các góc
- Độ chính xác kích thước góc
- Độ phẳng của bề mặt kẹp
- Tính hợp lý của đường đi góc của đầu cắt
Các góc của ống vuông thường dễ bị quá nhiệt hoặc đóng xỉ hơn các cạnh vì nhiệt tập trung nhiều hơn ở các góc và đường cắt phức tạp hơn.
3) Ống thành mỏng
Mấu chốt của việc cắt các ống thành mỏng là "giảm lượng nhiệt đầu vào".
Ghi chú:
- Tốc độ cắt nhanh nhưng ổn định
- Nhạy cảm hơn với tiêu điểm và áp suất không khí.
- Lực kẹp không được quá lớn.
- Giá đỡ không được làm hư hại thành ống.
- Các lỗ nhỏ và rãnh hẹp dễ bị biến dạng.
4) Ống thành dày
Mấu chốt của việc cắt các ống có thành dày là "đảm bảo độ xuyên thấu và loại bỏ xỉ".
Ghi chú:
- Cần có đủ công suất và áp suất khí.
- Cần có đủ thời gian xỏ khuyên.
- Không nên tăng tốc quá mức một cách mù quáng.
- Việc bảo vệ ống kính là vô cùng quan trọng.
- Nguy cơ chảy ngược xỉ cao hơn.
5) Ống vật liệu có độ phản chiếu cao
Đối với các vật liệu như nhôm, đồng và nhiều vật liệu được phủ lớp, xin lưu ý:
- Rủi ro phản chiếu
- Cửa sổ quy trình hẹp
- Yêu cầu cao về bảo vệ thấu kính và đầu cắt.
- Cần phải xem xét các thông số cẩn thận hơn.
6. Bảo trì (Những điểm chính)
Bảo trì hàng ngày:
- Vệ sinh thấu kính đầu cắt
- Kiểm tra vòi phun xem có bị hư hỏng không.
- Dọn dẹp các mảnh vụn trên bàn làm việc
- Kiểm tra áp suất không khí và nhiệt độ nước.
Bảo trì hàng tuần:
- Kiểm tra độ bôi trơn của ray dẫn hướng
- Kiểm tra độ chính xác kẹp mâm cặp
- Vệ sinh bộ lọc bụi.
Bảo trì hàng tháng:
- Hiệu chỉnh đường dẫn quang học
- Kiểm tra trạng thái laser
- Thay thế bộ lọc (gas/nước)
Danh sách các phần dễ bị tổn thương:
- vòi phun
- Tròng kính bảo vệ
- Vòng đệm
- Phần tử bộ lọc
Nên duy trì kho dự trữ phụ tùng thay thế.
7. Các vấn đề thường gặp và giải pháp khi cắt ống bằng laser.
1) Vết cắt chưa hoàn chỉnh
Nguyên nhân:
- Nguồn điện không đủ
- Tiêu điểm không chính xác
- Áp suất không khí không đủ
Các giải pháp:
- Tăng công suất / Giảm tốc độ
- Tập trung lại
2) Gai nhọn nghiêm trọng
Nguyên nhân:
- Tốc độ quá cao
- Độ tinh khiết khí thấp
- Vòi phun bị hỏng
Các giải pháp:
- Điều chỉnh thông số
- Thay thế bình gas / vòi phun
3) Cắt mài đen (Thép không gỉ)
Nguyên nhân:
- Sử dụng oxy
- Áp suất nitơ không đủ
Các giải pháp:
- Sử dụng nitơ áp suất cao
4) Rung động ống dẫn
Nguyên nhân:
- Hỗ trợ không đủ
- Mâm cặp lỏng lẻo
Các giải pháp:
- Kích hoạt hỗ trợ tiếp theo
- Kiểm tra lực kẹp
8. Biện pháp phòng ngừa an toàn
Cắt ống bằng laser là một thiết bị công suất cao, tốc độ cao, ánh sáng cường độ cao và lưu lượng khí cao; an toàn là yếu tố tối quan trọng.
1) Phải có kính bảo hộ và cửa an toàn.
Không được nhìn trực tiếp vào tia laser; phải thực hiện các biện pháp bảo vệ theo yêu cầu của thiết bị.
2) Hãy lưu ý đến các rủi ro phản chiếu
Đặc biệt khi cắt các vật liệu có độ phản chiếu cao như nhôm, đồng và đồng thau, ánh sáng phản chiếu có thể làm hỏng thiết bị.
3) Phòng cháy chữa cháy nghiêm ngặt
Trong quá trình cắt ống, sẽ xuất hiện tia lửa, xỉ nóng chảy và các chất lỏng nóng bắn ra.
Những việc sau đây cần được thực hiện tại chỗ:
- Dọn dẹp các vật liệu dễ cháy
- Trang bị thiết bị chữa cháy
- Theo dõi sự tích tụ xỉ ở đầu cắt
- Ngăn ngừa sự tích tụ dầu
4) Nguy cơ kẹp cơ học
Mâm cặp, giá đỡ và cơ cấu cấp liệu đều tiềm ẩn nguy cơ kẹp. Phải ngắt nguồn điện hoàn toàn hoặc thực hiện các thao tác theo đúng quy định khi điều chỉnh máy và thay vật liệu.
5) An toàn khí áp suất cao
Các bình khí, đường ống dẫn khí và van giảm áp phải được kiểm tra thường xuyên để ngăn ngừa rò rỉ và hiện tượng tăng áp đột ngột.
9. Tóm tắt
Trong quy trình gia công ống truyền thống, nhiều công đoạn như cưa, đột dập và khoan được thực hiện riêng biệt, dẫn đến hiệu quả thấp, độ chính xác không nhất quán và phụ thuộc nhiều vào kinh nghiệm thủ công.
Trước nhu cầu sản xuất hiện nay về độ chính xác cao, giao hàng nhanh và sản xuất linh hoạt, thiết bị truyền thống không còn đáp ứng được sự phát triển quy mô lớn và tiêu chuẩn hóa của các doanh nghiệp.
Máy cắt laser ống tích hợp công nghệ laser sợi quang hiệu suất cao với hệ thống CNC thông minh, đạt được quy trình tự động hóa tích hợp từ khâu nạp liệu, định vị, cắt đến dỡ hàng.
Máy cắt ống bằng laser Quy trình vận hành:
Kiểm tra → Khởi động → Kẹp → Điều chỉnh thông số → Cắt thử → Cắt chính → Tắt máy
Cắt laser ống Các điểm sử dụng chính:
- Làm nguội trước khi chiếu laser (bảo vệ laser)
- Kẹp mâm cặp + căn chỉnh đồng tâm (đảm bảo độ chính xác)
- Phù hợp các thông số với vật liệu (công suất/tốc độ/khí)
- Việc cắt thử là bắt buộc (tránh phế phẩm hàng loạt).
- Không được rời khỏi người vận hành trong quá trình cắt (để phòng tránh tai nạn).
- Tuân thủ đúng trình tự tắt máy (kéo dài tuổi thọ máy)




