Mục lục
Cán hình nón kim loại tấm thường dùng để chỉ quá trình cán một tấm kim loại thành hình trụ thon (hình nón). Đây là một quy trình tạo hình phổ biến trong gia công kim loại tấm. Nó khác với cán thông thường (cán thành hình trụ) vì cán hình nón bao gồm các đường kính khác nhau ở cả hai đầu, tạo thành hình nón vát.
1. Cán hình nón tấm kim loại là gì?
Cán hình nón là quá trình tạo hình trong đó một tấm kim loại được gia công thành hình trụ hình nón (tức là hình nón) thông qua quá trình cán. Một tấm kim loại hình thang hoặc hình quạt được cán thành hình nón có hình dạng giống như kèn trumpet hoặc phễu bằng một máy cán tấm. Quá trình này được gọi là “lăn hình nón”.
Sự định nghĩa:
Cán hình nón tôn kim loại là quá trình tạo hình tôn sử dụng máy cán tấm để uốn tôn theo các bán kính không bằng nhau dựa trên việc điều chỉnh vị trí và áp suất của con lăn để tạo thành cấu trúc hình nón có đường kính khác nhau ở cả hai đầu.
Đặc điểm điển hình của cán hình nón tấm kim loại:
Đặc trưng | Sự miêu tả |
Vẻ bề ngoài | Một hình trụ thon có một đầu lớn hơn đầu kia |
Hình dạng tấm | Nói chung là một tấm hình quạt hoặc hình thang |
Thiết bị xử lý | Máy cán tấm ba con lăn hoặc bốn con lăn có thể điều chỉnh vị trí con lăn |
Các lĩnh vực ứng dụng | Ống thông gió, phễu, ống khói, thùng thuôn nhọn, bộ phận cơ khí, v.v. |
2. Các đặc điểm chính của quy trình cán hình nón tấm kim loại

Các đặc điểm chính của quy trình cán hình nón kim loại tấm chủ yếu được phản ánh ở các khía cạnh sau, quyết định chế độ vận hành và độ khó của quy trình:
1) Hình dạng tấm đặc biệt
Tấm hình thang hoặc tấm hình quạt thường được sử dụng thay cho tấm hình chữ nhật.
Khi mở ra, cần phải tính toán chính xác độ mở ra theo kích thước của hình nón. Sơ đồ mở ra là một mặt cắt của quạt hình khuyên.
2) Phương pháp cán khác với phương pháp cán thông thường
Cán thông thường là cán có bán kính bằng nhau (cùng đường kính ở cả hai mặt).
Cán hình nón đòi hỏi bán kính không bằng nhau ở cả hai mặt, một mặt chặt và mặt còn lại lỏng trong quá trình cán để tạo thành hình côn.
3) Con lăn cần được điều chỉnh lệch tâm
Khi cán hình nón, con lăn trên hoặc dưới cần được điều chỉnh theo trục (lệch tâm) để tạo ra lực uốn lớn hơn ở một bên của tấm để tạo thành hình nón.
Một số máy cán tấm đặc biệt được trang bị thiết bị cán côn hoặc chức năng điều chỉnh điện.
4) Độ chính xác của việc tạo hình phụ thuộc vào kinh nghiệm và sự điều chỉnh
Trong quá trình cán hình nón kim loại tấm, các vấn đề như lệch, trượt, tròn không đều và miệng lỏng rất dễ xảy ra.
Người vận hành cần có nhiều kinh nghiệm và kiểm soát được quỹ đạo và góc lăn thông qua quá trình tinh chỉnh dần dần.
5) Sản phẩm hoàn thiện cần được xử lý hậu kỳ
Sau khi cán, thường phải thực hiện các công đoạn như ghép, hàn và hiệu chỉnh.
Một số hình nón cần được cắt tỉa hoặc định hình để cải thiện độ chính xác và hình thức.
6) Phân bố ứng suất không đều
Trong quá trình cán hình nón tấm kim loại, hai mặt của tấm phải chịu các lực khác nhau, dễ xảy ra hiện tượng vật liệu nảy trở lại, biến dạng hoặc nứt, đặc biệt là ở các tấm dày hoặc kết cấu côn lớn.
7) Yêu cầu cao về thiết bị
Nên sử dụng máy cán tấm đối xứng ba trục hoặc máy cán tấm bốn trục có chức năng cán hình nón.
Đối với các hình nón tấm lớn hoặc dày, có thể cần đến thiết bị tùy chỉnh hoặc máy cán tấm CNC.
3. Mô tả tóm tắt các bước vận hành của máy cán hình nón kim loại
Các bước vận hành của quá trình cán hình nón có thể được chia thành các liên kết chính sau đây, phù hợp để gia công hình trụ nón bằng máy cán tấm ba trục hoặc bốn trục:
1) Vẽ sơ đồ phát triển
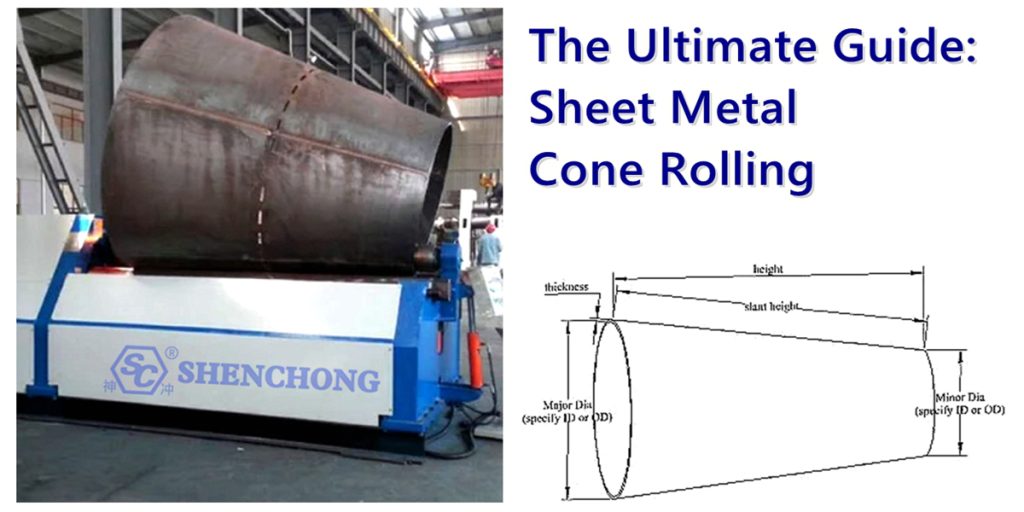
Theo các thông số như đường kính đầu lớn, đường kính đầu nhỏ, chiều cao, v.v. của hình nón thành phẩm.
Tính chiều dài đường sinh và góc phát triển.
Chuẩn bị một chiếc đĩa hình quạt hoặc hình thang khi chưa mở ra.
Có thể sử dụng bản vẽ CAD hoặc hình học thủ công để hỗ trợ thiết kế mở rộng.
2) Chuẩn bị vật liệu
Cắt tấm kim loại (thép cacbon, thép không gỉ, nhôm, v.v.) theo kích thước của sơ đồ phát triển.
Loại bỏ bavia trên bề mặt đĩa và giữ cho đĩa phẳng và sạch.
3) Xử lý trước khi uốn
Uốn cong trước cả hai đầu của tấm để giảm hiệu ứng cạnh thẳng của phần đầu tiên và phần cuối của quá trình cán.
Có thể hoàn thiện bằng máy cán tấm hoặc thiết bị uốn trước.
4) Điều chỉnh máy cán tấm
Điều chỉnh con lăn của máy cán tấm sao cho một bên lệch tâm để tạo thành hình côn.
Kiểm soát biên độ sai lệch theo kích thước của góc hình nón.
Chức năng cán côn có thể được kích hoạt cho các thiết bị có điều kiện.
5) Bắt đầu lăn
Đưa tờ giấy vào con lăn theo hướng đã định và khởi động máy từ từ.
Theo dõi quá trình cán theo thời gian thực để tránh tình trạng tờ giấy bị lệch hoặc trượt.
Điều chỉnh chính xác vị trí con lăn trên/dưới tùy theo tình huống lăn.
6) Mối nối
Sau khi cán xong, điều chỉnh cả hai đầu để khép kín đường may.
Kiểm tra độ tròn của hình nón và khoảng cách giữa các mối nối, sau đó tiến hành định hình cục bộ.
7) Hàn và hiệu chỉnh
Hàn điểm hoặc hàn toàn bộ đường nối.
Mài bề mặt bên trong và bên ngoài và hiệu chỉnh độ tròn nếu cần thiết.
Đối với các yêu cầu có độ chính xác cao, có thể thực hiện định hình cơ học.
8) Kiểm tra và xử lý tiếp theo
Kiểm tra kích thước, độ tròn, độ côn, chất lượng mối hàn, v.v.
Chống gỉ, phun hoặc lắp ráp thêm nếu cần.
4. Làm thế nào để lăn một hình nón?
1) Giai đoạn chuẩn bị
– Xóa các thông số kích thước
Đường kính đầu lớn (D₁)
Đường kính đầu nhỏ (D₂)
Chiều cao hình nón (H)
Độ dày tấm (t)
– Tính toán và vẽ sơ đồ mở rộng
Biểu đồ mở rộng thường là một hình quạt tròn. Bán kính cung trong, cung ngoài và góc mở rộng được tính toán thông qua mối quan hệ hình học của hình nón.
Có thể sử dụng CAD hoặc công thức để hỗ trợ tính toán.
2) Điều chỉnh thiết bị
– Chọn một phù hợp hình nón kim loại tấm máy cán
Nếu tấm lớn và dày, nên sử dụng máy cán tấm ba hoặc bốn trục, tốt nhất là có chức năng cán côn (chẳng hạn như con lăn phía trên có thể nghiêng và điều chỉnh được).
Nếu nó chỉ là một phôi hình nón nhỏ, bạn có thể mua một máy cán hình nón đặc biệt giá cả phải chăng.
– Điều chỉnh độ lệch của con lăn
Bù trừ một bên của con lăn trên hoặc dưới một cách thích hợp để tạo ra sự chênh lệch góc.
Siết chặt một bên và thả lỏng bên còn lại để tạo hiệu ứng lăn hình nón.
3) Các bước vận hành lăn
– Tải tấm
Đặt tấm cắt hình vuông hoặc hình thang vào máy cán tấm.
Đảm bảo đầu lớn ở phía chặt và đầu nhỏ ở phía lỏng.
– Bắt đầu lăn
Khởi động thiết bị từ từ và quan sát đường chạy của đĩa.
Điều chỉnh độ lệch tâm theo thời gian thực để đảm bảo độ côn đồng đều.
Tránh hiện tượng lệch, vật liệu nhảy, trượt và các vấn đề khác.
– Lăn theo từng mẻ (nếu cần)
Đối với các loại côn lớn hoặc tấm dày, có thể áp dụng phương pháp hai bước hoặc phương pháp tinh chỉnh cấp liệu nhiều lần để cán phân đoạn.
4) Hậu xử lý
– Căn chỉnh đường may
Sau khi cán, hãy kiểm tra độ thẳng hàng của cả hai mặt.
Nếu có sự sai lệch hoặc không tròn, hãy sử dụng kích, búa hoặc máy bo tròn chuyên dụng để điều chỉnh.
– Hàn và mài
Hàn điểm và hàn các đường nối.
Sau đó nghiền, loại bỏ xỉ và tạo hình để đảm bảo bề mặt sạch đẹp.
– Kiểm tra thành phẩm
Kiểm tra xem độ côn, độ tròn và kích thước có đạt tiêu chuẩn không.
Nếu có lỗi, hãy sửa chữa hoặc tua lại cho phù hợp.
5. Các biện pháp phòng ngừa khi lăn nón
Trong quá trình cán nón (tức là cán nón), có một số biện pháp phòng ngừa quan trọng để đảm bảo chất lượng tạo hình, an toàn và bảo vệ thiết bị:
1) Mở tờ giấy chính xác
Tính toán sơ đồ mở ra phải chính xác, đặc biệt là góc, bán kính và độ dài đường sinh không được sai.
Biểu đồ mở ra thường có hình quạt hoặc hình thang. Sai sót sẽ trực tiếp dẫn đến hỏng cán hoặc khó khâu.
2) Điều chỉnh con lăn hợp lý
Khi cán hình nón, con lăn phải lệch tâm, nếu không sẽ không thể cán được hình nón.
Góc lệch tâm phải được điều chỉnh theo kích thước côn. Độ lệch tâm quá lớn hoặc quá nhỏ đều dẫn đến độ lăn kém.
Máy cán tấm có chức năng cán côn thuận tiện hơn khi điều chỉnh.
3) Ngăn ngừa sự lệch hướng trong quá trình lăn
Do lực tác động không đều ở cả hai mặt nên tấm giấy dễ bị lệch khi cán hình nón.
Trong quá trình vận hành, cần phải tiến hành chậm rãi và điều chỉnh chính xác áp suất và vị trí bất cứ lúc nào để duy trì tính đối xứng.
4) Phù hợp độ dày của tấm với độ côn
Tấm càng dày và độ côn càng lớn thì việc cán càng khó khăn.
Đối với các tấm dày có độ côn lớn, cần phải điều chỉnh cán phân đoạn nhiều lần, thậm chí phải sử dụng uốn nóng và hàn phân đoạn.
5) Uốn cong trước là đủ
Cả hai đầu của tấm phải được uốn cong trước để giảm chiều dài của cạnh thẳng tại mối nối và tạo điều kiện cho việc ghép nối.
Nếu không, sẽ xảy ra các vấn đề như cổng bị cong vênh và khó kết nối.
6) Kiểm soát độ chính xác của khớp
Sau khi cán, có thể có các lỗ hở và các cạnh không thẳng hàng ở cả hai mặt, cần phải có sự hỗ trợ bằng tay hoặc bằng máy để bo tròn và ghép nối.
Giao diện lỏng lẻo sẽ ảnh hưởng đến quá trình hàn tiếp theo và độ bền của kết cấu.
7) Mối hàn phải đồng đều và định hình kịp thời
Trước khi hàn, phải định vị chính xác để tránh co ngót và biến dạng.
Nếu có biến dạng sau khi hàn, cần phải hiệu chỉnh và định hình côn.
8) Thông số kỹ thuật vận hành an toàn
Trong quá trình cán, tuyệt đối không được chạm tay vào khu vực cán.
Đeo găng tay bảo hộ, kính bảo hộ, v.v. để tránh đĩa bị nảy hoặc cắt.

9) Việc lựa chọn thiết bị phải phù hợp
Nên sử dụng máy có ba con lăn hoặc máy cán tấm bốn trục có chức năng cán thon.
Đối với các phôi cực dày và cực lớn, hãy cân nhắc sử dụng máy cán tấm thủy lực chịu lực nặng.
10) Không thể bỏ qua việc kiểm tra thành phẩm
Sau khi tạo hình, cần kiểm tra các chỉ số chính như độ côn, độ tròn, khe hở mối nối và chất lượng hàn.
Những sản phẩm có lỗi lớn phải được sửa chữa hoặc loại bỏ.
6. Tóm tắt và Mẹo
Quá trình cán tấm kim loại thành hình nón là sử dụng máy cán tấm để cán tấm kim loại hình quạt hoặc hình thang thành hình trụ nón có một đầu lớn hơn đầu kia. Thao tác này phức tạp hơn so với cán thông thường và đòi hỏi kỹ năng vận hành và điều chỉnh thiết bị hợp lý.
- Độ dày tấm: Tấm dày khó cán hơn và cần uốn cong trước hợp lý
- Kích thước côn: Côn càng lớn thì càng khó. Nên thử nghiệm trên một đoạn ngắn trước.
- Kinh nghiệm vận hành: Hoạt động cán hình nón đòi hỏi sự hợp tác của công nhân lành nghề và kinh nghiệm là rất quan trọng
- Biện pháp an toàn: Nghiêm cấm tiếp cận khu vực con lăn bằng tay và không được đeo thiết bị bảo hộ




