Obsah
Nástroj pro ohraňovací lis je forma používaná hydraulický ohraňovací lis stroj pro tvarování a zpracování deskových materiálů. Tento nástroj se skládá z různých částí a různé formy jsou vyrobeny z různých částí. Zpracování tvaru předmětu se dosahuje především změnou fyzikálního stavu tvarovaného materiálu. Nástroj používaný k přeměně polotovaru na obrobek specifického tvaru a velikosti pod tlakem ohýbačky.
Materiál, tloušťka, délka a šířka plechu, stejně jako různé tvary a úhly, vyžadují použití různých nástrojů ohraňovacích lisů pro ohýbání. Obecně řečeno, ohýbání vyžaduje použití horního razníku a spodních matric ohraňovacího lisu s různou výškou, tvarem a šířkou V, a ještě více jsou potřeba speciální formy se speciálními tvary. Tento článek představuje různé typy nástrojů ohraňovacího lisu a učí uživatele, jak vybrat, používat a udržovat horní razník a spodní matrice ohraňovacího lisu.
Obecný úvod k nástrojům pro ohraňovací lisy
Struktura forem pro ohraňovací lisy
Formy ohraňovacího lisu lze z hlediska konstrukce rozdělit do dvou kategorií: horní razník ohraňovacího lisu a spodní razníky ohraňovacího lisu. Při ohýbacích operacích je převážná většina horního razníku aktivní formou a spodní razník pasivní formou. Pokud je spodní razník pevný a nepohybuje se, horní razník se pohybuje silou. Obecně řečeno, s výjimkou speciálních sad nástrojů ohraňovacího lisu, může spodní razník ohraňovacího lisu odpovídat více horním razníkům a obsluha si může vybrat podle potřeb designu výrobku.
Typy nástrojů pro ohraňovací lisy
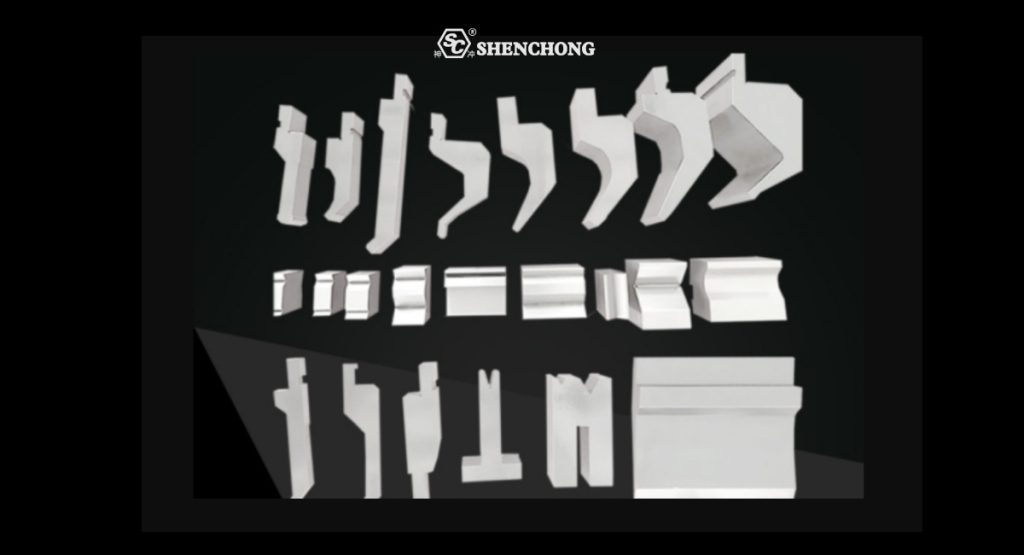
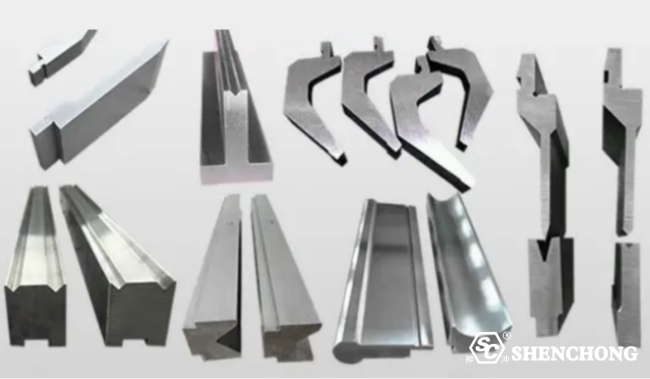
Existují různé typy forem pro ohraňovací lisy, včetně forem ve tvaru V, forem ve tvaru U, polygonálních forem, půlkruhových forem atd. Každý typ formy je vhodný pro specifické potřeby zpracování a typy materiálů. Například formy ve tvaru V a U se běžně používají pro ohýbání plechů, zatímco polygonální a půlkruhové formy jsou vhodné pro ohýbání specifických tvarů a úhlů. Konkrétní tvar a velikost těchto forem se volí na základě konstrukčních a zpracovatelských požadavků obrobku.
Existuje mnoho typů řezných nástrojů pro CNC ohýbačky, obecně zahrnující standardní horní formy pro pravoúhlé ohýbání, špičaté horní formy, formy s zplošťovacím nožem, formy s nožem ve tvaru R, ofsetové horní razníky, spodní matrice 1V, spodní matrice 2V, spodní matrice 3U, 4V, spodní matrice pro ohraňovací lis Yuli z pryže, spodní matrice z tvrdé pryže, vodicí lišty spodních forem, podpěry spodních forem, segmentové ohýbací formy s rozdílným tvarováním, tvářecí ohýbací formy, kombinované ohýbací formy, ohýbací formy bez poškrábání atd. Různé nestandardní formy lze navrhnout podle různých situací.
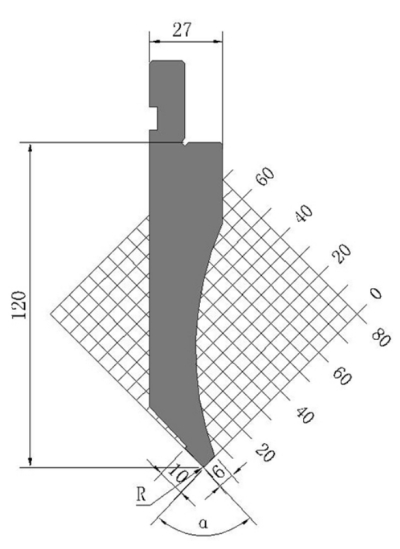
Z hlediska použití se formy pro ohýbací stroje obecně dělí na standardní formy a speciální formy. Obecně řečeno, úhel horního hrotu razníku ohraňovacího lisu je 30 stupňů (skutečný úhel je 26-28 stupňů), úhel spodního zářezu matrice je 30 stupňů, 45 stupňů, 60 stupňů, 80-90 stupňů atd. a 60 stupňů, 78-88 stupňů atd.
Z hlediska tvaru lze horní razník ohýbačky rozdělit na formu s ostrým nožem, formu s kruhovým obloukem, formu s ohýbacím nožem a formu s tvarovacím nástrojem. Obecně řečeno, formy s ostrým nožem mají většinou úhly 30 stupňů a 60 stupňů, občas se specifickými úhly, například 45 stupňů a 55 stupňů. Obloukové formy jsou většinou navrženy s různými průměry a délkami oblouků. Ohýbací matrice se používá hlavně k zamezení obrobků ve tvaru U nebo vícenásobných ohybů. Nejsložitější je tvarovací matrice. Tvarovací matrice může být integrovaná nebo kombinovaná. Obecně řečeno, kombinovaná matrice je navržena, vyrobena a kombinována z horní a dolní formy. Z hlediska výrobních nákladů budou výrobní náklady komplexní tvarovací matrice mnohem vyšší (zejména u velkých forem) a přesnost je obtížné kontrolovat. Kombinovaná matrice má velké výhody u velkých forem a složitých grafických forem.
Nástroje pro ohraňovací lisy lze podle jejich funkce rozdělit na jednoúčelové a víceúčelové formy. Jednoúčelové formy mohou vyrábět pouze jeden typ obrobku, zatímco víceúčelové formy mohou zpracovávat různé typy obrobků. Některé lze rozebrat a složit, což se také nazývá kompozitní forma, jako například segmentová diferenční forma a tvářecí forma.
Podle počtu zářezů formy lze spodní zářez ohraňovacího lisu zhruba rozdělit na zářez s jednoduchým dnem ve tvaru V, zářez s dvojitým dnem ve tvaru V a zářez s více dny ve tvaru V. Jak název napovídá, povrch zářezů s jednoduchým a dvojitým dnem ve tvaru V má pouze jeden nebo dva zářezy formy, což je běžné u... CNC ohraňovací lisy a má vysokou přesnost. Protože má pevný referenční bod, známý také jako soustředná forma, lze jej snadno vyměnit. Forma s více V dnem je většinou čtvercová forma s více zářezy na čtyřech površích a různými velikostmi. Výhodou je, že forma má více drážek, které se mohou přizpůsobit ohýbání plechů různých tloušťek.
V dnešní době, s neustálým pokrokem společnosti, neustále rostou i požadavky na výrobky a také různé požadavky na ohýbané výrobky a materiály. Neustále se vyvíjí i spodní forma ohýbacích strojů. V různých průmyslových odvětvích se široce používají formy s vestavěným dnem, formy bez prohlubní a formy s nastavitelným otevíráním dne.
Běžné typy horních razníků a dolních matric ohraňovacích lisů na prodej
1. Běžné standardní horní razicí a dolní razicí nástroje
Standardní horní razník a spodní matrice se používají pro ohýbání v úhlech 90° -180°. Výhody: univerzální pro silné i tenké plechy, odolné a široce používané.
2. Horní děrovač s ostrou čepelí
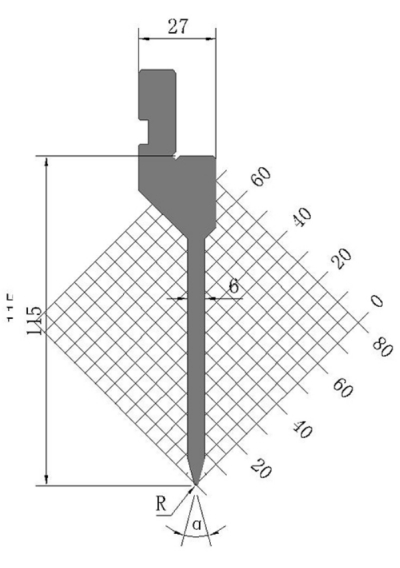
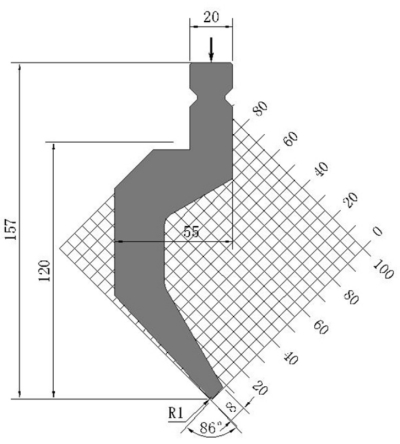
Horní razník s ostrou čepelí se používá pro úhly ohýbání 20° – 180°. Výhody: umožňuje ohýbání menších úhlů a rozměrů, s menší R-křivkou po ohybu, krásným vzhledem a čistými hranami.
3. Velký úder s ohnutím horního krku (horní úder s husím krkem)
Horní razník ohraňovacího lisu s husím krkem se používá pro úhly ohýbání 30° -180°. Výhody: používá se pro výrobky ve tvaru U, které nelze dokončit standardními a špičatými formami, se širokou škálou použití.
4. Nástroje pro lemování ohraňovacích lisů
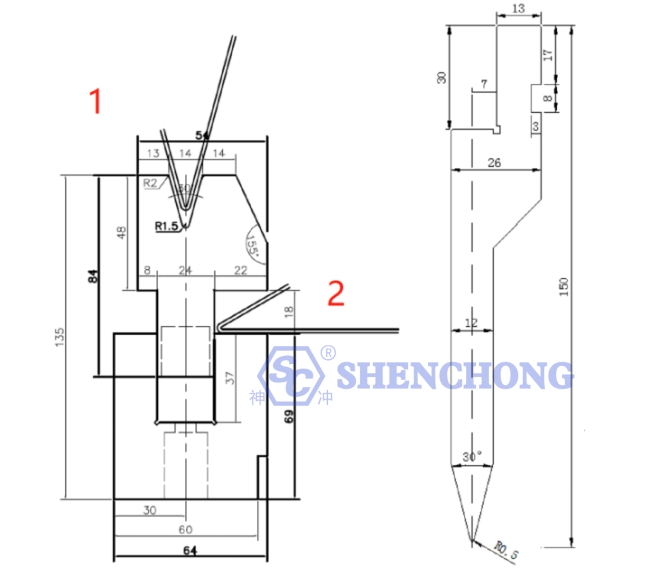
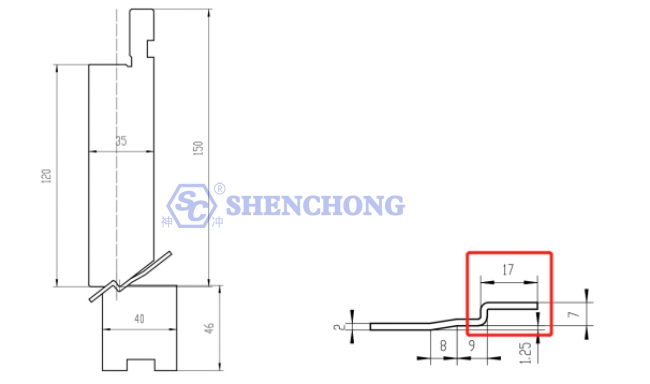
Nástroje pro lemování hran se používají k ohraňování hran a jsou vhodné pro zarovnávání se špičatými matricemi. Nejprve se pomocí špičaté matrice ohne obrobek do úhlu menšího než 45 ° a poté se pomocí zplošťovací matrice stlačí mrtvá hrana, což se používá hlavně k vyztužení rámu.
5. Nástroje pro ohraňovací lis „Z“
Matrice „Z“ se používá hlavně pro jednorázové ohýbání malých obrobků ve tvaru „Z“, které se dělí na pevné a nastavitelné typy.
6. Forma na ohraňovací lis
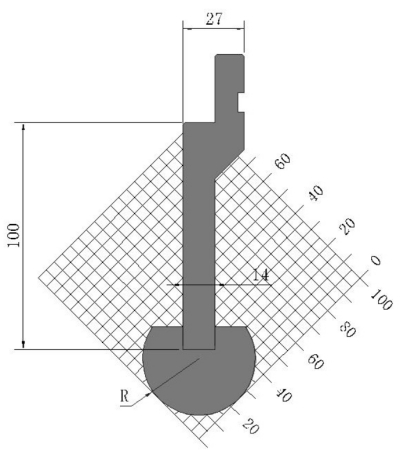
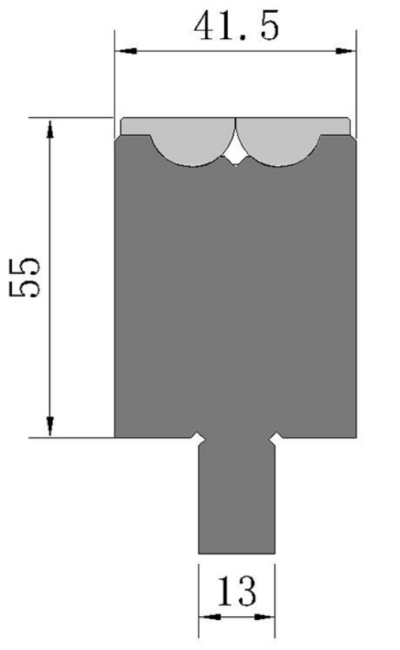
Tvářecí formy (včetně obloukových forem, jednorázových forem na ohýbání dveřních rámů, forem ve tvaru U, forem na sloupy lamp atd.) se obvykle používají k ohýbání složitých výrobků a zahrnují různé úhly a styly ohybu. Proto je jednorázová ohýbací forma navržena tak, aby zlepšila přesnost a efektivitu ohýbání.
7. Spodní matrice se stejným jádrem
Spodní matrice se stejným jádrem se obvykle vztahuje na spodní formu používanou ve spojení s CNC ohýbačkou, která se skládá z držáku formy a segmentovaných spodních forem. Stejné jádro označuje použití libovolné drážky, kterou je třeba pouze změnit na specifikovanou drážku, aniž by bylo nutné znovu centrovat horní a spodní polohu formy. Výměna formy je velmi pohodlná a přesnost obrábění je vysoká.
8. Spodní matrice bez vtlačení
Struktura formy s otočnou překlápěcí deskou bez vtlačení. Během procesu vtlačování obrobku do spodního tělesa matrice horním razníkem se v důsledku kontaktu mezi obrobkem a rovinou otočné překlápěcí desky rotující překlápěcí deska otáčí ve spodním tělese formy a obrobek se během celého procesu ohýbání neposouvá vzhledem k rotující překlápěcí desce. Zároveň je obrobek v kontaktu s rotující překlápěcí deskou, čímž se eliminují otlačky a škrábance způsobené stlačením na povrchu obrobku, což účinně zlepšuje vzhled a přesnost obrobku. Kromě dvou výše uvedených typů struktur forem bez vtlačení, které mohou řešit vtlačení na povrchu obrobku během ohýbání, lze k řešení vtlačení na povrchu obrobku během ohýbání použít také pryžové podložky proti vtlačení, jednostranné konkávní formy proti vtlačení s pryžovými návleky proti vtlačení, blokové lepidlo s vynikajícím lepidlem + AT podložkou, konkávní formy z tvrdé pryže a další metody, čímž se splní požadavky na kvalitu výrobku. Pryžové podložky, pryžové návleky, pryžové bloky vyšší kvality a tvrdá pryž jsou však náchylné k deformaci a mají krátkou životnost během procesu ohýbání, což ovlivňuje rozměrovou přesnost ohýbaného obrobku. Jsou vhodné pouze pro ohýbání obrobků s nízkými požadavky na rozměrovou přesnost.
Spodní matrice bez vtlačení obsahuje kuličkovou spodní matricu bez vtlačení, spodní matricu bez vtlačení s otočnou destičkou a spodní matricu bez vtlačení s vynikajícím lepidlem. Hlavním účelem spodní matrice bez vtlačení je zabránit poškrábání, škrábancům a promáčknutím na povrchu materiálu.
Materiál pro ohraňovací lisy
Nástroje pro ohraňovací lisy se obecně vyrábějí z ocelí T8, T10, T10A a 42CrMo, které vyžadují především vysokou pevnost, houževnatost a dobrou odolnost proti opotřebení. Pro tváření za studena se volí ocel Cr12MoV, což je velmi dobrý materiál. Jeho vlastnosti splňují požadavky a jeho procesní vlastnosti jsou také dobré. Cena bude vyšší. 42CrMo je vysokopevnostní kalená a popouštěná ocel s vysokou pevností a dobrou houževnatostí. Může být zpracována při teplotách pod 500 stupňů.
Při výběru materiálu pro ohraňovací stroje musí továrny i uživatelé zvážit několik vlastností: tvrdost, tepelnou odolnost a odolnost proti opotřebení. Pro ohraňovací nástroje obvykle volíme uhlíkovou ocel T8-T12, z nichž T10 se běžněji používá, s mírnou houževnatostí a dobrou odolností proti opotřebení. Po tepelném zpracování může nejvyšší tvrdost dosáhnout 60HRC nebo více a její výrobní náklady jsou relativně nízké. Má však špatnou prokalitelnost a tepelnou odolnost (250 ℃).
Pokud potřebujete lepší materiály pro formy, zvolte vysokopevnostní legovanou konstrukční ocel 42CrMo. 42CrMo patří mezi ultrapevnostní oceli, které se vyznačují vysokou pevností a houževnatostí, dobrými kalicími vlastnostmi a vysokou mezí únavy a odolností vůči opakovaným nárazům po kalení a popouštění. Může být zpracovávána pod 500 ℃. Tvrdost po tepelném zpracování je okolo 45-48HRC, což je vhodnější hodnota.
Výběr nástrojů pro ohraňovací lisy
Použitím různých kombinací nástrojů ohraňovacího lisu lze dosáhnout různých výšek forem pro zpracování různých dílů. Vzdálenost mezi hroty nástrojů různých kombinací forem nesmí překročit polovinu jejich zdvihu mínus šířka V-zářezu.
Při zpracování různých dílů je nutné použít různé formy. Nesprávný výběr formy nejen ztěžuje zpracování, ale může také způsobit zmetky výrobku. Před výběrem formy je nutné porozumět parametrům zpracování ohraňovacího lisu a formy, aby se předešlo situacím, kdy si nemohou vzájemně vyhovovat.
Mezi parametry obráběcího stroje patří: zdvih, tlaková kapacita, výška otvoru a typ rychloupínáku.
Parametry nástrojů ohraňovacího lisu: (typ držáku razníku), nosnost (maximální ohybový tlak).
Výběr horního razníku ohraňovacího lisu
Existují tři typy horního držáku razníku.
- Horní úhel razníku by měl být menší než úhel obrábění. Například obrábění 90 stupňů pomocí horního razníku s úhlem 88 stupňů.
- Výběr vhodného hrotu R obvykle používá R0,6 pod 3 mm, ale pokud existují zvláštní požadavky na zpracování, lze použít i jiné formy R, například R0,2.
- Ujistěte se, že rozsah tlakové odolnosti horního razníku překračuje rozsah zpracování.
- Pro různé tvary ohybu jsou potřeba různé tvary horního razníku.
Výběr matric pro spodní část ohraňovacího lisu
- Ujistěte se, že jste pro spodní raznici zvolili správnou šířku V.
- Úhel mezi V-výřezem spodní formy by měl být shodný s úhlem horní formy, například horní forma s úhlem 88 stupňů a spodní forma s úhlem 88 stupňů.
- Ujistěte se, že rozsah tlakové odolnosti spodní matrice překračuje rozsah zpracování.
- Dolní forma zahrnuje jednoduché V a dvojité V. Mezi těmito dvěma typy existují také různé typy forem pro segmentaci a celé segmenty, které jsou vhodné pro různé potřeby zpracování. Obecně řečeno, formy s jedním V mají širší škálu aplikací pro zpracování než formy s dvojitým V a segmentované formy mají širší škálu aplikací než formy s celým segmentem. První z nich je však relativně drahý.
Výběr spodní podpěry matrice
Vyberte spodní základnu matrice podle vybrané spodní matrice a pro spodní matrice s jednoduchým V a dvojitým V použijte různé spodní základny matrice.
Při výběru spodní podpěry formy je také důležité si uvědomit, že existuje několik různých výšek podpěry formy, které odpovídají různým metodám zpracování.
Úvod do metody instalace nástrojů pro ohraňovací lisy

Vyberte formu pro ohraňovací lis
Výběr ohraňovací formy, která vyhovuje vašim pracovním potřebám, je předpokladem pro použití ohraňovacího stroje. Při výběru ohraňovací formy věnujte pozornost následujícím bodům:
- Určete požadovaný rozsah tlaku a tloušťku pracovního materiálu.
- Vyberte typ nástroje pro ohraňovací lis na základě požadovaného úhlu ohybu a poloměru ohybu.
Úprava formy
Před instalací nástrojů ohraňovacího lisu je třeba je nejprve seřídit.
- Upravte upínací sílu nástrojů ohraňovacího lisu tak, aby dobře dosedly na obrobek.
- Upravte úhel ohybu a poloměr formy tak, aby splňovaly požadavky obrobku.
Instalace forem
- Nejprve vložte spodní podpěru matrice ohraňovacího lisu na pracovní stůl podle polohovacího kolíku.
- Poté nainstalujte pohyblivou formu do základny formy.
- Nakonec nainstalujte rám sedadla horní formy (poloha teoretické ohybové křivky) a dokončete instalaci formy.
Při instalaci formy je třeba dodržovat bezpečnostní opatření:
- Před instalací formy vypněte napájení a počkejte, až se stroj zastaví.
- Během instalace je třeba věnovat pozornost podpěrné síle, aby byla zajištěna stabilní instalace.
- Přísně dodržujte návod k obsluze, abyste předešli vzniku nouzových situací.
Používání forem
Po instalaci ohraňovacího nástroje je nutné provést zkušební ohýbací experiment, aby se zjistilo, zda jsou forma a stroj stabilní a zda forma splňuje požadavky na obrobek.
Stručně řečeno, správná instalace formy ohýbačky je klíčem k zajištění normálního provozu stroje. Proto je při instalaci formy nutné brát seřízení a instalaci vážně, aby byla zajištěna správná instalace, provozní bezpečnost a efektivita výroby.
Použití nástrojů pro ohraňovací lis
Existuje několik typů ohýbacích forem, včetně forem ve tvaru L, R, U, Z atd. Horní forma se používá hlavně v různých úhlech, jako je 90°, 88°, 45°, 30°, 20° a 15°. Spodní forma má dvojitý a jednoduchý zářez s různou šířkou zářezu 4-18V, stejně jako spodní formy R, spodní formy s ostrým úhlem a zplošťovací formy. Horní a spodní forma jsou rozděleny na segmenty a celek: horní segmenty formy mají obvykle 300 mm, 200 mm, 100 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm, 10 mm a celá forma má 835 mm. Spodní forma se obecně dělí na 400 mm, 200 mm, 100 mm, 50 mm, 40 mm, 20 mm, 15 mm a 10 mm s celkovou velikostí 835 mm.
- Nástroje ohraňovacího lisu jsou vyrobeny z vysoce kvalitní oceli pomocí speciálního tepelného zpracování, která se vyznačuje vysokou tvrdostí, nízkou odolností proti opotřebení a vysokou odolností proti tlaku. Každá sada forem má však svou maximální odolnost proti tlaku: tuny/metr. Proto je při použití formy důležité správně zvolit délku formy, tj. kolik tlaku je třeba přidat na metr, a nikdy nepřekročit tlak uvedený na formě. To je velmi důležité a doufáme, že si to každý zapamatuje.
- Aby nedošlo k poškození nástrojů ohraňovacího lisu, stanovili jsme, že při zarovnávání počátku musí být použit horní razník a spodní matrice o délce 300 mm nebo více. Teprve po zarovnání počátku lze použít stejnou výšku horní a spodní formy. Je přísně zakázáno používat dělicí formy k zarovnání počátku a počáteční tlak musí být založen na počátečním tlaku ohýbačky. Nesmí překročit 7 tun pro 80T, 10 tun pro 100T a 15 tun pro 200T.
- Při použití forem ohraňovacích lisů lze kvůli různým výškám různých forem na jednom stroji použít pouze formy stejné výšky a formy různých výšek použít nelze.
- Při použití forem by měly být vybrány vhodné horní a spodní formy na základě tvrdosti ohýbaného materiálu, tloušťky a délky plechu. Pokud je materiál tvrdší a silnější, měl by se pro spodní matricu použít širší zářez.
- Při ohýbání ostrých rohů nebo jejich drcení by měl být zvolen úhel 30 stupňů, přičemž nejprve se ohnou ostré rohy a poté se drtí hrany. Při ohýbání úhlu R by měly být zvoleny horní i dolní formy.
- Při ohýbání delších obrobků je nejlepší nepoužívat segmentované formy, aby se snížilo protlačení nástroje.
- Při výběru horní formy bychom měli porozumět parametrům všech forem a rozhodnout se, kterou horní formu použijeme na základě tvaru tvářeného výrobku.
- Poté, co stroj zarovná počátek, je třeba horní a dolní formu zaaretovat, aby nedošlo k jejich pádu a zranění osob nebo formy. Během operace buďte opatrní, abyste najednou netlačili příliš silně, a věnujte pozornost změnám dat zobrazených na obrazovce.
- Po použití ohraňovacího nástroje je třeba jej neprodleně vrátit na stojan formy a umístit dle pokynů na štítku. Prach na formě by měl být pravidelně čištěn a potírán olejem proti korozi, aby se zabránilo korozi a snížení přesnosti formy.
Závěr
V posledních letech se čínský zpracovatelský průmysl rychle rozvíjí, což pro odvětví CNC lisů v Číně znamená obrovský trh. V této souvislosti je nízká úroveň výrobních nákladů v Číně také uznávaným faktem. Podle údajů je cenový rozdíl mezi ohraňovacími nástroji v Číně a rozvinutými zeměmi v Evropě a Americe přibližně 3–5krát vyšší. Zákazníci si mohou z Číny pořídit levnější horní razníky a spodní matrice ohraňovacích lisů.




