
Obsah
1. Přehled parametrů procesu laserového řezání
Při laserovém řezání plechů jsou procesní parametry klíčovými faktory určujícími kvalitu řezu, efektivitu, stabilitu zpracování a výrobní náklady.
Stejný laserový řezací stroj může při různých nastaveních parametrů produkovat zcela odlišné výsledky řezání.
Vynikající procesy laserového řezání musí dosáhnout následujících cílů:
- Hladký řez
- Bez otřepů
- Malá tepelně ovlivněná zóna
- Vysoká kolmost
- Vysoká řezná rychlost
- Vysoká míra využití materiálu
- Stabilní nepřetržité zpracování
- Snížená spotřeba plynu
- Prodloužená životnost objektivu
- Zlepšená celková účinnost stroje
Optimalizace parametrů procesu laserového řezání je proto jednou z nejdůležitějších technických schopností v odvětví laserového řezání.
2. Základní procesní parametry pro laserové řezání
Mezi základní procesní parametry pro laserové řezání patří zejména následující:
Parametry | Funkce |
Výkon laseru | Určuje řeznou kapacitu |
Rychlost řezání | Určuje efektivitu zpracování |
Pozice zaostření | Určuje kvalitu řezu |
Výška trysky | Určuje stabilitu proudění vzduchu |
Tlak pomocného plynu | Určuje účinek odstraňování strusky |
Frekvence | Určuje pulzní výstup |
Pracovní cyklus | Určuje hustotu energie |
Parametry propichování | Určuje počáteční kvalitu řezu |
Akcelerace | Určuje kvalitu rohů |
Průměr bodu | Určuje přesnost |
Specifikace trysky | Určuje vzorec proudění vzduchu |
Řezná cesta | Určuje celkovou účinnost |
3. Podrobné vysvětlení parametrů výkonu laseru
1) Koncept laserového výkonu
Výkon laseru se vztahuje k energetickému výstupu laseru za jednotku času, obvykle měřenému ve W (wattech) nebo kW (kilowattech).
Mezi běžné úrovně výkonu patří:
- 1500 W
- 3000 W
- 6000 W
- 12 000 W
- 20 000 W
- 30 000 W
- 40 000 W a více
Vyšší výkon obvykle vede k:
- Větší tloušťka řezu
- Vyšší rychlost řezání
- Silnější propichovací schopnost
- Vyšší efektivita zpracování
Vyšší výkon však není vždy lepší.
Nadměrný výkon může vést k:
- Přetání
- Širší řezná drážka
- Zvýšené otřepy
- Popáleniny na okrajích
- Zvýšená spotřeba energie
- Zvýšené provozní náklady
Proto je nezbytné přizpůsobit výkon příslušnému procesu.
2) Použitelný rozsah různých úrovní výkonu
- Úroveň 1500 W
Vhodné pro:
- Zpracování tenkých plechů
- Reklamní písmo
- Malé plechové díly
- Plech z nerezové oceli
Doporučená tloušťka:
Materiály | Doporučená tloušťka |
Uhlíková ocel | 1–6 mm |
Nerez | 1–4 mm |
Hliníkový plech | 1–3 mm |
- úroveň 3000 W
Vhodné pro:
- Obecné zpracování plechů
- Malé a střední továrny
- Průmysl elektrických skříní
- Kuchyňský průmysl
Doporučená tloušťka:
Materiály | Doporučená tloušťka |
Uhlíková ocel | 1–12 mm |
Nerez | 1–8 mm |
Hliníkový plech | 1–6 mm |
- úroveň 6000 W
Vhodné pro:
- Zpracování středních a těžkých plechů
- Stavební stroje
- Průmysl ocelových konstrukcí
Doporučená tloušťka:
Materiály | Doporučená tloušťka |
Uhlíková ocel | 1–20 mm |
Nerez | 1–16 mm |
Hliníkový plech | 1–12 mm |
- 12 000 W a více
Vhodné pro:
- Vysokorychlostní obrábění tlustých plechů
- Velké ocelové konstrukce
- Stavba lodí
- Těžký průmysl
Doporučená tloušťka:
Materiály | Doporučená tloušťka |
Uhlíková ocel | 1–40 mm |
Nerez | 1–50 mm |
Hliníkový plech | 1–40 mm |
4. Podrobné vysvětlení parametrů rychlosti řezání laserem
1) Důležitost řezné rychlosti
Rychlost řezání přímo ovlivňuje:
- Průřezová kvalita
- Velikost otřepů
- Tepelně ovlivněná zóna
- Efektivita výroby
- Šířka klepání
Příliš pomalé:
- Hořící hrany
- Silná tvorba strusky
- Zvýšená tepelná deformace
Příliš rychle:
- Neúplný řez
- Hromadění strusky
- Odraz jisker
- Přerušovaný řez
Proto je nezbytné najít optimální rovnováhu.
2) Metoda odhadu rychlosti
Normální stav Příznaky:
- Jiskry střílejí dolů
- Hladký řez
- Žádné zjevné otřepy
- Stabilní zvuk
Příliš rychle Příznaky:
- Jiskry se šikmo odrážejí dozadu
- Hromadění strusky na dně
- Neúplný řez v některých oblastech
- Úzký střih
Příliš pomalé Příznaky:
- Šíření jisker
- Přepálení hran
- Větší tepelně ovlivněná zóna
- Hrubý průřez
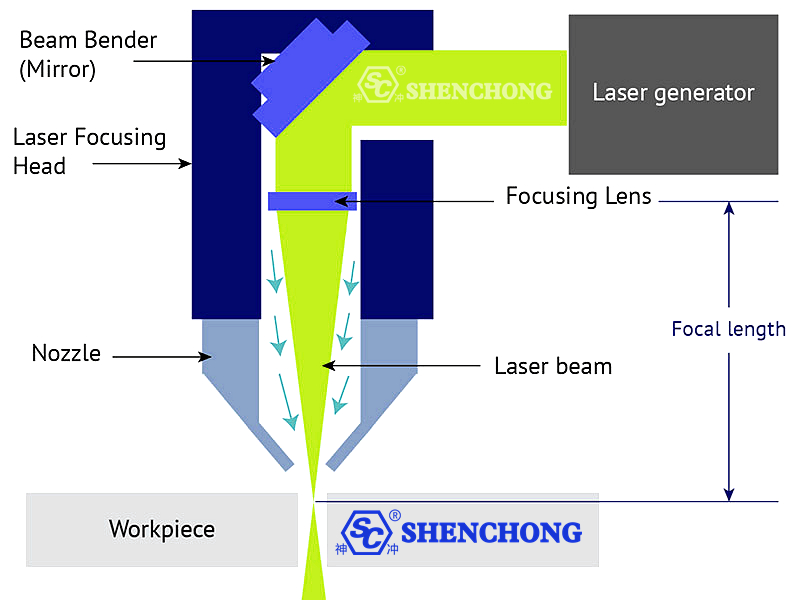
5. Podrobné vysvětlení parametrů polohy zaostření
1) Definice pozice zaostření
Poloha zaostření se vztahuje k vzdálenosti mezi ohniskem laseru a povrchem materiálu.
Poloha ohniska se obvykle vyjadřuje ve tvaru:
- 0
- +1
- -1
atd.
Kde:
- Pozitivní zaměření: Ústřední bod je nad materiálem
- Nulové ohnisko: Ohnisko se nachází na povrchu materiálu
- Negativní zaměření: Ohnisko je uvnitř materiálu
2) Použitelné situace pro různá kontaktní místa
Nulové zaměření
Vhodné pro:
- Tenké desky z nerezové oceli
- Tenké hliníkové desky
- Přesné řezání
Vlastnosti:
- Nejjemnější řezná drážka
- Vysoká přesnost
- Krásný povrch
Negativní zaměření
Vhodné pro:
- Silné desky z uhlíkové oceli
- Vysokorychlostní řezání
Vlastnosti:
- Hluboká penetrace
- Dobré odstraňování strusky
- Silná penetrace
Pozitivní zaměření
Vhodné pro:
- Speciální materiály
- Některé silné desky
Vlastnosti:
- Široká zářezná drážka nahoře a úzká dole
- Dobrý horní povrch
6. Podrobné vysvětlení parametrů pomocných plynů
1) Parametry řezání kyslíkem
Kyslík se používá hlavně pro řezání uhlíkové oceli.
Vlastnosti:
- Nízké náklady
- Silná schopnost řezat silné plechy
- Může zvýšit rychlost řezání
Nevýhody:
- Oxidace řezné plochy
- Černění průřezu
Doporučený tlak:
Tloušťka plechu | Ótlak kyslíku |
1–3 mm | 0,3–0,6 baru |
4–10 mm | 0,6–1,0 baru |
12–20 mm | 0,8–1,5 baru |
2) Parametry řezání dusíkem
Dusík se používá hlavně k:
- Nerez
- Hliníkové desky
- Pozinkované plechy
- Luxusní exteriérové díly
Vlastnosti:
- Bez oxidace
- Světlý střih
- Vysoce kvalitní řez
Nevýhody:
- Vysoká spotřeba plynu
- Vysoká cena
Doporučený tlak:
Tloušťka plechu | Ótlak kyslíku |
1mm | 8–12 barů |
2mm | 10–14 barů |
4mm | 14–18 barů |
6 mm nebo více | 18–25 barů |
3) Parametry řezání vzduchem
Řezání vzduchem je nízkonákladový proces, který se v posledních letech rychle rozvíjí.
Vlastnosti:
- Není potřeba dusík
- Nízké náklady
- Vhodné pro hromadnou výrobu
Platí pro:
- Obecné plechové díly
- Průmysl elektrických krabic
- Regálový průmysl
Nevýhody:
- Mírná oxidace řezu
- Mírně nižší přesnost
7. Podrobné vysvětlení parametrů trysek
Přímé účinky trysek na:
- Podmínky proudění vzduchu
- Stabilita řezání
- Kapacita odstraňování strusky
- Špičková kvalita
Běžné specifikace trysek:
Specifikace | Aplikace |
Jedna vrstva 1.0 | Tenký plech s vysokou rychlostí |
Jedna vrstva 1,5 | Střední talíř |
Dvojitá vrstva 1.2 | Kyslíková deska z uhlíkové oceli |
Dvojitá vrstva 1,5 | Silný plech |
Dvojitá vrstva 2.0 | Extra silný plech |
8. Podrobné vysvětlení parametrů vrtacího procesu
1) Důležitost vrtání
Řezání laserem vyžaduje vrtání před samotným řezáním.
Kvalita vrtání určuje:
- Stabilita řezání
- Kvalita povrchu
- Efektivita zpracování
- Prevence prasknutí otvoru
2) Běžné metody vrtání
Běžné vrtání
Vhodné pro:
- Tenké desky
- Středně tenké talíře
Vlastnosti:
- Vysoká rychlost
- Jednoduché a stabilní
Postupné vrtání
Vhodné pro:
- Silné desky
- Materiály s vysokou odrazivostí
Vlastnosti:
- Prevence prasknutí otvoru
- Snížení tepelného šoku
Pulzní vrtání
Vlastnosti:
- Malá tepelně ovlivněná zóna
- Vysoká přesnost
- Dobrá kvalita vrtání
9. Analýza řezných parametrů pro různé materiály
1) Parametry procesu řezání uhlíkové oceli laserem
Vlastnosti:
- Snadné zpracování
- Nízké náklady
- Široce používané
Doporučený plyn:
- Kyslík
Klíčové body procesu:
- Kontrola oxidace
- Zabraňte hromadění strusky
- Zlepšení kolmosti tlustých plechů
2) Parametry řezání laserem z nerezové oceli
Vlastnosti:
- Silná odrazivost
- Pomalé vedení tepla
- Náchylný k přehřátí
Doporučený plyn:
- Dusík
Klíčové body procesu:
- Zabraňte žloutnutí
- Kontrola otřepů
- Udržujte zářivý povrch
3) Parametry procesu řezání hliníkových plechů
Vlastnosti:
- Vysoká odrazivost
- Rychlé vedení tepla
- Náchylné k praskání otvorů
Klíčové body procesu:
- Vysoký stabilní výkon
- Zabraňte protisvětlu
- Řízení tepelné deformace
4) Parametry procesu řezání měděných plechů laserem
Vlastnosti:
- Ultra vysoká odrazivost
- Obtížné zpracování
Požadavky:
- Vysoce výkonný laser
- Systém proti podsvícení
- Vysoce stabilní řezací hlava
10. Problémy s kvalitou řezání a úpravy parametrů
1) Problémy s otřepy
Příčiny:
- Nedostatečný výkon
- Nadměrná rychlost
- Nedostatečný tlak vzduchu
- Odchylka zaostření
Řešení:
- Zvýšení výkonu
- Snížení rychlosti
- Zvyšte tlak vzduchu
- Upravte zaostření
2) Problémy se struskou
Příčiny:
- Špatné odstraňování strusky
- Poškozená tryska
- Nestabilní proudění plynu
Řešení:
- Vyměňte trysku
- Upravte tlak vzduchu
- Zlepšení stability řezání
3) Problémy s vypalováním hran
Příčiny:
- Pomalá rychlost
- Nadměrný výkon
- Nesprávné zaostření
Řešení:
- Zvýšit rychlost
- Snížení výkonu
- Znovu zaostřit
4) Neúplné řezání
Příčiny:
- Nedostatečný výkon
- Kontaminace čočky
- Nedostatečný tlak vzduchu
Řešení:
- Zvýšení výkonu
- Čistý objektiv
- Zkontrolujte cestu plynu
11. Techniky parametrů řezání tlustých plechů
Řezání tlustých plechů je náročným aspektem laserového obrábění.
Mezi klíčové body patří:
- Zabraňte hromadění strusky
- Zachovat kolmost
- Zlepšit penetrační schopnost
- Kontrolujte tepelně ovlivněnou zónu
Klíčové parametry:
Parametry | Upravit směr |
Moc | Zvýšení negativní koncentrace koksu |
Soustředit | Stabilizujte střední a vysoký tlak |
Tlak vzduchu | Pokles |
Rychlost | Zvětšit clonu |
Tryska | Upravit směr |
12. Techniky vysokorychlostního řezání tenkých plechů
Klíčové body zpracování tenkých plechů jsou:
- Zlepšení efektivity
- Prevence vibrací
- Prevence deformace
- Zlepšení přesnosti
Směry optimalizace:
- Vysoká akcelerace
- Malá tryska
- Vysokorychlostní pohybový systém
- Lehká řezná hlava
13. Techniky řezání vysoce reflexních materiálů
Mezi vysoce reflexní materiály patří:
- Hliníkové desky
- Měděné desky
- Mosaz
- Měď
Potíže:
- Laserový odraz
- Snadno poškozuje laser
- Obtížnost s propíchnutím
Řešení:
- Použijte vysoce výkonný vláknový laser
- Použijte systém proti podsvícení
- Používejte progresivní piercing
- Používejte stabilní chladicí systém
14. Technologie dynamických parametrů
Moderní špičkové laserové řezací stroje vstoupili do éry inteligentního dynamického řízení.
Včetně:
- Dynamické ovládání ostření
- Automatické nastavení tlaku vzduchu
- Inteligentní piercing
- Optimalizace parametrů umělé inteligence
- Automatické vyhledávání hran
- Letmý střih
- Inteligentní systém proti kolizi
Jeho hlavní cíle:
- Zlepšení efektivity
- Zlepšení stability
- Snižte závislost na manuální práci
15. Doporučené parametrické přístupy pro různé tloušťky
1) Tenký plech o tloušťce 1 mm
Klíčové body:
- Vysoká rychlost
- Malý bod zaostření
- Malá tryska
- Vysoká akcelerace
2) Střední deska 6 mm
Klíčové body:
- Rovnováha mezi efektivitou a kvalitou
- Odstranění strusky ze stabilních budov
- Kontrola tepelného vlivu
3) Deska o tloušťce 20 mm
Klíčové body:
- Penetrační schopnost
- Schopnost odstraňování strusky
- Tepelná regulace
- Dlouhodobě stabilní zpracování
16. Faktory ovlivňující stabilitu parametrů
1) Znečištění čočky
Příčiny:
- Útlum výkonu
- Abnormální skvrna
- Pálení čočky
2) Nedostatečná čistota plynu
Příčiny:
- Řezání oxidace
- Zvýšené otřepy
- Žloutnutí průřezu
3) Vibrace obráběcích strojů
Příčiny:
- Snížená přesnost
- Řezání zvlnění
- Neokrouhlené otvory
4) Nedostatečná přesnost vodicí lišty
Příčiny:
- Chyba sledování
- Nestabilní řezání
17. Základní logika optimalizace parametrů
Řezání laserem proces Optimalizace parametrů je v podstatě rovnováha mezi následujícími faktory:
- Energie
- Čas
- Proudění vzduchu
- Teplo
- Pohyb
Opravdu vynikající procesní inženýři potřebují komplexně optimalizovat na základě:
- Materiál
- Tloušťka
- Požadavky na přesnost
- Požadavky na náklady
- Požadavky na účinnost
18. Inteligentní procesní databáze
Moderní laserová zařízení postupně vstoupila do éry procesů řízených databázemi.
Systém může automaticky vyvolat:
- Výkonové parametry
- Parametry zaostření
- Parametry tlaku vzduchu
- Parametry perforace
- Parametry úhlu
Mezi výhody patří:
- Snížená provozní obtížnost
- Zkrácená doba zkušebního řezání
- Vylepšená konzistence
- Snížená závislost na manuální práci
19. Trendy budoucího vývoje technologie laserového řezání
Mezi budoucí směry vývoje technologie laserového řezání patří:
- Automatická optimalizace parametrů s využitím umělé inteligence
- Adaptivní řezání
- Inteligentní sledování kvality
- Technologie automatické kompenzace
- Ultrarychlé řezání
- Zpracování ultratlustých plechů
- Bezobslužné továrny
- Cloudová procesní databáze
Budoucí laserová řezací zařízení nebudou jen obráběcími zařízeními, ale také důležitým uzlem v inteligentních výrobních systémech.
20. Závěr
Parametry procesu laserového řezání jsou základní technologií, která určuje výkon zařízení, kvalitu zpracování a efektivitu výroby.
Skutečně vysoce kvalitní laserové obrábění není jen o „schopnosti řezat“, ale také o:
- Rychlé řezání
- Plynulé řezání
- Krásně stříhejte
- Ekonomické řezání
- Stabilní provoz po delší dobu
Schopnost optimalizovat procesní parametry se proto stane jednou z nejdůležitějších klíčových kompetencí v budoucím odvětví laserového obrábění.




