Zavedení
Obsah
Ohýbání plechů je kritický výrobní proces používaný k tvarování kovových plechů do požadovaného úhlu a tvaru. Hraje důležitou roli v odvětvích, jako je automobilový průmysl, letecký průmysl, stavebnictví a elektronika. Proč si však ohýbání plechů často neudrží svůj tvar? Odpověď spočívá v jevu zvaném pružnost. Jednou z hlavních výzev, se kterými se během ohýbání setkáváme, je pružnost. K ní dochází, když se kov po ohýbání částečně vrátí do svého původního tvaru, který je ovlivněn faktory, jako jsou vlastnosti materiálu, poloměr ohybu a aplikovaná síla. Pružnost při ohýbání plechů může vést k nepřesným konečným výrobkům. V tomto článku se budeme zabývat důvody pružnosti při ohýbání plechů, vlivem pružnosti na přesnost a účinnými strategiemi pro minimalizaci pružnosti. Pochopení těchto konceptů může výrazně zlepšit přesnost a kvalitu kovoobráběcích prací.
Co je to pružnost při ohýbání plechu?
Pokud kovová deska po ohnutí nedokáže udržet očekávaný přesný úhel nebo zakřivení, dochází k pružnému zpětnému rázu. Při působení síly na kovovou desku dochází k její pružné a plastické deformaci. Plastická deformace je trvalá, zatímco elastická deformace je dočasná a obnoví se po odstranění vnější síly. Obnovení této elastické deformace způsobí, že se deska částečně vrátí do původní polohy, což má za následek pružný zpětný ráz.
Fyzikální princip
Princip pružnosti spočívá ve vnitřním napětí vznikajícím během ohybu. Při ohýbání plechu se vnější povrch ohybu natahuje (tahové napětí), zatímco vnitřní povrch se stlačuje (tlakové napětí). Jakmile je ohybová síla odstraněna, elastická složka těchto napětí se snaží vrátit materiál do nedeformovaného stavu. Stupeň pružnosti závisí na rovnováze mezi elastickou a plastickou deformací v materiálu.
Faktory ovlivňující odpružení
Množství pružnosti, ke které dochází, ovlivňuje několik faktorů ohýbání plechůPochopení těchto faktorů může pomoci při předpovídání a řízení pružnosti během procesu návrhu a výroby.
1. Vlastnosti materiálu
- Mez kluzuKovy s vyšší mezí kluzu jsou náchylnější k pružnosti, protože odolávají trvalé deformaci a mají větší tendenci k návratu do původního tvaru. Vysokopevnostní oceli a hliníkové slitiny často vykazují výraznější pružnost ve srovnání s nízkouhlíkovou ocelí.
- Modul pružnostiModul pružnosti neboli tuhost materiálu definuje jeho schopnost vrátit se do původního tvaru po deformaci. Kovy s vyšším modulem pružnosti, jako je ocel, vykazují větší pružnost než měkčí materiály, jako je hliník nebo měď.
Velikost úhlu pružnosti je přímo úměrná mezi kluzu αa materiálu a nepřímo úměrná modulu pružnosti (E). To znamená, že čím vyšší je mez kluzu materiálu, tím menší je modul pružnosti a tím menší je pružnost plechu. Naopak, tím větší je pružnost.
U ohýbaných obrobků s vysokými požadavky na přesnost by se pro minimalizaci pružnosti měla volit nízkouhlíková ocel namísto materiálů, jako je vysokouhlíková ocel nebo nerezová ocel.
2. Tloušťka plechu
Silnější plechy obvykle méně pružně odpružují než tenčí. Je to proto, že silnější plechy se při ohybu více plasticky deformují, což snižuje efekt elastického zotavení. Naopak tenčí plechy jsou pružnější a pružnější, což vede k výraznějšímu pružnění.
3. Poloměr ohybu
Poměr tloušťky plechu k poloměru ohybu významně ovlivňuje pružnost. Pokud je poloměr ohybu v poměru k tloušťce plechu velký, dochází k větší elastické deformaci, což vede k větší pružnosti. Menší poloměr ohybu má za následek větší plastickou deformaci a snižuje pružnost.
Toto je důležitý koncept. Pokud to vlastnosti materiálu dovolí, měl by zaoblení ohýbaných plechových dílů volit co nejmenší poloměr ohybu, aby se zlepšila přesnost obrábění. Zvláště je třeba poznamenat, že díly s velkými poloměry ohybu představují určité výzvy při řízení přesnosti a kvality obrábění.
4. Úhel ohybu
Čím větší je úhel ohybu, tím výraznější je efekt pružnosti při ohýbání plechu. Například při ohýbání plechu do velkého úhlu (například 90 stupňů nebo více) je materiál vystaven většímu namáhání, což zvyšuje pravděpodobnost pružnosti po odstranění ohybové síly.
Naopak, menší úhel středu ohybu znamená menší deformační plochu, což má za následek menší kumulativní množství elastické deformace, a tedy i menší celkové pružné zpětné rázy při ohýbání plechu.
5. Metoda ohýbání
Různé metody ohýbání, jako je ohýbání vzduchem a ohýbání do spodní části, ovlivňují stupeň pružnosti. Při ohýbání vzduchem je plech podepřen pouze částečně, což vede k větší pružnosti, zatímco při ohýbání do spodní části (kde je plech plně vtlačen do formy) je kov pevněji uzavřen, což snižuje pružnost.
6. Vliv ohybové síly F
Při určitém poloměru ohybu, úhlu středu a tloušťce materiálu bude mít větší ohybová síla F za následek menší pružnost, zatímco menší ohybová síla bude mít za následek větší pružnost při ohýbání plechu.
Výpočet pružinového ventilu při ohýbání plechu
Výpočet pružnosti při ohýbání plechu zahrnuje určení rozdílu mezi počátečním úhlem ohybu a úhlem poté, co materiál v důsledku elastického zotavení získá část svého původního tvaru. Zde je podrobný postup pro odhad a výpočet pružnosti.
Klíčové parametry
Míra pružnosti závisí na několika faktorech, jako jsou vlastnosti materiálu, tloušťka, poloměr ohybu a metoda ohýbání.
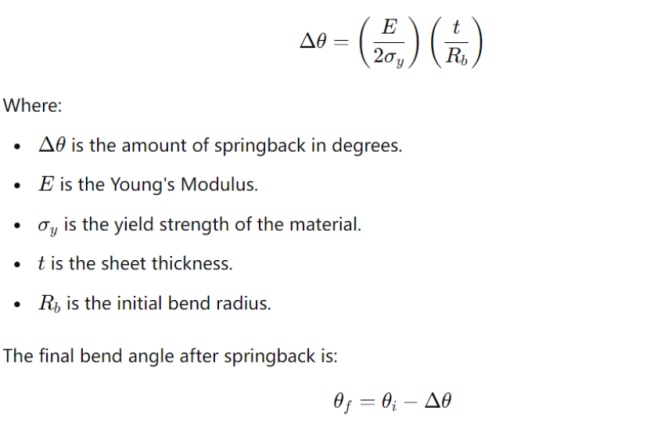
- Youngův modul pružnosti (E):Toto je modul pružnosti materiálu, který měří jeho tuhost.
- Mez kluzu (σ_y):Toto je napětí, při kterém se materiál začíná plasticky deformovat.
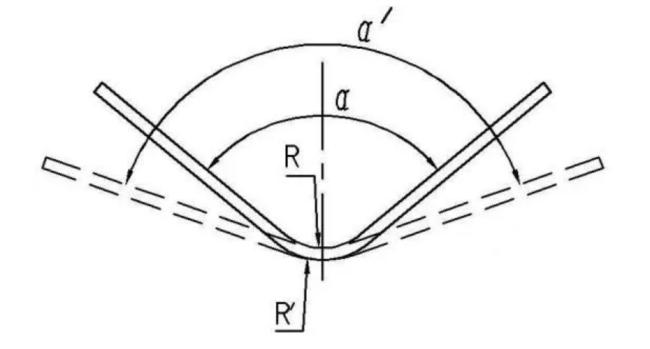
- Počáteční poloměr ohybu (R_b):Poloměr ohybu vytvořený razníkem před odpružením.
- Tloušťka plechu (t):Tloušťka plechu.
- Konečný úhel ohybu (θ):Úhel po odpružení.
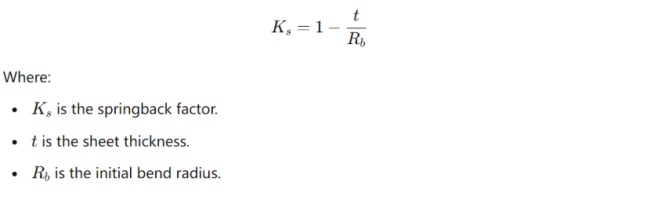
Faktor odpružení (Ks)
Jedním z nejjednodušších způsobů výpočtu pružnosti je použití součinitele pružnosti. K.S., což je poměr konečného úhlu ohybu po odpružení k počátečnímu úhlu ohybu před odpružením. Lze jej odhadnout pomocí následující rovnice:
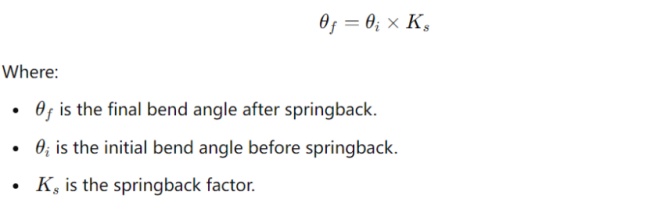
Výpočet úhlu odpružení
Úhel odpružení lze vypočítat vynásobením počátečního úhlu ohybu součinitelem odpružení:
Odhad pružnosti na základě vlastností materiálu
Pro podrobnější přístup, zejména při použití vysoce pevných materiálů, lze pružnost vypočítat pomocí následujícího vzorce:
Příklad výpočtu
Předpokládejme, že máte následující data:
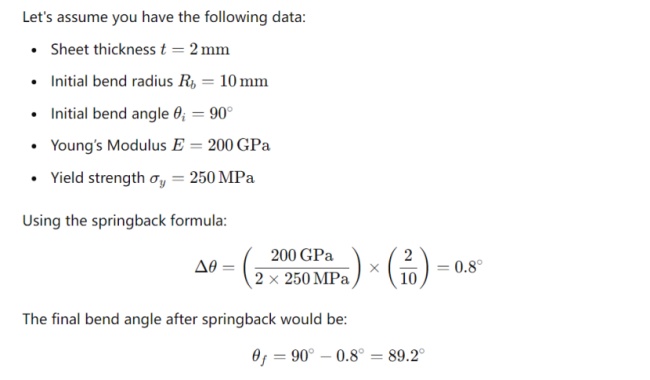
Po odpružení bude tedy úhel ohybu přibližně 89,2∘89,2^\circ89,2∘, což naznačuje malé zotavení. Úprava úhlu ohybu během procesu to kompenzuje.
Řešení pro zmírnění zpětného rázu
Přestože nelze pružení při ohýbání plechů zcela eliminovat, lze použít různé strategie k omezení a minimalizaci jeho účinků během procesu ohýbání.
Aplikace a význam řízení pružnosti
Regulace pružnosti je nezbytná v odvětvích, kde je přesnost kritická, jako je automobilový a letecký průmysl. Součásti, jako jsou panely karoserie automobilů, potahy letadel a konstrukční rámy, musí dodržovat přesné tolerance. Nadměrné pružnost může vést k nákladným opravám, plýtvání materiálem nebo dokonce k narušení strukturální integrity.
V hromadné výrobě pomáhá minimalizace pružnosti udržovat konzistentní kvalitu napříč velkými šaržemi, snižuje náklady na materiál a zvyšuje efektivitu. Přesná regulace pružnosti také umožňuje výrobcům používat vysoce pevné materiály bez kompromisů v kvalitě výrobku.
Vylepšení návrhu ohýbaných dílů
- Zlepšení konstrukčního řešení ohýbaných částí může snížit úhel pružnosti, aniž by to ovlivnilo jejich funkčnost. Například potlačení zpevňujících žeber v zakřivené oblasti nebo použití tvarovaných hran může zvýšit tuhost a plastickou deformaci zakřivené části, a tím snížit pružnost.
- Použití materiálů s vysokým modulem pružnosti, nízkou mezí kluzu, nízkou tvrdostí a dobrou plasticitou může snížit odraz a usnadnit kontrolu odrazu a zároveň splnit požadavky na použití.
Zlepšení procesních opatření
1. Přehnutí
Předohýbání zahrnuje ohýbání plechu mírně za požadovaný úhel, aby se kompenzovalo pružné rázy. Tato technika vyžaduje zkušenosti a přesné výpočty pro určení správné míry předohýbání potřebné pro různé materiály a tloušťky.
2. Nastavení ohybové síly
Zvýšení ohybové síly nebo použití sekundární ohybové operace může pomoci zvýšit plastickou deformaci materiálu. Tím se snižuje elastické zotavení a minimalizuje se zpětné pružnost. Tato technika je obzvláště účinná při snižování pružnosti u vysokopevnostních materiálů.
3. Použití menšího poloměru ohybu
Díky menšímu poloměru ohybu dochází k větší plastické deformaci materiálu, což snižuje elastické zotavení zodpovědné za pružnost. Je však třeba dbát na to, aby se zabránilo vytvoření příliš malého poloměru, který by mohl vést k praskání nebo poškození materiálu.
4. Výběr a zpracování materiálu
Výběr materiálů s nižší mezí kluzu nebo použití tepelného zpracování ke snížení tvrdosti materiálu může snížit pružnost. Například žíhání lze použít ke změkčení kovů, čímž se stanou tvárnějšími a méně náchylnými k pružnosti.
5. Simulace metodou konečných prvků (FEA)
Moderní softwarové nástroje, jako je metoda konečných prvků (FEA), umožňují výrobcům simulovat proces ohýbání a předpovídat stupeň pružnosti před fyzickým ohnutím plechu. Tyto simulace pomáhají inženýrům upravit parametry ohybu, aby zajistili přesné výsledky a snížili počet pokusů a omylů ve fázi výroby.
Nastavení vůle ohýbacích forem
Zmenšení mezery mezi formami pomáhá minimalizovat pružnost. Pokud je mezera mezi zakřivenými povrchy matrice menší než tloušťka materiálu, lze výrazně snížit odskok, což může vést i k mírnému negativnímu odskoku. Příliš malá mezera může vést ke ztenčení materiálu, poškrábání povrchu obrobku a zkrácení životnosti formy. Pokud se tloušťka bramy odchyluje negativně, může odskok způsobit i nadměrná mezera vytvořená mezi razníkem a formou. Řešením je konstrukce ohýbacích forem s nastavitelnou mezerou.
Vylepšení konstrukce ohýbacích forem
Na základě odhadovaných nebo experimentálních hodnot odrazu můžeme kompenzovat (nebo odečíst) rozdíly v rozsahu tvaru a velikostí pracovních částí formy tak, aby ohýbané díly splňovaly požadavky na tvar a velikost uvedené ve výkresu výrobku.
1) Úhel ohybu a odrazu měkkých materiálů, jako jsou měkké mosazi 0215, 0235, 08, 10, 20 a H2, je menší než 5 °. Pokud je odchylka tloušťky materiálu malá, lze na razníku nebo formě navrhnout sklon (kompenzační úhel odrazu). Mezera mezi razníkem a formou se rovná minimální tloušťce materiálu a k překonání odrazu lze použít i zápornou mezeru.
2) U měkkých materiálů, jako je měkká mosaz Q215, Q235, 08, 10, 20 a H62, pokud tloušťka materiálu přesahuje 0,8 mm a poloměr ohybu je velký, lze pracovní část razníku navrhnout s lokálními výstupky. Tím se koncentruje pracovní tlak razníku v zakřivených rozích.
Zvýšením napětí v ohybu jsme zvýšili složku plastické deformace v deformační zóně, zlepšili rozložení napětí, čímž jsme snížili elastickou deformaci a minimalizovali odraz v maximální možné míře.
3) U tvrdých materiálů, jako jsou Q275, 45, 50, H62, lze při poloměru ohybu r>t na formě nebo razníku navrhnout úhel kompenzace odrazu na základě předem odhadnutých nebo experimentálně získaných hodnot odrazu, aby se odraz eliminoval.
Alternativně může být horní část formy navržena jako obloukovitá plocha (pro ohýbání ve tvaru U), což má za následek lokální zpětné ohýbání ve spodní části. To znamená, že když je díl vyjmut z formy, odraz zpětné křivky způsobí negativní odraz na obou stranách, čímž se vykompenzuje kladný odraz bočních stěn.
4) U ohýbání ve tvaru Z mohou mít dva úhly ohybu ve tvaru Z různé hodnoty odrazu, což může způsobit, že horní a spodní povrchy součástí ve tvaru Z nebudou rovnoběžné. Aby se tomuto jevu zabránilo, měly by být razník a forma nakloněny směrem ven pod úhlem Δ φ. U plechů válcovaných za studena o tloušťce menší než 1 mm se úhel sklonu obvykle bere jako 2 °~3 °.
5) Pro měkčí materiály lze místo pevných forem použít pryžové formy, jak je znázorněno na obrázku 1-10. Vzhledem k tomu, že pryž může přenášet tlak v různých směrech podobně jako kapalina v pevné nádobě, dochází v procesu ohýbání k výhodným změnám ve srovnání s použitím pevných forem.
Deska je plně podepřena gumou, s pevnější oporou uprostřed než po stranách. Proto, když se dvě rovné stěny desky ohnou kolem zaoblených rohů razníku, plně přilnou k povrchu razníku a rovné stěny jsou méně náchylné k nadměrnému ohýbání, což snižuje odskok.
Pokud se použijí pryžové elastomery s vysokou tvrdostí, je efekt ještě lepší. Kromě vysoké přesnosti nezanechává použití pryžových forem škrábance na povrchu ohýbaných dílů a všestrannost pryžových a pryžových elastomerových forem je velmi dobrá.
Závěr
Pružení je inherentní výzvou při ohýbání plechů, která je způsobena elastickým zotavením materiálu po plastické deformaci. Stupeň pružení ovlivňují faktory, jako jsou vlastnosti materiálu, tloušťka plechu, poloměr ohybu a metoda ohýbání. Použitím strategií, jako je nadměrné ohýbání, úprava ohybových sil a simulační nástroje, však mohou výrobci efektivně řídit pružení a vyrábět vysoce kvalitní, přesně tvarované díly. Vzhledem k tomu, že poptávka po lehkých, pevných a přesných součástech v odvětvích, jako je automobilový a letecký průmysl, stále roste, zvládnutí řízení pružení zůstane kritickým aspektem výroby plechů.
SC Machinery je profesionál CNC ohraňovací lis a továrna na děrovací lisy a poskytujeme klientům ohýbací řešení již více než 25 let. Pokud potřebujete ohýbací stroje, neváhejte nás kontaktovat.




