
Tabla de contenido
Mejorar la precisión del corte de metales es esencialmente una optimización sistemática de la “precisión del equipo + parámetros del proceso + estado del material + control de la operación + factores ambientales”.
1. Mejora de la precisión de los equipos de corte de metales (Fundamentos principales)
1) Calidad y estado de la hoja
Factores clave: Calidad de la superficie de corte, altura de la rebaba, precisión dimensional.
- Seleccione materiales de alta calidad para las cuchillas (por ejemplo, Cr12MoV, SKD11).
- Control de dureza: HRC 58–62 (un valor demasiado bajo provoca desgaste, un valor demasiado alto provoca astillamiento).
- Rectitud del borde ≤ 0,01 mm/m
- Afilado regular (volumen de corte recomendado: 100.000 ciclos o ajustado según el material).
Enfoque en la optimización de la precisión del corte de metales:
- Paralelismo de la hoja superior e inferior
- Filo afilado (las cuchillas desafiladas son un obstáculo para la precisión).
2) Holgura de las palas (Uno de los parámetros más críticos)
La holgura determina directamente: Calidad de la superficie + Precisión dimensional + Rebabas
Valores empíricos recomendados (basados en la relación de espesor de la placa):
- Acero bajo en carbono: 5%–8% t
- Acero inoxidable: 6%–10% t
- Placa de aluminio: 3%–6% t
Ejemplo:
- Acero al carbono de 2 mm → Holgura aproximada de 0,1 a 0,16 mm
- Consecuencias de una autorización inapropiada:
- Demasiado grande → Rebabas grandes, desviaciones dimensionales
- Tamaño insuficiente → Desgaste rápido de la hoja, colapso de las esquinas, deformación
Recomendaciones:
- Utilice una estructura de holgura ajustable (eléctrica o CNC).
- Establecer parámetros de base de datos para diferentes materiales.
3) Rigidez del bastidor y precisión del riel guía
Impacto: Si se produce “cizallamiento por deformación” durante el proceso de cizallamiento.
- La soldadura de bastidores requiere un recocido general.
- Ajuste correctamente la holgura del riel guía (evite el balanceo).
- Rectitud de funcionamiento del deslizador ≤ 0,02 mm
Soluciones de alta gama:
- Estructura de marco cerrado (mayor resistencia a la deformación)
- Guías de rodillos o guías deslizantes de alta precisión
4) Estabilidad del sistema de presión
Función: Evita que la chapa metálica se mueva durante el corte.
- La fuerza de presión debe estar distribuida uniformemente.
- Espacio adecuado entre los pies de presión (para evitar deformaciones localizadas).
- Equipado con almohadillas anti-indentación (aluminio/acero inoxidable).
Sugerencias de actualización:
- Sistema de presión síncrono neumático-hidráulico
- Fuerza de presión ajustable
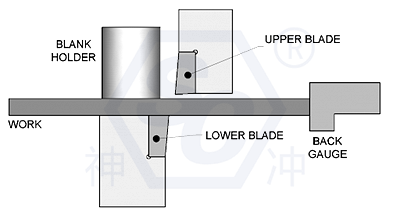
5) Precisión del sistema de tope trasero
El sistema central que determina la precisión dimensional del corte
Precisión de posicionamiento: ±0,05 mm (los modelos de gama alta pueden alcanzar ±0,02 mm) (mm). La repetibilidad es más crítica.
Puntos clave:
- Husillo de avance (preferiblemente husillo de bolas)
- Precisión de la guía lineal
- Respuesta del sistema servo
Recomendaciones:
- Utilice un servocontrolador (en lugar de un motor paso a paso).
- Agregar retroalimentación de regla de rejilla (control de bucle cerrado)
2. Optimización de parámetros del proceso (determina el resultado final)
1) Ángulo de corte
Impacto: Fuerza cortante y deformación de la lámina
- Ángulo pequeño → Alta precisión, pero alta carga
- Ángulo grande → Carga baja, pero propenso a la deformación
Recomendación:
- Corte de precisión → Ángulo pequeño (0,5°–1°)
- Placas gruesas → Ángulo ligeramente mayor (1°–3°)
2) Velocidad de corte
- Velocidad excesiva → Mayor vibración → Menor precisión
- Velocidad demasiado lenta → Baja eficiencia
Mejoramiento:
- Alta velocidad para placas delgadas
- Baja velocidad para el corte estable de placas gruesas.
3) Control de la posición de corte
- Punto de contacto inicial de la hoja estable
- Evitar el cizallamiento por impacto
Modelos de gama alta:
Utilice una válvula proporcional para controlar la velocidad de corte.
3. Control de factores materiales (a menudo pasado por alto)
1) Tensión interna del material
Problemas:
Deformación tras cizallamiento, inestabilidad dimensional
Soluciones:
Seleccione un material de lámina que alivie la tensión.
O realizar un pretratamiento (nivelación).
2) Planitud de la lámina
Desigualdad → Error de posicionamiento
Bordes ondulados → Dimensiones inexactas
Apoyo:
Máquina niveladora de precisión (muy recomendable)
3) Diferencias en la dureza del material
Diferentes materiales con los mismos parámetros producen resultados significativamente diferentes.
Recomendación:
Establecer una base de datos de materiales (material-espesor-hueco-ángulo)
4. Gestión de operaciones y procesos
1) Optimización del método de posicionamiento
Indicador delantero vs. indicador trasero
Los materiales en láminas de gran tamaño requieren soporte auxiliar.
Recomendación:
Utilice un sistema de soporte de alimentación frontal.
Evitar que el material de la lámina se hunda
2) Consistencia operativa
El error humano es la principal fuente de fluctuaciones en la precisión.
Solución:
Procedimientos Operativos Estándar (POE)
Sistema de posicionamiento automatizado
3) Estrategia de corte con múltiples cuchillas
Para requisitos de alta precisión:
Cizallamiento grueso + cizallamiento fino
5. Automatización y actualizaciones inteligentes (soluciones de alta gama)
- Optimización del sistema CNC: Recuperación automática de la base de datos de parámetros; Sistema de reconocimiento de materiales (gama alta)
- Sistema de ajuste automático de separación: ajuste automático basado en el espesor de la placa.
- Inspección por visión/sensores: Monitorización en tiempo real de las dimensiones de corte.
- Producción en línea (recomendada): Corte láser → Nivelación → Cizallado → Doblado
6. Factores ambientales y externos
– Influencia de la temperatura: La expansión y contracción térmica afectan corte de metales precisión (especialmente para placas largas)
Recomendación:
Taller sobre temperatura constante (escenarios de alta precisión)
– Vibración: Cimientos inestables → Disminución de la precisión
Recomendación: Cimentación independiente; Almohadillas amortiguadoras de vibraciones
7. Prioridad para mejorar la precisión del corte de metales (Recomendaciones prácticas)
Si desea mejorar rápidamente la precisión (mínima inversión → máximo efecto):
Primera prioridad (resultados inmediatos):
- Ajustar la separación de las cuchillas
- Reemplazar/afilar las cuchillas
- Calibrar el tope trasero
Segunda prioridad (mejora estable):
- Optimizar el sistema de sujeción
- Ajustar el ángulo de corte
- Nivelación de materiales
Tercera prioridad (actualización de gama alta):
- Sistema de tope trasero servo
- Control automático de la separación
- Base de datos inteligente
En la fabricación de alta gama, el corte ya no es solo un proceso básico de "cortar materiales", sino el primer obstáculo crítico que determina la precisión del doblado posterior, la calidad de la soldadura y la consistencia del ensamblaje.
8. Resumen
Para mejorar metal Para lograr precisión en el corte, concéntrese en estos 5 puntos clave:
- Espacio libre entre las palas (el más crítico)
- Precisión del tope trasero (garantía dimensional)
- Rigidez del equipo (cimentación estable)
- Parámetros de prensado y cizallamiento (control del proceso)
- Estado del material en láminas (control de origen)
El esquileo tradicional presenta los siguientes problemas:
- Errores dimensionales inconsistentes
- Rebabas grandes y mala calidad de la sección transversal.
- Deformación de la lámina, que afecta a los procesos posteriores.
- Gran dependencia del trabajo manual, lo que resulta en una mala uniformidad entre lotes.
SHENCHONG redefine los estándares de esquila: no se trata solo de "cortar", sino de cortar con precisión, constancia y control.
La diferencia entre un producto "calificado" y uno "de alta gama" radica en una máquina de corte de alta precisión.
✔ Precisión dimensional estable y controlable
✔ Sección transversal lisa y cortada con rebabas bajas
✔ Precisión de doblado posterior significativamente mejorada
✔ Mejora significativa de la consistencia en la producción por lotes
✔ Menor dependencia del trabajo manual, mayor eficiencia
Máquinas cizalladoras CNC de alta precisión SC wIdealmente utilizado en:
- Procesamiento de chapa metálica de precisión
- Fabricación de armarios eléctricos
- Productos de acero inoxidable
- Piezas de automóvil
- Fabricación de equipos de alta gama




