
Tabla de contenido
Las máquinas de corte láser de tuberías, gracias a la automatización y la tecnología láser, permiten que una sola máquina complete todos los procesos, como el corte, la perforación y el ranurado, mejorando la eficiencia y la precisión del procesamiento. Esto aumenta significativamente la eficiencia de la producción, reduce los costos, optimiza el uso de los materiales, fomenta la flexibilidad productiva y mejora integralmente la competitividad de la empresa.
A continuación se muestra una guía de funcionamiento para Máquinas de corte de tubos láserIncluye procedimientos operativos, parámetros clave, mantenimiento, problemas comunes y precauciones de seguridad. Es adecuado para capacitación, operación en el sitio y uso del cliente.
1. Composición y conceptos básicos del equipo de corte láser de tubos.
Una máquina típica de corte de tuberías por láser consta de los siguientes sistemas:
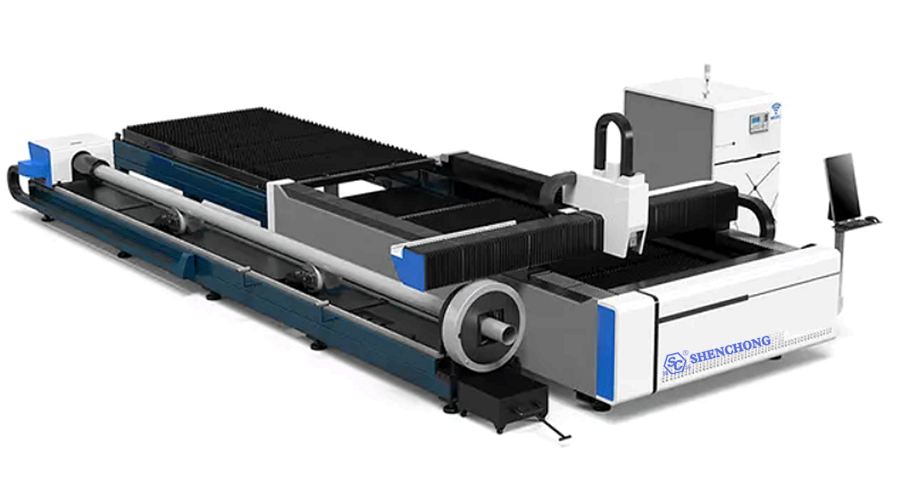
1) Sistema central
- Láser (principalmente láser de fibra)
- Cabezal de corte (autoenfoque)
- Sistema CNC (por ejemplo, TubePro/FSCUT)
- Marco de la máquina
2) Sistema de movimiento y sujeción
- Mandriles delantero y trasero (sujeción automática)
- Seguimiento posterior (evita que el tubo se caiga)
- Eje X/Y/Z + eje rotatorio (que permite el corte rotatorio del tubo)
3) Sistemas auxiliares
- Sistema de agua de refrigeración
- Sistema de eliminación de polvo
- Compresor de aire / sistema de gas (oxígeno / nitrógeno / aire)
- Sistema de alimentación automático (opcional)
2. Los preparativos más importantes antes de cortar tuberías
1) Confirmación precisa del material
Antes de cortar las tuberías, se debe confirmar lo siguiente:
- Material: Acero al carbono, acero inoxidable, aleación de aluminio, cobre, tubería galvanizada, etc.
- Espesor de pared: Tubo de pared delgada, espesor de pared estándar, tubo de pared gruesa
- Especificaciones: Diámetro exterior, diámetro interior, longitud, ovalidad
- Tipo de tubería: Tubería redonda, tubería cuadrada, tubería rectangular, tubería elíptica, tubería de acero en U, tubería de forma especial
- Estado de la superficie: Si hay aceite, óxido, recubrimiento o película de óxido.
Los distintos materiales presentan diferentes requisitos en cuanto a la tasa de absorción láser, el estado de fusión y las salpicaduras. Por ejemplo, en el acero inoxidable se suele priorizar la suavidad del corte, en el acero al carbono la eficiencia y el control de la escoria, mientras que en el aluminio y el cobre la potencia, el gas auxiliar y la seguridad frente a la reflexión son factores clave.
2) La tubería en sí debe ser suficientemente "regular".
Muchos problemas de corte no se deben a problemas con el equipo, sino más bien a problemas con la propia tubería:
- Ovalidad excesiva en tuberías redondas
- Gran error en la longitud de los lados de las tuberías cuadradas.
- Doblado de tuberías
- Extremos de tubería desiguales
- Protuberancias de soldadura evidentes
- Incrustaciones de óxido o manchas de aceite en la superficie.
Esto puede conducir a:
- Sujeción inestable
- Error de detección automática de bordes
- Desplazamiento de corte
- Perforación anormal
- Desequilibrio dinámico deficiente durante la rotación
3) La sujeción y el soporte deben ser fiables.
Durante el corte de tuberías, generalmente es necesario estabilizar la tubería mediante un mandril, un soporte de material y un soporte posterior.
Nota:
- La sujeción no debe ser demasiado floja, ya que de lo contrario provocará vibraciones, excentricidad y rotación asíncrona durante el corte.
- La sujeción no debe ser demasiado apretada, ya que podría dañar las tuberías de paredes delgadas o deformarlas. Las tuberías largas deben contar con el soporte adecuado para evitar que se comben en la sección central.
- Al cortar hasta el final, si el material restante es demasiado corto, tiende a vibrar y requiere especial atención.
4) Primero se deben revisar los planos y la disposición.
Muchos de los procesos de reelaboración por lotes se deben a problemas en la programación inicial.
Antes de cortar la tubería, confirme lo siguiente:
- ¿Las dimensiones que aparecen en el dibujo son completas?
- ¿Son correctas las posiciones iniciales?
- ¿Es correcto el ángulo de biselado?
- ¿Se han reservado espacios razonables en las juntas de empalme?
- ¿Son adecuados los orificios de los nodos, los orificios de soldadura y los orificios de posicionamiento para el posterior ensamblaje?
En el caso de las tuberías cortadas con láser, "poder cortar" no significa "poder ensamblar". Es necesario considerar de antemano las tolerancias de ensamblaje posteriores.
3. Procedimientos de operación de la máquina de corte láser de tuberías (Pasos estándar)
1) Inspección previa al arranque
- Compruebe la presión del gas (oxígeno/nitrógeno/aire).
- Compruebe la temperatura del agua del enfriador (generalmente entre 20 y 25 ℃).
- Compruebe el estado de la lubricación.
- Compruebe el funcionamiento del mandril.
Importante:
El láser debe encenderse con agua antes de ponerlo en marcha.
Confirme que no haya fugas de aire ni alarmas.
2) Secuencia de inicio
- Encienda la alimentación principal
- Arranque el enfriador
- Arranque del compresor de aire/sistema de gas
- Sistema de control de arranque (CNC)
- Encienda el láser
Está estrictamente prohibido utilizar una secuencia incorrecta, de lo contrario el láser se dañará.
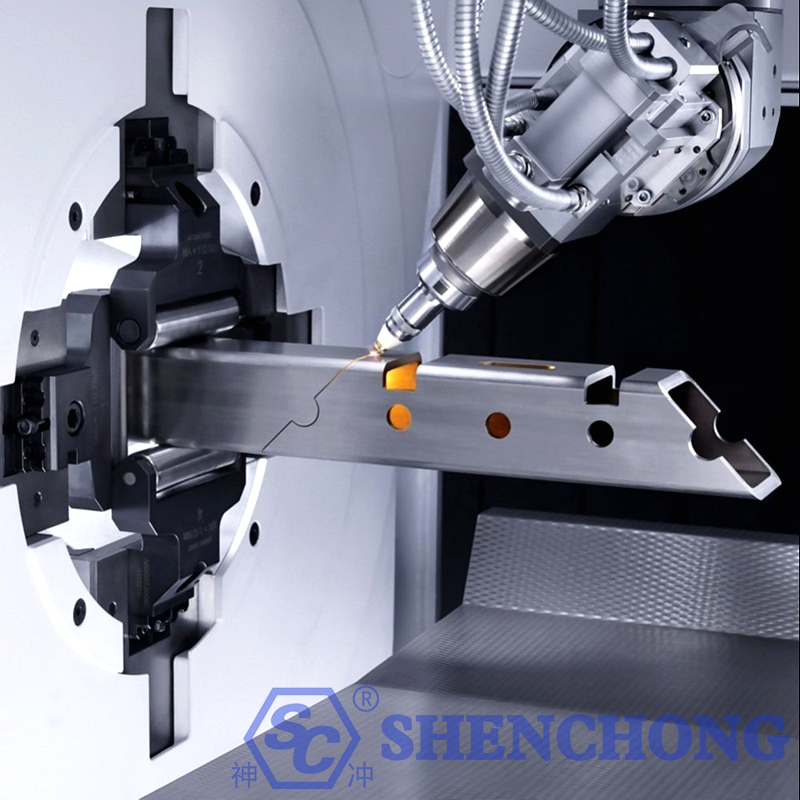
3) Carga y posicionamiento
- Coloque el tubo en el mandril.
- Sujeción automática/manual
- Tipo de tubería (redonda/cuadrada/forma irregular)
- Realizar la alineación (centrado)
Puntos clave:
La tubería no debe doblarse excesivamente. En el caso de tuberías largas, es necesario activar el soporte de seguimiento.
4) Importación y diseño del programa
- Importar planos (normalmente CAD/Tekla/SolidWorks)
- Generar automáticamente trayectorias de corte
- Establecer la secuencia de corte (reducir la deformación)
Recomendación:
- Prioriza el corte de agujeros pequeños. → Vuelve a cortar el contorno.
- Evite la concentración continua de calor.
5) Configuración de parámetros (Núcleo)
Parámetros comunes:
- Potencia del láser
- Velocidad de corte
- Tipo de gas y presión
- Posición de enfoque
Ejemplos de parámetros (Referencia):
Material | Espesor | Gas | Fuerza | Características |
Acero carbono | 3mm | Oxígeno | Medio | Corte rápido |
Acero inoxidable | 3mm | Nitrógeno | Alto | Libre de oxidación |
Aluminio | 2 mm | Nitrógeno | Alto | Antirreflectante |
6) Comienza a cortar
- Ensayo preliminar para comprobar la trayectoria.
- Corte de prueba de baja potencia
- Corte formal
Puntos clave de funcionamiento de la máquina de corte láser de tuberías:
- Observa el estado de Spark en tiempo real.
- Compruebe si hay holgura en el mandril.
- Presta atención a los sonidos anormales.
7) Descarga
- Suelta a Chuck después de cortar
- Limpiar los restos de material
- Clasificar y apilar el material
4. Técnicas clave para el corte de tubos con láser
1) Selección adecuada del punto focal
El punto focal afecta directamente al ancho del corte, la acumulación de escoria, la zona afectada por el calor y la perpendicularidad del corte.
En términos generales:
Tubos de paredes delgadas: Prefieren puntos focales más pequeños y velocidades más altas para reducir la entrada de calor.
- Tubos de paredes gruesas: Requieren una concentración de energía más estable para garantizar la penetración y la eliminación de la escoria.
- Acero inoxidable: Suele buscar una sección transversal más lisa y una menor oxidación.
- Acero al carbono: Se suele utilizar el corte asistido por oxígeno para aumentar la velocidad, pero requiere control de los bordes oxidados.
Un ajuste incorrecto del punto focal se manifiesta comúnmente como:
- Abertura superior grande, abertura inferior pequeña
- Acumulación severa de escoria en la abertura inferior
- Superficie de corte ennegrecida o amarillenta
- Tiempo de perforación excesivamente largo
- Una notable conicidad en la sección transversal
Empíricamente, el punto focal no es un valor fijo, sino que debe ajustarse dinámicamente en función del diámetro del tubo, el espesor de la pared, el material y las condiciones del gas.

2) La velocidad de corte debe coincidir con la potencia.
Demasiado lento:
Aporte excesivo de calor, corte más ancho, deformación de la tubería, ablación superficial severa, mayor acumulación de escoria en el borde inferior.
Demasiado rápido:
Corte incompleto, corte intermitente, formación de hilos en los bordes, residuos en la cola, desviación magnificada de la posición del orificio. El enfoque correcto no consiste en buscar ciegamente una mayor velocidad, sino en encontrar una ventana de tiempo estable.
Especialmente en:
Tuberías redondas pequeñas, tuberías de acero inoxidable de paredes delgadas, esquinas de tuberías de forma irregular, formas complejas con agujeros o ranuras. Estas zonas son más propensas a sufrir una degradación localizada de la calidad debido a una velocidad inadecuada.
3) La selección de gas asistida es crucial
El gas auxiliar afecta no solo a la eliminación de escoria, sino también a la oxidación, al color del corte y a la velocidad de corte.
- Oxígeno
Adecuado para chapas/tubos gruesos de acero al carbono; reacción exotérmica, alta eficiencia de corte, pero el corte se oxidará, lo que dará como resultado un color de borde más oscuro.
Ventajas:
- Alta velocidad
- Adecuado para acero al carbono más grueso
- Buena penetración
Desventajas:
- Oxidación significativa en el corte
- Gran zona afectada por el calor
- La soldadura y la pintura posteriores pueden requerir un tratamiento de la capa de óxido.
- Nitrógeno
Se utiliza habitualmente para acero inoxidable, aleaciones de aluminio y otras aplicaciones que requieren una alta calidad de corte.
Ventajas:
- Corte suave
- Menor oxidación
- Buena calidad superficial
- Procesamiento posterior más sencillo
Desventajas:
- Altos requisitos de presión y pureza del gas.
- Costo relativamente más alto
- La velocidad de corte puede disminuir para materiales de paredes gruesas.
- Aire
Adecuado para algunas aplicaciones de bajo coste y requisitos sencillos, o para el procesamiento económico de materiales delgados.
Ventajas:
- Bajo costo
- Gran comodidad
Desventajas:
- Generalmente, menor calidad de corte.
- Oxidación significativa
- No es ideal para piezas de alta exigencia.
4) El método de perforación debe optimizarse según el espesor de la pared.
En el corte de tuberías, la perforación es un paso crucial. Una perforación deficiente afecta directamente la calidad del corte posterior.
Técnicas comunes:
- Los tubos de paredes delgadas deben perforarse rápidamente para reducir la acumulación de calor.
- Los tubos de paredes gruesas deben perforarse por etapas para evitar salpicaduras de escoria.
- Se debe evitar perforar a lo largo de los bordes estructurales críticos en formas complejas.
- Los materiales altamente reflectantes requieren especial atención a los riesgos de reflexión y retroiluminación.
Un piercing inestable puede provocar fácilmente:
- Sobrecalentamiento en el punto de corte inicial
- Colapso en el borde del agujero
- Salpicaduras de escoria contaminan la lente
- Brecha al inicio del corte
5) Planificación adecuada de la trayectoria de corte
La planificación de la trayectoria es crucial, especialmente para piezas complejas con agujeros, ranuras, aberturas, biseles y extremos empalmados.
Principios de planificación de rutas:
- Primero, recorta los rasgos internos y luego el contorno exterior.
- Primero haz los agujeros pequeños, luego los grandes.
- Primero, corta las zonas estables y luego las zonas fácilmente deformables.
- El material residual se vuelve cada vez más inestable hacia el final; el trazado debe tener en cuenta la forma de sostener el material restante.
- Evite cortar los soportes en los puntos estructurales débiles.
Para tubos cuadrados, rectangulares o de forma irregular, se debe prestar especial atención a la acumulación de calor en las esquinas y a la desaceleración en las mismas durante la planificación de la trayectoria. De lo contrario, podrían producirse perforaciones o curvaturas excesivas en las esquinas.
6) Reduce la velocidad en las curvas y puntos de inflexión.
Las esquinas son una de las zonas más problemáticas al cortar tuberías.
Esto se debe a que cuando el cabezal láser gira:
- Cambios de velocidad
- Cambios en la distribución de energía
- Cambios de estado en el baño de fusión
- Cambios en la aceleración/desaceleración del sistema mecánico
Sin control en las curvas, los problemas comunes incluyen:
- Sobrecalentamiento en las curvas
- Radio de filete excesivo
- Desviaciones dimensionales
- Corte tembloroso
- Acumulación de escoria en las esquinas
Por lo tanto, se deben realizar los ajustes apropiados en función del dibujo:
- Reducción de velocidad en curva
- Compensación de potencia en el punto de inflexión
- Transición de filete pequeño
- Entrada/salida de herramientas optimizada
7) Manipulación especial de los residuos de los extremos de las tuberías y del material de cola.
Muchos accidentes al cortar tuberías ocurren en la sección final del material residual.
Las razones son:
- Las tuberías más cortas dan como resultado una menor rigidez.
- El centro de sujeción cambia.
- El material restante es más ligero, lo que provoca una inercia rotacional inestable.
- Es propenso a chocar con el mandril, el soporte o el cabezal de corte.
Por lo tanto, es necesario planificar con anticipación para:
La longitud del material restante; el método para recuperar el material restante; la velocidad y la estrategia de sujeción para los últimos cortes; y si se necesita un programa especial para el material restante.
8) La altura del soporte de seguimiento debe ajustarse correctamente.
Las tuberías largas, pesadas y de gran diámetro requieren especialmente soportes adicionales. Una altura de soporte incorrecta provocará:
- Caída de la tubería
- Desviación de corte
- carrera rotacional
- Error de posición del orificio
- Arañazos superficiales
Si el soporte es demasiado alto, puede resultar inestable. Si es demasiado bajo, puede doblar la tubería. Lo ideal es que la tubería ruede o gire suavemente durante el proceso de corte, sin apenas suspensión ni presión.
5. Consideraciones clave para el corte de tuberías de diferentes materiales
1) Tubos redondos
Los tubos redondos son el tipo más común.
Consideraciones clave:
- Coaxialidad de la rotación
- Alineación de sujeción central
- Error de redondez
- Precisión de posicionamiento durante la perforación de agujeros
Problemas comunes con tuberías redondas:
- Agujero desplazado alrededor de la circunferencia
- No perpendicularidad de la cara del extremo cortado
- Corte inestable en las costuras de soldadura
- Deformación de tuberías de pequeño diámetro
2) Tubos cuadrados/rectangulares
Consideraciones clave:
- Acumulación de calor en las esquinas
- Precisión dimensional de las esquinas
- Planitud de la superficie de sujeción
- Razonabilidad de la trayectoria de la esquina del cabezal de corte
Las esquinas de los tubos cuadrados suelen ser más propensas al sobrecalentamiento o a la acumulación de escoria que los bordes, debido a que el calor se concentra más en las esquinas y la trayectoria de corte es más compleja.
3) Tuberías de paredes delgadas
La clave para cortar tuberías de paredes delgadas es "reducir el aporte de calor".
Notas:
- Velocidad de corte rápida pero estable
- Más sensible al punto focal y a la presión atmosférica.
- La fuerza de sujeción no debe ser excesiva
- El soporte no debe dañar la pared de la tubería.
- Los agujeros pequeños y las ranuras estrechas son propensos a la deformación.
4) Tuberías de paredes gruesas
La clave para cortar tuberías de paredes gruesas reside en "garantizar la penetración y la eliminación de la escoria".
Nota:
- Se requiere suficiente potencia y presión de gas.
- Es necesario un tiempo de perforación suficiente.
- La velocidad no debe ser excesivamente rápida sin control.
- La protección de las lentes es primordial.
- El riesgo de reflujo de escoria es mayor.
5) Tubos de material altamente reflectante
Para materiales como el aluminio, el cobre y muchos materiales recubiertos, tenga en cuenta lo siguiente:
- Riesgo de reflexión
- Ventana de proceso estrecha
- Altos requisitos para la protección de lentes y cabezales de corte.
- Es necesario considerar los parámetros con mayor detenimiento.
6. Mantenimiento (Puntos clave)
Mantenimiento diario:
- Limpie la lente del cabezal de corte.
- Compruebe si la boquilla está dañada.
- Limpiar los restos de la mesa de trabajo
- Compruebe la presión del aire y la temperatura del agua.
Mantenimiento semanal:
- Compruebe la lubricación del riel guía.
- Compruebe la precisión de la sujeción del mandril.
- Limpie el colector de polvo
Mantenimiento mensual:
- Calibrar la trayectoria óptica
- Comprobar el estado del láser
- Sustituir los filtros (gas/agua)
Lista de partes vulnerables:
- Boquilla
- Lente protectora
- Anillo de sellado
- elemento filtrante
Se recomienda mantener un inventario de repuestos.
7. Problemas comunes y soluciones en el corte láser de tuberías
1) Corte incompleto
Causas:
- Potencia insuficiente
- Enfoque incorrecto
- Presión de aire insuficiente
Soluciones:
- Aumentar potencia / Disminuir velocidad
- Reenfocar
2) Rebabas severas
Causas:
- Velocidad excesiva
- Baja pureza del gas
- Boquilla dañada
Soluciones:
- Ajustar parámetros
- Reemplazar el gas / boquilla
3) Corte ennegrecido (acero inoxidable)
Causas:
- Utilizando oxígeno
- Presión de nitrógeno insuficiente
Soluciones:
- Utilice nitrógeno a alta presión.
4) Vibración de la tubería
Causas:
- Apoyo insuficiente
- mandril suelto
Soluciones:
- Habilitar el soporte de seguimiento
- Compruebe la fuerza de sujeción.
8. Precauciones de seguridad
El corte de tubos por láser es un proceso que utiliza un dispositivo de alta potencia, alta velocidad, luz de alta intensidad y alto flujo de aire; la seguridad es primordial.
1) Deben estar instaladas gafas protectoras y puertas de seguridad.
No se debe observar el láser directamente; se deben tomar las medidas de protección adecuadas según los requisitos del equipo.
2) Tenga en cuenta los riesgos de reflexión.
Especialmente al cortar materiales altamente reflectantes como el aluminio, el cobre y el latón, la luz reflejada puede dañar el equipo.
3) Estricta prevención de incendios
Durante el corte de tubos se producirán chispas, escoria fundida y salpicaduras calientes.
Se deberá tomar lo siguiente en el lugar:
- Limpiar los materiales inflamables
- Equipar con equipos de extinción de incendios
- Controlar la acumulación de escoria en el extremo de corte.
- Evitar la acumulación de aceite
4) Riesgo de pellizco mecánico
El mandril, el soporte y el mecanismo de alimentación presentan riesgo de atrapamiento. Al ajustar la máquina y cambiar de material, es imprescindible desconectar la alimentación eléctrica o realizar las operaciones siguiendo las normas establecidas.
5) Seguridad con gases a alta presión
Las bombonas de gas, las tuberías y las válvulas reductoras de presión deben inspeccionarse periódicamente para evitar fugas y sobrepresiones.
9. Resumen
En el procesamiento tradicional de tuberías, se realizan por separado múltiples procesos como el aserrado, el punzonado y la perforación, lo que da como resultado una baja eficiencia, una precisión inconsistente y una gran dependencia de la experiencia manual.
Ante las actuales exigencias de fabricación en materia de alta precisión, entrega rápida y producción flexible, los equipos tradicionales ya no pueden dar soporte al desarrollo estandarizado y a gran escala de las empresas.
Las máquinas de corte láser de tuberías integran tecnología láser de fibra de alto rendimiento con sistemas CNC inteligentes, logrando un procesamiento automatizado e integrado desde la carga, el posicionamiento y el corte hasta la descarga.
Máquina de corte láser de tuberías Procedimiento operativo:
Inspección → Puesta en marcha → Sujeción → Ajuste de parámetros → Corte de prueba → Corte directo → Apagado
Corte láser de tubos Puntos clave de uso:
- Enfriar antes de usar el láser (proteger el láser)
- Sujeción del mandril + alineación concéntrica (garantiza la precisión)
- Ajuste los parámetros a los materiales (potencia/velocidad/gas).
- Es obligatorio realizar una prueba de corte (para evitar el desperdicio del lote).
- No abandone al operario durante el corte (para evitar accidentes).
- Siga la secuencia de apagado correcta (para prolongar la vida útil de la máquina).




