
Table des matières
Améliorer la précision du cisaillement des métaux consiste essentiellement en une optimisation systématique de « la précision de l'équipement + les paramètres du processus + l'état du matériau + le contrôle des opérations + les facteurs environnementaux ».
1. Amélioration de la précision des équipements de cisaillement des métaux (Fondements essentiels)
1) Qualité et état de la lame
Facteurs clés : Qualité de la surface de cisaillement, hauteur des bavures, précision dimensionnelle
- Sélectionnez des matériaux de lames de haute qualité (par exemple, Cr12MoV, SKD11)
- Contrôle de la dureté : HRC 58–62 (une dureté trop faible entraîne l’usure, une dureté trop élevée entraîne l’écaillage)
- Rectitude des bords ≤ 0,01 mm/m
- Affûtage régulier (Volume de cisaillement recommandé : 100 000 cycles ou ajusté en fonction du matériau)
Objectif : Optimisation de la précision du cisaillement des métaux
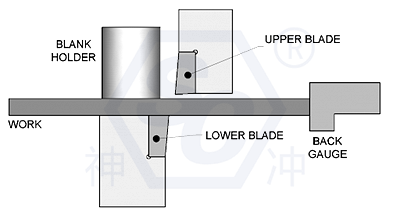
- Parallélisme des lames supérieure et inférieure
- Tranchant (les lames émoussées nuisent à la précision)
2) Jeu des pales (L'un des paramètres les plus critiques)
Le jeu détermine directement : la qualité de surface, la précision dimensionnelle et les bavures.
Valeurs empiriques recommandées (basées sur le rapport d'épaisseur de la plaque) :
- Acier à faible teneur en carbone : 5%–8% t
- Acier inoxydable : 6%–10% t
- Plaque en aluminium : 3%–6% t
Exemple:
- Acier au carbone de 2 mm → Jeu d'environ 0,1 à 0,16 mm
- Conséquences d'une autorisation inappropriée :
- Trop grand → Grosses bavures, écarts dimensionnels
- Dimension insuffisante → Usure rapide de la lame, affaissement des angles, déformation
Recommandations :
- Utiliser une structure à dégagement réglable (électrique ou CNC)
- Définir les paramètres de la base de données pour différents matériaux
3) Rigidité du châssis et précision du rail de guidage
Impact : Si un « cisaillement par déformation » se produit pendant le processus de cisaillement
- Le soudage du châssis nécessite un recuit global
- Ajustez correctement le jeu du rail de guidage (évitez le balancement).
- Rectitude du curseur ≤ 0,02 mm
Solutions haut de gamme :
- Structure à cadre fermé (résistance accrue à la déformation)
- Rails de guidage à roulement ou rails de guidage coulissants de haute précision
4) Stabilité du système de pression
Fonction : Empêche le déplacement de la tôle pendant le cisaillement.
- La force de pression doit être répartie uniformément.
- Espacement correct entre les pieds de pression (éviter les déformations locales)
- Équipé de patins anti-indentation (aluminium/acier inoxydable)
Suggestions de mise à niveau :
- Système de pression synchrone air-hydraulique
- force de pression réglable
5) Précision du système de butée arrière
Le système central déterminant la précision dimensionnelle du cisaillement
Précision de positionnement : ±0,05 mm (jusqu’à ±0,02 mm pour les modèles haut de gamme). La répétabilité est un critère plus important.
Points clés :
- Vis mère (vis à billes de préférence)
- précision du guidage linéaire
- Réponse du système servo
Recommandations :
- Utilisez un servomoteur (au lieu d'un moteur pas à pas).
- Ajouter un retour d'information sur la règle à grille (contrôle en boucle fermée)
2. Optimisation des paramètres du processus (détermine le résultat final)
1) Angle de cisaillement
Impact : Force de cisaillement et déformation de la tôle
- Petit angle → Haute précision, mais charge élevée
- Grand angle → Faible charge, mais sujet à la déformation
Recommandation:
- Cisaillement de précision → Petit angle (0,5°–1°)
- Plaques épaisses → Angle légèrement plus grand (1°–3°)
2) Vitesse de cisaillement
- Vitesse trop élevée → Vibrations accrues → Précision diminuée
- Vitesse trop faible → Faible efficacité
Optimisation:
- Haute vitesse pour plaques minces
- Faible vitesse pour un cisaillement stable des plaques épaisses
3) Contrôle de la position de coupe
- Point de contact initial de la lame stable
- Éviter le cisaillement par impact
Modèles haut de gamme :
Utilisez une vanne proportionnelle pour contrôler la vitesse de coupe
3. Maîtrise des facteurs matériels (souvent négligée)
1) Contraintes internes du matériau
Problèmes :
Déformation après cisaillement, instabilité dimensionnelle
Solutions:
Choisir un matériau de feuille anti-stress
Ou effectuer un prétraitement (nivellement)
2) Planéité de la feuille
Irrégularité → Erreur de positionnement
Bords ondulés → Dimensions inexactes
Soutien:
Machine de nivellement de précision (Fortement recommandée)
3) Différences de dureté des matériaux
Des matériaux différents, présentant les mêmes paramètres, produisent des résultats significativement différents.
Recommandation:
Créer une base de données de matériaux (matériau-épaisseur-écart-angle)
4. Gestion des opérations et des processus
1) Optimisation de la méthode de positionnement
Jauge avant vs. Jauge arrière
Les matériaux en feuilles de grande taille nécessitent un support auxiliaire
Recommandation:
Utilisez un système de support d'alimentation frontale
Prévenir l'affaissement du tissu
2) Cohérence opérationnelle
L'erreur humaine est la principale source de fluctuations de précision.
Solution:
Procédures opérationnelles standard (POS)
Système de positionnement automatisé
3) Stratégie de cisaillement à lames multiples
Pour les exigences de haute précision :
Tonte grossière + tonte fine
5. Automatisation et mises à niveau intelligentes (solutions haut de gamme)
- Optimisation des systèmes CNC : rappel automatique de la base de données des paramètres ; système de reconnaissance des matériaux (haut de gamme)
- Système de réglage automatique de l'écartement : réglage automatique en fonction de l'épaisseur de la plaque
- Inspection par vision/capteurs : surveillance en temps réel des dimensions de cisaillement
- Production en ligne (recommandée) : Découpe laser → Planage → Cisaillage → Pliage
6. Facteurs environnementaux et externes
– Influence de la température : La dilatation et la contraction thermiques ont un effet cisaillement des métaux précision (surtout pour les plaques longues)
Recommandation:
Atelier sur la température constante (scénarios de haute précision)
– Vibrations : Fondation instable → Précision réduite
Recommandation : Fondation indépendante ; Patins amortisseurs de vibrations
7. Priorité à l'amélioration de la précision du cisaillement des métaux (Recommandations pratiques)
Si vous souhaitez améliorer rapidement votre précision (investissement minimal → effet maximal) :
Priorité absolue (résultats immédiats) :
- Ajuster l'écartement des lames
- Remplacer/réaffûter les lames
- Calibrer la butée arrière
Deuxième priorité (Amélioration stable) :
- Optimiser le système de serrage
- Ajuster l'angle de cisaillement
- Nivellement des matériaux
Troisième priorité (mise à niveau haut de gamme) :
- Système de butée arrière servo
- Contrôle automatique de l'écartement
- Base de données intelligente
Dans le secteur manufacturier haut de gamme, le cisaillement n'est plus seulement un processus de base de « découpe de matériaux », mais le premier obstacle critique déterminant la précision du pliage ultérieur, la qualité du soudage et la cohérence de l'assemblage.
8. Résumé
Pour améliorer métal Pour une précision de cisaillement optimale, concentrez-vous sur ces 5 points clés :
- Dégagement de la lame (le plus critique)
- Précision de la butée arrière (assurance dimensionnelle)
- Rigidité de l'équipement (fondation stable)
- Paramètres de pressage et de cisaillement (contrôle de processus)
- État des matériaux en feuilles (contrôle à la source)
La tonte traditionnelle se heurte aux problèmes suivants :
- Erreurs dimensionnelles incohérentes
- Gros défauts de coupe et mauvaise qualité de section transversale
- Déformation de la tôle, affectant les processus ultérieurs
- Forte dépendance au travail manuel, entraînant une faible homogénéité des lots.
SHENCHONG redéfinit les normes de tonte : non pas simplement « couper », mais couper avec précision, de manière constante et maîtrisée.
De « qualifié » à « haut de gamme », la différence réside dans une machine de cisaillement de haute précision.
✔ Précision dimensionnelle stable et contrôlable
✔ Section transversale cisaillée lisse avec bavures réduites
✔ Précision de pliage ultérieure nettement améliorée
✔ Amélioration significative de la régularité de la production par lots
✔ Réduction de la dépendance au travail manuel, efficacité accrue
Machines de cisaillement de plaques CNC haute précision SC wIdéalement utilisé dans :
- Traitement de précision de la tôle
- fabrication d'armoires électriques
- Produits en acier inoxydable
- Pièces automobiles
- Fabrication d'équipements haut de gamme




