
Table des matières
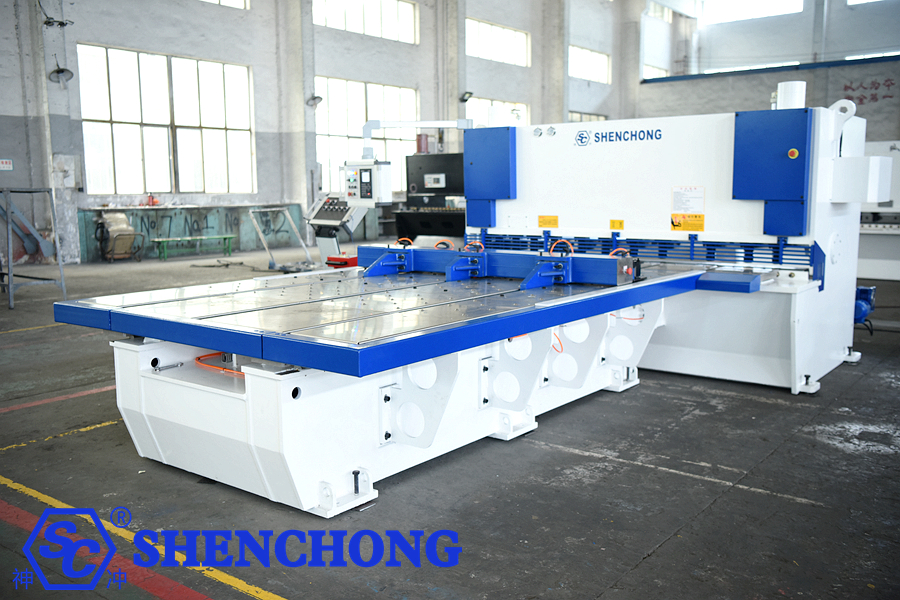
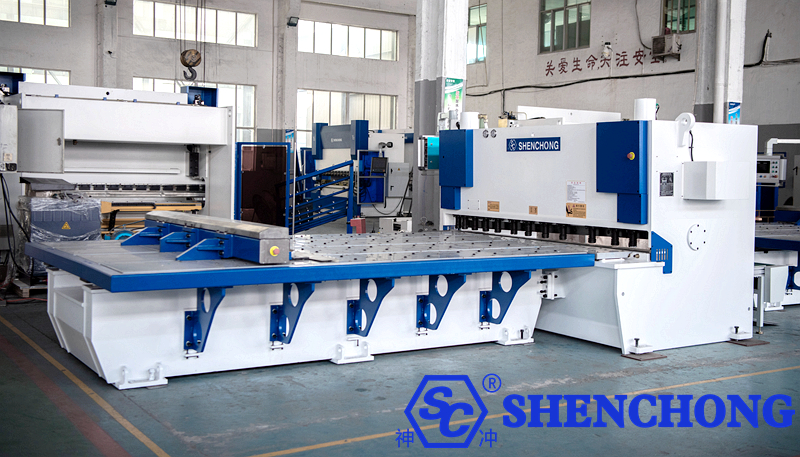
La cisaille CNC à alimentation frontale est une cisaille à tôle traditionnelle dotée d'un mécanisme d'alimentation frontale automatisé. Elle alimente automatiquement la tôle en position de cisaillement selon les dimensions définies, garantissant ainsi un cisaillement très efficace et précis. Elle est couramment utilisée dans des secteurs tels que l'usinage de la tôle, l'automobile, l'électroménager, les machines de construction et les plaques bipolaires pour piles à combustible.
Comparées aux cisailles traditionnelles, les principales caractéristiques et avantages des cisailles à alimentation frontale résident dans l'automatisation, la précision et la continuité. Une analyse détaillée est présentée ci-dessous.
1. Qu'est-ce qu'une cisaille à alimentation frontale CNC ?

1) Définition
UN cisaille à plaques à alimentation frontale est une machine automatisée qui intègre une cisaille hydraulique, un système d'alimentation servo et un système de contrôle CNC.
Il utilise un mécanisme d'alimentation frontale pour alimenter une feuille de métal entière dans la zone de cisaillement, où elle est cisaillée en sections à la longueur souhaitée jusqu'à ce que la feuille entière soit traitée.
2) Composants de la cisaille à alimentation frontale
La cisaille guillotine hydraulique :
- Fournit la puissance nécessaire pour cisailler la feuille.
- L'épaisseur et la largeur de cisaillement dépendent du modèle de machine.
Mécanisme d'alimentation avant :
- Utilise généralement un servomoteur + une vis à billes/un entraînement à crémaillère et pignon.
- Il offre des fonctions de positionnement, de serrage et d'alimentation automatiques.
- Le contrôle programmable permet une alimentation et un cisaillement automatisés en plusieurs étapes.
Système CNC/PLC :
- Contrôle la précision de l'alimentation et synchronise le cisaillement.
- Peut stocker plusieurs programmes de processus de cisaillement.
- Les rails de serrage et de guidage assurent une alimentation des feuilles fluide et précise.
3) Principe de fonctionnement
- La feuille est placée sur la plate-forme d'alimentation.
- Le mécanisme d'alimentation avant serre la feuille et l'alimente le long de la course définie.
- Lorsque la feuille atteint la position définie, la cisaille commence à appuyer vers le bas pour couper.
- Après avoir terminé un cycle de cisaillement, la machine entre automatiquement dans le cycle suivant jusqu'à ce que la feuille entière soit fendue.
2. Caractéristiques des cisailles à alimentation frontale
Les cisailles CNC à alimentation frontale intègrent un système d'alimentation frontale automatique (généralement un servomoteur + vis/crémaillère ou rouleau) et une cisaille à portillon/rotation traditionnelle, permettant ainsi un positionnement, un serrage, une alimentation et un cisaillage automatiques et intégrés. Elles conviennent à la découpe par lots, à longueur fixe ou multi-sections.
Fonctionnalités principales :
- Alimentation automatique : alimente en continu le matériau selon des dimensions prédéfinies, réduisant ainsi l'alignement et la manipulation manuels.
- Positionnement de haute précision : le contrôle en boucle fermée du servo/codeur permet d'obtenir une précision de positionnement de ± 1 mm pour les tôles fines (selon le modèle de machine et les conditions de fonctionnement).
- Traitement par lots programmable : la CNC/PLC peut stocker plusieurs programmes de cisaillement, prenant en charge la coupe continue de plusieurs processus.
- Système de serrage et de support : Le serrage automatique, la butée arrière réglable et les guides latéraux assurent la stabilité du matériau.
- Interface homme-machine et intégration logicielle : Certains modèles prennent en charge l'intégration avec des logiciels d'imbrication, permettant la génération directe de plans de coupe à partir du schéma de coupe. Extension modulaire : Les périphériques optionnels incluent l'alimentation étendue, l'inversion, le transport des chutes et la palettisation automatique.
1) Alimentation automatisée
Le mécanisme d'alimentation entraîné par servomoteur permet une alimentation et un positionnement précis des plaques.
Plusieurs réglages de longueur sont disponibles, permettant plusieurs opérations de cisaillement continues sur une seule plaque.
2) Contrôle CNC
Les processus d'alimentation et de cisaillement sont contrôlés par un système PLC ou CNC.
La programmation paramétrée est prise en charge, permettant le stockage des processus fréquemment utilisés pour réduire les paramètres répétitifs.
3) Mécanisme d'alimentation de haute précision
Utilise une vis à billes ou un entraînement à crémaillère pour une précision de positionnement élevée (généralement de ± 0,1 mm).
Un mécanisme de serrage assure la rectitude et la stabilité de la plaque.
4) Hautement intégré à la cisaille
Le système d'alimentation frontal s'intègre parfaitement à la porte hydraulique/aux cisailles pivotantes pour un fonctionnement coordonné.
Chargement et déchargement faciles, avec un encombrement relativement compact.
5) Très adaptable
Compatible avec une variété de types de plaques, notamment l'acier au carbone, l'acier inoxydable et l'aluminium.
Convient au déchargement automatique de plaques épaisses, moyennes et fines.

Points techniques clés (facteurs clés de performance) :
- Précision d'alimentation : déterminée par le servo + l'encodeur, l'erreur de transmission et la rigidité du guidage et du dispositif.
- Méthode et force de serrage : une force de serrage insuffisante peut provoquer un glissement du matériau, tandis qu'une force excessive peut provoquer une déformation.
- Correspondance course/vitesse : la course d'avance et le profil d'accélération/décélération doivent correspondre au cycle de coupe pour éviter les bourrages et l'attente.
- Écart de lame : le réglage de la lame a un impact direct sur la qualité de coupe et la durée de vie de la matrice.
- Système de butée arrière : la précision du positionnement de la butée arrière affecte la stabilité de la longueur.
- Programme de contrôle et interface homme-machine : la convivialité a un impact sur l'efficacité de la commutation et le taux d'erreur de l'opérateur.
- Capacité de manutention des matériaux : la largeur maximale, l'épaisseur maximale et les matériaux à haute tension/élasticité (comme l'acier inoxydable fin) nécessitent des configurations spécifiques.
- Gestion des rebuts et des inversions : la gestion des rebuts est essentielle dans la production de masse, car le non-respect de cette règle peut avoir un impact sur le temps de cycle et la sécurité.
Entretien et durée de vie :
- Au quotidien : Maintenez les glissières propres et lubrifiez-les régulièrement, inspectez et serrez les fixations et les éléments de fixation.
- Périodique : Détecter et affûter/remplacer l'usure de la lame, remplacer l'huile hydraulique et les filtres et calibrer les paramètres du système servo.
- Pièces de rechange : une stratégie de pièces de rechange doit être en place pour les jeux de lames, les butées arrière, les joints de cylindre, les capteurs et les servomoteurs.
- Formation : Les opérateurs et le personnel de maintenance de première ligne doivent recevoir une formation sur le réglage de l’écartement des lames, le réglage de la force de serrage et les interventions d’urgence.
- Un entretien approprié peut prolonger considérablement la durée de vie des machines-outils et maintenir leur précision (les intervalles d'entretien typiques comprennent des inspections quotidiennes, mensuelles et annuelles).
Liste de contrôle de sélection :
- Spécifiez le type de matériau (acier au carbone/acier inoxydable/aluminium), l'épaisseur maximale, la largeur de la plaque, la taille du lot et la distribution des longueurs.
- Précision d'alimentation requise et tolérance du produit fini (par exemple, ± 1 mm/± 0,5 mm).
- Longueur maximale de pièce projetée et longueur de coupe minimale (influençant la conception du mécanisme d'alimentation).
- Besoin d'intégration avec un logiciel d'imbrication/déchargement ou d'automatisation en amont (presses de pliage/poinçonnage).
- Décalages et utilisations prévus (influençant la durabilité et la configuration de refroidissement/maintenance).
- Sécurité et conformité : exigences relatives aux protections de sécurité, barrières lumineuses, arrêts d'urgence, certification CE, etc.
- Budget et disponibilité des pièces détachées : Pales, composants hydrauliques, servocompresseurs.
3. Avantages des cisailles à alimentation frontale
- Améliorer l'efficacité de la production
- Termine automatiquement l'alimentation et le positionnement, éliminant ainsi l'alignement manuel répétitif.
- Un seul chargement permet plusieurs coupes continues, réduisant considérablement les temps de cycle de production.
- Assure la précision et la cohérence de la coupe
- Le système servo assure des dimensions d'alimentation précises.
- Chaque coupe présente une erreur minimale, ce qui la rend adaptée au traitement de pièces de haute précision.
- Réduit les coûts et l'intensité du travail
- Les ouvriers n’ont qu’à charger et décharger les plaques, éliminant ainsi les opérations d’alignement fréquentes.
- Ceci est particulièrement efficace pour les plaques d'acier grandes et lourdes, ce qui permet d'économiser des efforts et du temps.
- Améliorer la sécurité de la production
- Restez à l’écart de la zone de coupe, éliminant ainsi les risques potentiels pour la sécurité associés à l’alimentation manuelle.
- Réduction des accidents causés par des erreurs de l’opérateur.
- Convient à la production de masse et à la fabrication intelligente
- Peut être intégré avec chargement et déchargement automatisés et des systèmes de stockage pour créer une ligne de production flexible.
- Peut être intégré dans des ateliers de fabrication intelligents pour améliorer l'automatisation globale.
- Économie de matériaux
- La coupe à longueur de haute précision réduit le gaspillage de matériau dû aux erreurs.
- Optimise l'utilisation des plaques.
Cisaille à alimentation frontale vs cisaille traditionnelle
Tableau comparatif de la cisaille à alimentation frontale et de la cisaille traditionnelle :
Dimensions de comparaison | Cisailles traditionnelles | Cisaille à alimentation frontale | Différences et avantages |
Méthode d'alimentation | Alimentation et positionnement manuels | Alimentation automatique des servomoteurs, contrôle par programme | L'automatisation remplace le travail manuel, offrant une efficacité et une précision supérieures |
Opérateur | Nécessite au moins deux personnes (alimentation et fonctionnement) | Opération à une seule personne | Réduit l'intensité du travail et réduit l'intensité du travail |
Efficacité de la production | Faible efficacité par opération de cisaillement, temps de positionnement long | Alimentation continue, cisaillement à cycle automatique | Augmente l'efficacité de 2 à 5 fois, ce qui le rend adapté à la production de masse |
Précision de coupe | Dépend du positionnement manuel, grande erreur (±1-2 mm) | Servocommande, faible tolérance (±0,1-0,3 mm) | Une plus grande précision et une meilleure cohérence du produit |
Sécurité | Approche manuelle de la lame, risque élevé | Alimentation automatique, gardant le personnel éloigné de la lame | Sécurité considérablement améliorée |
Niveau d'intelligence | Aucune programmation, uniquement un fonctionnement mécanique | Contrôle programmable, stockage de données multiples | Bascule rapidement entre les tâches, réduisant ainsi le temps de transition |
Scénarios d'application | Convient aux petits lots, à la faible précision et aux faibles coûts de main-d'œuvre | Production à volume élevé, à longueur fixe, de haute précision, délais de livraison courts | Les cisailles à alimentation frontale sont plus adaptées à la fabrication moderne de tôles |
Gestion et traçabilité | Aucune journalisation des données | Le système CNC enregistre les données de cisaillement | Facilite la gestion des processus et la comptabilité analytique |
Coût d'investissement | Prix bas | Prix élevé de l'équipement | Un investissement initial élevé, mais un retour sur investissement à long terme plus élevé |
- Les cisailles traditionnelles conviennent aux petits lots, aux exigences de faible précision et à une faible sensibilité aux coûts de main-d'œuvre.
- Les cisailles à alimentation frontale CNC offrent des avantages complets en termes d'efficacité, de précision, de sécurité et d'intelligence, les rendant plus adaptées à la production de tôles intelligentes à grande échelle.
4. Résumé
La caractéristique principale de la cisaille CNC à alimentation frontale est son alimentation automatique et son cisaillement de haute précision. Ses avantages incluent une efficacité accrue, une précision garantie et une réduction des risques liés au travail manuel et à la sécurité, ce qui la rend idéale pour la découpe de tôles standardisées en série.
Caractéristiques et avantages :
- Haute efficacité : l’alimentation automatique élimine le repositionnement manuel de la tôle.
- Haute précision : servocommandé, la précision d'alimentation atteint ± 1 mm.
- Intensité de travail réduite : réduit la manutention manuelle et l’alignement.
- Sécurité améliorée : les travailleurs sont plus éloignés de la lame, ce qui réduit les risques d’accidents.
- Convient à la production de masse : l'alimentation et le cisaillement en continu sont possibles.
Applications :
- Découpe de tôles par lots : Acier, inox, aluminium, etc.
- Nouvelle industrie de l'énergie : Cisaillage des plaques bipolaires et des boîtiers de batteries de piles à combustible
- Industrie automobile/électroménager : Découpe par lots de panneaux et de boîtiers en tôle
- Machines d'ingénierie : Pré-traitement de pièces en tôle épaisse.




