
Table des matières
Un système de stockage automatique de tôles à rangées combinées relie plusieurs ensembles (rangées) de racks à tôles tridimensionnels en parallèle. Grâce à un système de manutention et de contrôle automatisé unifié, il permet un stockage et une récupération centralisés et efficaces des tôles. Comparé aux systèmes à rangée unique, il est plus adapté aux usines de tôlerie disposant d'une grande variété de produits, d'une utilisation fréquente des matériaux et de plusieurs lignes de production.
1. Définition d'un système de stockage automatisé de tôles à rangées combinées
Un système de stockage de tôles à rangées combinées est une solution de stockage automatisée utilisant deux ou plusieurs rangées de racks tridimensionnels disposés côte à côte (tandem), gérés par un système unique de manutention et de contrôle automatisé. Ce système permet un stockage centralisé et haute densité des tôles, un chargement et un déchargement automatisés, ainsi qu'une expédition rapide vers les équipements de traitement.
Ses principales caractéristiques comprennent :
- Plusieurs rangées de racks partagent des allées et des équipements de manutention partagés
- Gestion et planification unifiées de l'information
- Capable d'alimenter simultanément plusieurs lignes de production.
2. Composants du système de stockage automatisé de tôles à rangées combinées
Le système de stockage de tôles en rangées combinées se divise en quatre modules principaux : structure de stockage, système de manutention, système de contrôle et protection de sécurité. Chaque module comprend plusieurs composants clés :
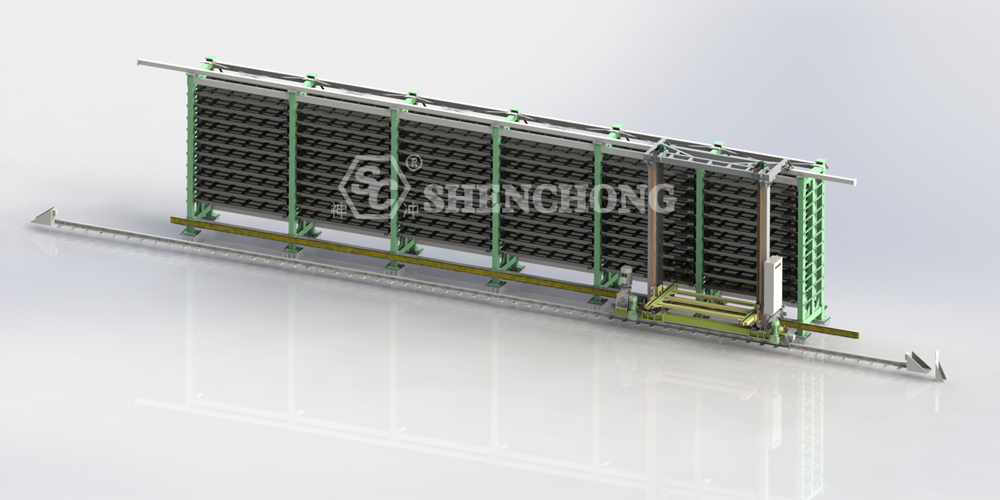
1) Structure de stockage
Étagère à plusieurs rangées :
- Disposés en deux rangées ou plus, soit en configuration droite, soit dos à dos.
- Étagères multicouches, chacune capable de stocker des paquets entiers de tôle (par exemple, 3000 x 1500 mm, 4000 x 2000 mm).
- Structure en acier à haute résistance, résistante aux charges lourdes et à la déformation.
Unité de palette :
- Les palettes en acier spécialisées transportent des tôles pour une manutention et une manutention automatisées.
- Compatible avec des tôles d'épaisseurs et de matériaux variés.
Allées et structure de support :
- Des allées de transport ou allées centrales sont prévues entre les rangées pour les équipements de manutention automatisés.
2) Système de manutention automatisé
Chariot de transport/Portique :
- Opère entre ou devant les supports de réservoirs, en ramassant et en plaçant des palettes.
- Prend en charge les mouvements latéraux, longitudinaux et verticaux.
Dispositif de levage :
- Permet le chargement et le déchargement des feuilles entre les étagères.
Bras télescopique/Ventouse à vide :
- Atteindre les étagères pour ramasser ou placer des palettes.
- Les ventouses sont adaptées pour protéger les surfaces des tôles des rayures.
Unité de transport et d'amarrage :
- Fournit des feuilles à la plate-forme de chargement d'équipements tels que des découpeuses laser et presses plieuses.
3) Système de contrôle et de gestion de l'information
Armoire de contrôle PLC :
- Contrôle le mouvement des équipements de manutention, des mécanismes de levage et des dispositifs de transport.
Système de gestion d'entrepôt WMS :
- Gère l'inventaire, enregistre les informations entrantes et sortantes et génère des instructions de tâches.
Interface MES/ERP :
- Interfaces avec le système de gestion de la production pour permettre la manutention automatique des matériaux selon les plans de production.
Terminal d'exploitation IHM :
- Interface homme-machine, permettant aux opérateurs d'exécuter manuellement ou automatiquement des tâches entrantes et sortantes.
4) Système de sécurité et d'inspection
- Capteur photoélectrique : Détecte la présence de palettes dans les étagères pour éviter toute mauvaise manipulation.
- Détection de poids : empêche le fonctionnement des équipements surchargés.
- Dispositif anticollision : Empêche les collisions entre les équipements de manutention et les personnes ou objets pendant le fonctionnement. Porte de sécurité et bouton d’arrêt d’urgence : Assure la sécurité du personnel pendant la maintenance.
- Surveillance environnementale (en option) : surveille la température, l'humidité, la fumée et d'autres facteurs pour empêcher les facteurs environnementaux d'affecter la qualité du panneau.
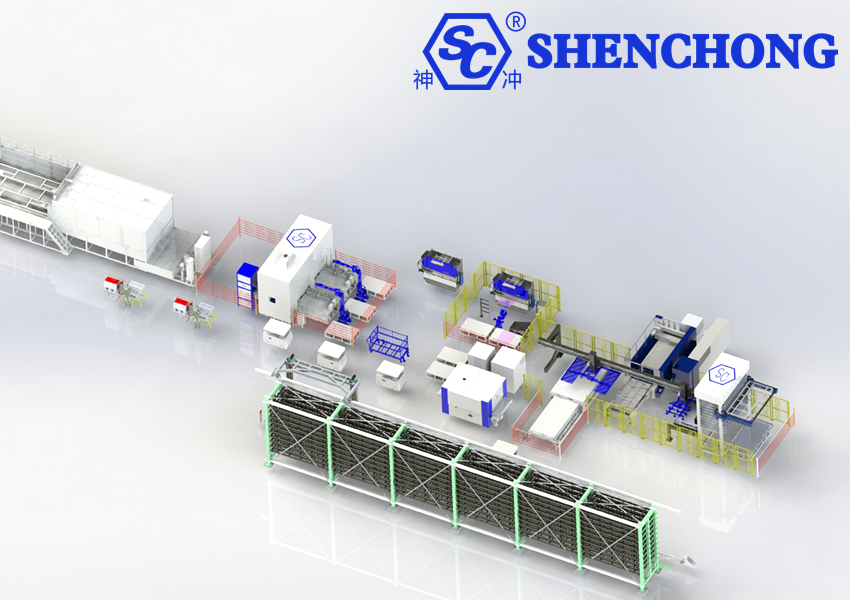
3. Principe de fonctionnement du système de stockage de tôles multi-brutes
Le principe de fonctionnement du système automatisé de stockage de tôles à rangées combinées peut être décrit comme « stockage multi-rangées centralisé + canaux de manutention unifiés + contrôle intelligent de la planification ». L'équipement de manutention automatique fonctionne entre plusieurs rangées de rayonnages tridimensionnels, permettant une alimentation multi-rangées automatisée et coordonnée des tôles.
1) Processus entrant
Les feuilles arrivent à l'emplacement d'arrivée :
- Un chariot élévateur, une plate-forme de chargement ou un convoyeur livre l'ensemble du paquet de feuilles au poste de travail entrant.
Saisie d'informations :
- Le matériau de la feuille, l'épaisseur, les spécifications, le lot et d'autres informations sont numérisés ou saisis manuellement.
Entrant automatisé :
- Un chariot/grue de transport fonctionne depuis l'allée centrale jusqu'à l'emplacement d'entrée et saisit une palette.
- Elle monte ensuite jusqu'au niveau désigné et un bras télescopique/ventouse pousse la palette dans la baie désignée.
2) Gestion du stockage
Répartition des emplacements :
- Le WMS attribue automatiquement les baies en fonction du type de feuille, de l'épaisseur et de la fréquence d'utilisation.
Suivi des stocks :
- L'état de chaque baie (vide/plein, informations de feuille) est mis à jour en temps réel dans la base de données du système.
Placement optimisé :
- Les feuilles fréquemment utilisées sont placées près de l’étagère de sortie ou sur des niveaux inférieurs pour réduire le temps de récupération.
3) Processus sortant
Émission de tâches de production :
- Le système MES/ERP transmet les informations de demande de feuilles au système d'entrepôt.
Équipement de gestion de la planification du système :
- Calcule automatiquement l'itinéraire optimal et détermine l'ordre dans lequel les feuilles sont récupérées.
Feuille sortante :
L'équipement de manutention se déplace jusqu'à l'étagère cible → monte et descend jusqu'au niveau correspondant → saisit la palette → la livre à la plate-forme de chargement ou à la sortie de l'équipement de traitement.
Collaboration multi-lignes :
- L'équipement de manutention peut basculer entre plusieurs rangées d'étagères pour récupérer des matériaux, permettant ainsi d'effectuer plusieurs tâches à la fois.
4) Logique de contrôle de base
- Contrôle centralisé : plusieurs rangées d'étagères partagent un seul équipement de manutention et un seul système de contrôle, réduisant ainsi les coûts d'investissement.
- Planification intelligente : le système optimise les itinéraires en fonction de la priorité des tâches, de la distance des étagères et de l'état de fonctionnement de l'équipement.
- Traçabilité des informations : Chaque entrée, sortie et transfert est enregistré afin d'éviter les erreurs et omissions matérielles.
4. Avantages d'un système de stockage automatisé de tôles en rangées
Les avantages d'un système de stockage combiné de tôles en rangées résident principalement dans l'utilisation de l'espace, l'efficacité, la flexibilité et les capacités de gestion.
Les avantages communs sont les suivants :
1) Utilisation élevée de l'espace
- La disposition en rangées permet le placement côte à côte de plusieurs racks verticaux, le partage des rails et des équipements de manutention, réduisant ainsi l'occupation des allées.
- Les tôles sont stockées verticalement en piles, ce qui permet un stockage tridimensionnel, ce qui peut augmenter la densité de stockage de 3 à 5 fois par rapport à l'empilage au sol traditionnel.
2) Amélioration de l'efficacité du stockage et de la récupération
- Les dispositifs de levage et de transfert horizontal automatisés livrent rapidement les plateaux cibles au point d'accès.
- La disposition à plusieurs rangées permet d'effectuer plusieurs tâches en parallèle, réduisant ainsi les temps d'attente.
- S'intègre parfaitement aux équipements de traitement CNC (machines de découpe laser, presses plieuses, etc.), prenant en charge le chargement et le déchargement automatisés, économisant ainsi du temps de manutention manuelle.
3) Gestion flexible
- Prend en charge le stockage mixte de feuilles de différentes tailles, épaisseurs et matériaux, géré par zonage à l'aide de plateaux ou de palettes.
- Le système est évolutif, permettant l’ajout de modules rangée par rangée au système existant à mesure que les demandes de capacité de production changent.
4) Sécurité et protection
- Le fonctionnement automatisé réduit le contact direct avec les tôles lourdes, diminuant ainsi le risque de blessures liées au travail.
- Le système est doté de fonctions anti-basculement, anti-collision et de détection de position pour garantir la sécurité de l'équipement et du personnel.
5) Intelligence et visualisation
- Equipé d'un système de gestion d'entrepôt (WMS), il permet des mises à jour en temps réel de l'inventaire des tôles, la traçabilité des lots et des alertes d'inventaire.
- L'interconnexion avec les systèmes ERP/MES rationalise la planification de la production et la gestion des entrepôts.
- Les technologies optionnelles de reconnaissance de codes-barres et RFID identifient automatiquement les informations sur la tôle.
6) Coûts d'exploitation réduits
- Réduit les coûts de main-d'œuvre et de manutention des chariots élévateurs, réduisant ainsi les déchets de tôle.
- Améliorer l’efficacité de l’entreposage et de la production intégrés, raccourcir les cycles de production et réduire les coûts de production globaux.
5. Résumé
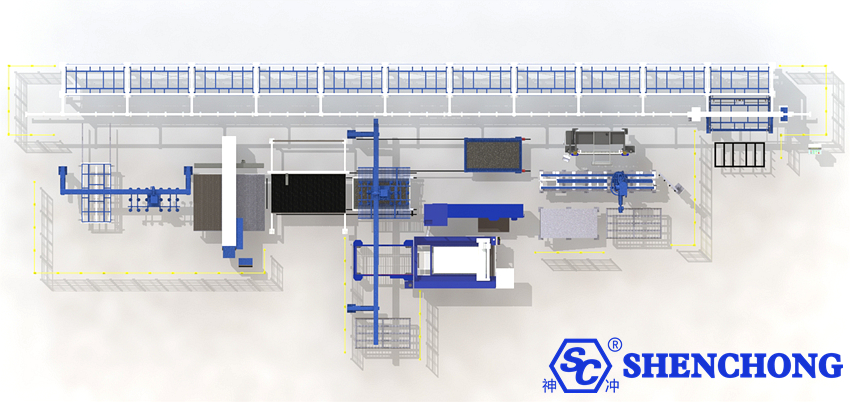
Système de stockage de tôles à rangées combinées = rayonnage tridimensionnel à plusieurs rangées + mécanisme de manutention automatisé + système de contrôle centralisé
« Rangée combinée » signifie que plusieurs rangées de rayonnages partagent les mêmes rails, le même système de contrôle et le même mécanisme de manutention. Ce système permet un stockage de tôles haute densité sur plusieurs rangées et plusieurs couches, et peut s'interfacer directement avec plusieurs équipements de traitement.
Les principaux composants du système de stockage automatisé de tôles à plusieurs rangées sont :
Rayonnage tridimensionnel multi-rangées (stockage) + dispositifs de manutention automatisés (pick-and-place) + un système de contrôle de l'information (ordonnancement) + un système de protection de sécurité (assurance opérationnelle).
Le système de stockage automatique de tôles en rangées combinées fonctionne en partageant des canaux de manutention et un système de contrôle unifié, permettant à plusieurs rangées de racks de fonctionner comme un seul entrepôt, réalisant un stockage à haute densité et une récupération efficace des tôles.
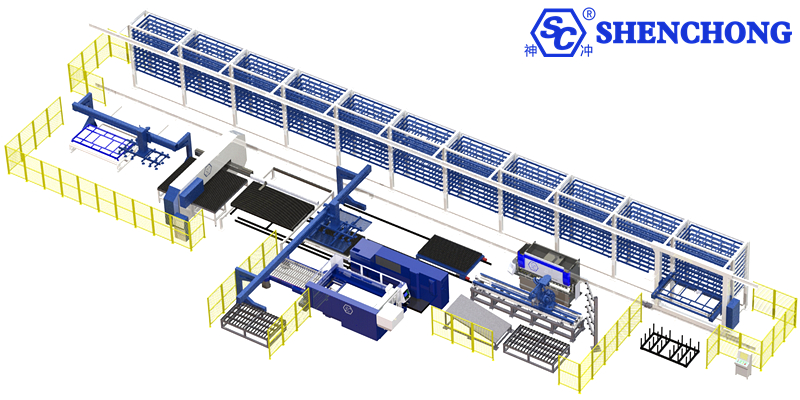
Avantages du système de stockage de tôles en rangées combinées
- Haute densité : plusieurs rangées et plusieurs couches augmentent la capacité de stockage par unité de surface de 3 à 6 fois.
- Interaction multi-équipements : peut alimenter simultanément plusieurs lignes de production.
- Haute efficacité : un seul mécanisme de manutention peut gérer plusieurs rangées de racks, ce qui permet d'économiser l'investissement en équipement.
- Information : L'inventaire est suivi en temps réel, avec enregistrement automatique des marchandises entrantes et sortantes.
- Disposition flexible : peut être disposé en rangée droite, dos à dos ou dans une configuration en « U » entourant la ligne de production.




