Índice
A laminadora de chapas de 4 rolos é um equipamento amplamente utilizado para o processamento de chapas metálicas dobradas e laminadas. Ela pode realizar a laminação de pré-dobramento e conformação da chapa, sendo especialmente adequada para chapas médias e grossas e processamento de laminação de alta precisão.
Comparado com o máquina de laminação de placas de três rolos, a máquina de laminação de placas de quatro rolos tem as vantagens de alto grau de automação, operação simples e pequena borda reta residual.
1. O que é uma máquina de laminação de placas de 4 rolos?

Definição:
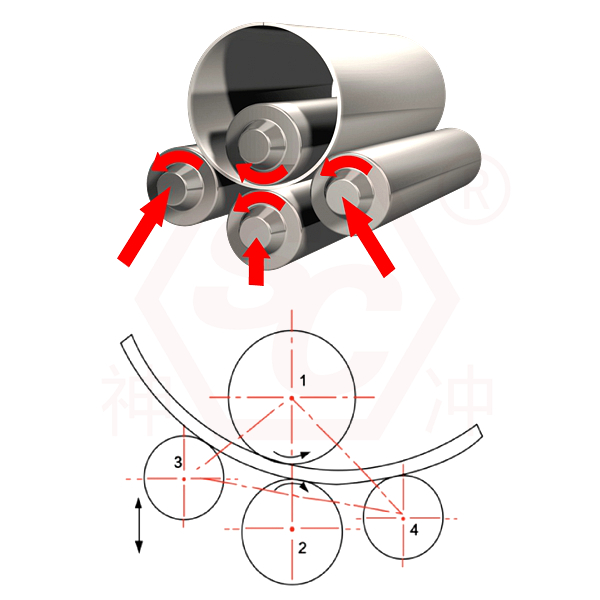
Uma máquina de dobrar chapas de quatro rolos é um dispositivo que fixa, pré-dobra e enrola a chapa por meio do movimento coordenado de quatro rolos (1 rolo superior, 1 rolo inferior e 2 rolos laterais). Ela pode realizar a pré-dobragem simétrica e a laminação circular completa da chapa simultaneamente.
Uma laminadora de chapas de 4 rolos é um equipamento mecânico usado para laminar chapas metálicas em formatos cilíndricos, arqueados ou outros. É amplamente utilizada em vasos de pressão, energia eólica, construção naval, petroquímica, fabricação de caldeiras e outras indústrias.
Breve descrição do princípio de funcionamento:
- Fixação da placa: O rolo superior e o rolo inferior fixam a placa.
- Pré-dobramento: Ao levantar o rolo lateral de um lado, uma extremidade da placa é pressionada para cima para obter a pré-dobramento (reduzindo bordas retas).
- Laminação: Os rolos se movem em coordenação, e a placa sofre deformação plástica contínua sob o apoio de três pontos, e finalmente rola até a curvatura necessária.
- Descarga: A peça formada é descarregada por meio de um dispositivo auxiliar ou de um mecanismo de inversão do rolo superior.
2. Composição estrutural da máquina de laminação de placas de quatro rolos
A estrutura básica da laminadora de chapas de 4 rolos é a base para suas funções automáticas de pré-dobramento, laminação e arredondamento. Comparada à laminadora de chapas de três rolos, a laminadora de chapas de quatro rolos possui um rolo auxiliar adicional (o segundo rolo lateral), o que melhora significativamente a eficiência do processamento e a precisão da laminação. A seguir, apresentamos os principais componentes estruturais e a descrição funcional da laminadora de quatro rolos.
1) Rolo superior (rolo de trabalho superior)
Posição:
localizado na parte superior do centro do quadro.
Função:
O rolo ativo aciona a placa para girar através do sistema de acionamento.
Aplica a principal força de flexão para baixo na placa.
Características:
Geralmente acionado eletricamente, com o maior diâmetro, e pode ser levantado e abaixado verticalmente de forma adequada.
2) Rolo inferior (rolo de trabalho inferior)
Posição:
Localizado na parte inferior, paralelo ao rolo superior.
Função:
Como rolo acionado, ele desempenha a função de fixar a placa.
Pode mover para cima e para baixo para ajustar a força de fixação.
Características:
Às vezes, também é um rolo de acionamento. Usado para fixar e ajustar a posição inicial da placa com o rolo superior.
3) Rolos esquerdo e direito (rolos laterais)
Posição:
Em ambos os lados dos rolos superior e inferior, próximo ao rolo inferior.
Função:
Realize a função de pré-dobramento.
Controle a trajetória de curvatura e o raio de formação da placa.
Características:
Pode ser levantado ou girado individualmente, geralmente controlado por um sistema hidráulico.
Sua trajetória de movimento pode ser controlada programadamente para obter rolamentos de diferentes formatos (cilindros, cones, etc.).
4) Dispositivo de acionamento principal
- Geralmente um motor + redutor.
- Aciona diretamente o rolo superior (ou rolos superior e inferior) para girar e mover a placa.
- Garante uma velocidade linear constante entre os rolos para melhorar a precisão da laminação.
5) Sistema hidráulico
- Controla a elevação e o movimento lateral do rolo inferior e dos rolos laterais.
- Fornece controle de pressão durante a laminação.
- Geralmente inclui cilindros hidráulicos, bombas hidráulicas, grupos de válvulas de controle, tanques de óleo, etc.
6) Estrutura da máquina
- Suporta toda a estrutura do equipamento.
- Garante a precisão da posição do rolo e a rigidez geral do equipamento.
- Feito de estruturas de aço soldadas pesadas ou peças fundidas para garantir forte resistência à carga.
7) Sistema de controle CNC
- Usado para operar o movimento de várias partes da máquina de laminação de chapas e definir parâmetros.
- Geralmente equipado com CLP, tela sensível ao toque, interface homem-máquina (IHM).
- Realiza controle automatizado e suporta operações de laminação multissegmentos.
8) Dispositivo auxiliar (opcional)
- Dispositivo de alimentação: como plataforma de carga hidráulica.
- Dispositivo de descarga: como estrutura de suporte, dispositivo de rotação de rolo.
- Dispositivos de segurança: botão de parada de emergência, capa protetora, sistema de detecção de deslocamento, etc.
3. Princípio de funcionamento das máquinas de dobrar chapas de quatro rolos

A laminadora de chapas com 4 rolos é um equipamento avançado para conformação de chapas. Seu princípio de funcionamento é fazer com que a chapa sofra deformação plástica sob a ação de pressão mecânica e hidráulica, por meio da ação coordenada de quatro rolos de trabalho (rolo superior, rolo inferior, rolo esquerdo, rolo direito), de modo a obter pré-dobramento automático e laminação precisa. A seguir, analisaremos seu princípio de funcionamento em detalhes, considerando aspectos como estrutura, processo, força, controle, etc.
1) Alimentação de folhas
- A folha é alimentada pela lateral ou pela frente através da plataforma de alimentação.
- Após o alinhamento do centro, ele é fixado e posicionado pelos rolos superior e inferior.
2) Fixação de chapas
- O rolo inferior sobe e pressiona a folha firmemente sob o rolo superior.
- O estado de fixação inicial é formado e pronto para laminação.
3) Pré-dobramento da chapa (eliminando arestas retas residuais)
- Levante o rolo lateral de um lado (como o rolo esquerdo).
- Uma extremidade da folha é levantada, formando uma força de três pontos com os rolos superior e inferior, fazendo com que ela seja parcialmente dobrada (pré-dobrada).
- A folha gira e repete a operação na outra extremidade para obter a pré-dobragem em ambas as extremidades.
- Este método reduz bastante as bordas retas residuais e melhora a qualidade da conformação.
4) Laminação de folhas
- Os rolos laterais são gradualmente elevados (controle de curvatura programável).
- A folha é continuamente enrolada em um arco ou cilindro no modo de dobra de três pontos.
- O rolo de acionamento impulsiona continuamente a folha para frente para formar uma seção transversal circular completa.
5) Descarregamento de folhas
- Após a conclusão da rolagem, o rolo superior pode ser virado ou movido para o lado.
- A peça formada é descarregada por mecanismos auxiliares hidráulicos ou mecânicos.
- Pode prosseguir diretamente para o próximo processo de soldagem ou arredondamento.
4. Análise de força de laminação de placas de quatro rolos
A análise da força da laminadora de chapas de quatro rolos é essencial para a compreensão do mecanismo de laminação, o controle da precisão e a otimização do processo de conformação. A vantagem da estrutura de quatro rolos em termos de força é que ela pode formar um sistema de dobra de três pontos mais ideal, controlar eficazmente o processo de deformação da chapa e melhorar a qualidade da pré-dobragem e da laminação.
1) Principais pontos de tensão da máquina de laminação de placas de 4 rolos
Durante o processo de laminação, a chapa é submetida principalmente às seguintes forças:
- Pressão do rolo superior: aplica a força de flexão principal à placa para torná-la plasticamente dobrada.
- Força de suporte do rolo inferior: prende a placa com o rolo superior e fornece suporte e transmissão ao mesmo tempo.
- Pressão superior do rolo lateral: controla a curvatura e a precisão do formato durante a pré-dobragem e a laminação.
- Atrito: vem do atrito entre o rolo superior/inferior e a placa, usado para fazer com que a placa se mova.
- Força de rebote da laje: força de recuperação elástica da placa após a flexão, que é um fator importante que afeta a precisão.
2) Análise da etapa do processo de força
Estágio inicial de fixação:
- A placa é colocada entre os rolos superior e inferior.
- O rolo inferior sobe e aplica pressão, formando uma força de fixação com o rolo superior, gerando pressão normal.
- O atrito entre os rolos superiores/inferiores controla o movimento da placa.
Estágio de pré-dobramento:
- Um rolo lateral sobe, formando uma força de três pontos com os rolos superior e inferior.
- A extremidade da placa é dobrada e uma zona de deformação plástica é formada localmente.
- O momento de flexão é gerado abaixo do eixo médio da espessura da placa, formando uma distribuição de tensão assimétrica.
Estágio de laminação:
- A placa é submetida a uma força entre três fulcros (rolo superior + dois rolos laterais).
- Ele é comprimido e dobrado enquanto se move continuamente para a frente, formando uma curva contínua.
- O raio de curvatura é determinado pela posição dos rolos laterais e a distribuição de pressão deve ser uniforme.
Durante o processo de flexão, o estado de tensão dentro da placa é:
- A superfície superior é de tração e a tensão é positiva.
- A superfície inferior é comprimida e a tensão é negativa.
- A tensão no eixo neutro é zero, ocorre flexão, mas não alongamento.
3) Vantagens de resistência da estrutura de quatro rolos
Itens de comparação | Máquina de laminação de placas de três rolos | Máquina de laminação de placas de quatro rolos (vantagens) |
Ponto de apoio | 2 lados + 1 centro | Estrutura de formação de três pontos verdadeira |
Estabilidade da folha | A placa é fácil de deslizar | Fixação e fixação de placas estáveis |
Precisão de rolamento | Em geral | Alto (ajuste de momento de flexão controlável) |
Capacidade de pré-dobramento | Fraco | Forte (a estrutura suporta pré-flexão positiva e negativa) |
Controle de rebote | Difícil de controlar com precisão | Compensação programável + ajuste dinâmico |
5. Método de controle de rolamento
Com o desenvolvimento da tecnologia, a laminadora de chapas passou gradualmente da operação tradicional de controle manual/hidráulico para sistemas de controle numérico eletrônico (NC) e controle numérico computadorizado (CNC), alcançando um nível mais alto de fabricação inteligente. É o método de controle de laminação da laminadora de chapas de 4 rolos que determina sua precisão de conformação, eficiência operacional e nível de automação.
1) Controle de posição do rolo (controle de deslocamento)
- Controle o deslocamento de elevação e abaixamento do rolo superior, rolo inferior, rolos laterais esquerdo e direito
- Determinar o raio de curvatura e a área de pressão da placa durante o processo de conformação
- Normalmente, o controle em malha fechada é completado pela válvula proporcional hidráulica + sensor de deslocamento
2) Controle de trajetória de rolamento
- Controlar a trajetória de movimento do rolo lateral (linha oblíqua, curva)
- Obtenha formas complexas (como cilindros cônicos) ou laminação de arco multissegmentar
- A trajetória geralmente é pré-programada pelo sistema CNC
3) Controle de fixação
- Controle a pressão de fixação dos rolos superiores e inferiores na placa
- Certifique-se de que a placa não escorregue durante a rotação
- Correspondente a diferentes materiais Ajuste dinâmico de qualidade e espessura
4) Controle de acionamento (ajuste de velocidade)
- Controle a velocidade de rotação do rolo para obter uma alimentação suave
- O sistema de controle avançado pode ajustar a aceleração e a desaceleração durante o processo de laminação
- Importante para evitar rasgos no material, sobrepressão ou danos na superfície
5) Controle programado (lógica automática)
Várias etapas de rolamento são predefinidas no sistema de controle:
- Posicionamento da placa
- Fixação automática
- Pré-dobrando a primeira extremidade
- Rotação de placas
- Pré-dobrando a segunda extremidade
- Rolamento em círculo completo
- Descarregamento, etc.
Os usuários só precisam inserir parâmetros como espessura da chapa, material e diâmetro do rolo, e o sistema ajusta automaticamente a posição e o movimento de cada rolo.
6. Análise das vantagens da máquina de laminação de placas de quatro rolos
A laminadora de chapas de 4 rolos é amplamente utilizada na fabricação moderna de conformação de chapas metálicas, principalmente porque sua estrutura e sistema de controle oferecem inúmeras vantagens. Comparada com equipamentos tradicionais, como a laminadora de chapas de três rolos e a laminadora de chapas simétricas, a laminadora de chapas de 4 rolos apresenta vantagens óbvias em termos de precisão, eficiência, operabilidade, entre outras.
1) Vantagens estruturais da máquina de laminação de placas de 4 rolos
- Design estrutural de quatro rolos: rolo superior ativo + fixação do rolo inferior + ajuste do rolo lateral duplo, estrutura mais estável. Suporta rolamento simétrico e pré-dobramento assimétrico.
- Placa fixa do rolo inferior: a placa fica sempre no rolo fixo, não desliza facilmente, é fácil de posicionar e controlar a precisão.
- Não há necessidade de virar a placa: diferentemente da máquina de três rolos, a placa é sempre processada no mesmo lado durante todo o processo de laminação, sem girar.
2) Vantagens de processo e operação
- Conformação única: pré-dobramento + laminação podem ser concluídos no mesmo ciclo de processo, reduzindo erros manuais e de posicionamento.
- Forte capacidade de pré-dobramento em ambas as extremidades: os rolos laterais esquerdo e direito podem ser levantados e abaixados respectivamente e podem executar de forma independente uma pré-dobramento precisa em ambas as extremidades (quase sem bordas retas).
- Adaptação à laminação cônica: a trajetória do rolo lateral pode ser ajustada programadamente, adequada para estruturas não circulares, como cilindros cônicos e elipses.
- Fácil de operar: A maioria das máquinas de laminação de placas de quatro rolos é equipada com sistemas CNC (NC/CNC), e os usuários só precisam inserir parâmetros para operar.
- Adapta-se a uma ampla gama de espessuras de chapas: diversas chapas metálicas com espessuras que variam de 1 mm a mais de 100 mm (dependendo do modelo) podem ser laminadas.
- Menores requisitos para o operador: em comparação com a máquina de laminação de placas de três rolos, ela tem baixa dependência de tecnologia, é fácil para iniciantes e é mais segura.
3) Vantagens da qualidade de conformação
- Maior circularidade: A precisão do controle de força multiponto é alta, e a circularidade e a cilindricidade da conformação laminada são melhores do que as da conformação de três rolos.
- Bom controle de rebote: a força do rolo lateral é continuamente controlável, o que pode reduzir o rebote elástico e melhorar a precisão do rolamento.
- Boa qualidade de superfície: a placa não desliza facilmente, não precisa ser virada e arranhões, vincos e outros defeitos são evitados.
- Encaixe de borda mais preciso: a borda reta é pequena, o que é propício para soldagem automática subsequente, encaixe de costura e outras operações de precisão.
4) Vantagens da eficiência de produção e automação
- Sistema de controle totalmente automático: suporta programação NC/CNC, tem função de armazenamento de memória e é adequado para produção em massa.
- Tempo de processo reduzido: todas as etapas são concluídas em um único posicionamento, encurtando o tempo total de processamento em 30%–50%.
- Adequado para linhas de produção automatizadas: pode conectar sistemas de carga e descarga, robôs, estações de soldagem e outros equipamentos.
- Suporte ao monitoramento/diagnóstico remoto: alguns equipamentos de última geração podem ser conectados à Internet para obter acesso à Internet industrial das Coisas (IIoT).
5) Comparação das vantagens típicas da máquina de laminação de placas de três rolos
Itens de comparação | Máquina de laminação de placas de três rolos | Máquina de laminação de placas de quatro rolos (vantagens) |
Função de pré-dobramento | Requer múltiplas viradas, grandes bordas retas | Pré-dobramento automático, borda reta extremamente curta (≤1,5 vezes a espessura da chapa) |
Centralização e posicionamento | Depende da experiência manual para posicionamento | A placa é fixada no rolo inferior e centralizada automaticamente |
Eficiência de rolamento | Muitos processos, baixa eficiência | Todos os processos de laminação são concluídos de uma só vez |
Capacidade de laminação cônica | As limitações estruturais dificultam a obtenção | Trajetória do rolo ajustável, controle livre do ângulo do cone |
Dificuldade técnica operacional | Alto, requer trabalhadores qualificados | Interface CNC baixa e amigável, fácil de treinar |
7. Como escolher uma máquina de laminação de placas de quatro rolos?
A compra de uma laminadora de chapas de 4 rolos é uma importante decisão de investimento em equipamentos, diretamente relacionada à eficiência da produção, à precisão do processamento e à capacidade de desenvolvimento a longo prazo da empresa. A seguir, apresentamos um guia prático e sistemático sobre "sugestões e diretrizes de compra de laminadoras de chapas de 4 rolos" para ajudá-lo a selecionar cientificamente de acordo com as necessidades reais e evitar desperdícios desnecessários e perigos ocultos.
1) Esclareça os requisitos da sua aplicação
Antes de selecionar um modelo, você deve ter clareza sobre as características da sua peça e métodos de produção:
Parâmetros-chave | Considerações |
Espessura da folha | Faixa de espessura máxima/mínima da placa de processamento (afeta o diâmetro do rolo superior e o sistema hidráulico) |
Largura da folha | Largura máxima de processamento, determina os requisitos de largura e rigidez do corpo da máquina |
Tipo de material | Aço carbono simples, aço inoxidável, liga de alumínio, aço resistente ao desgaste, etc., afetam a pressão e o raio de formação |
Diâmetro mínimo do rolo | Diâmetro interno mínimo necessário? Envolve capacidade de flexão e disposição dos rolos. |
Tipo de peça de trabalho | Cilindro, cone, elipse, peças não padronizadas? Afeta o sistema de controle e o projeto da trajetória do rolo lateral. |
Tamanho do lote | Personalização de peça única ou lote grande? Determine se deseja equipar com CNC ou dispositivo automático de carga e descarga. |
2) Recomendações para seleção dos principais parâmetros técnicos
- Diâmetro do rolo superior: deve ser grande o suficiente para suportar a força máxima de flexão e evitar deflexão; afetado pela espessura da chapa laminada.
- Diâmetro do rolo inferior e do rolo lateral: afeta o efeito de fixação e flexão estável, e a estrutura simétrica é melhor.
- Pressão do sistema hidráulico: quanto maior a pressão, maior a capacidade de processamento, mas o custo também aumenta.
- Potência do motor: determina diretamente a capacidade de acionamento da placa e a velocidade de processamento.
- Passo e disposição dos rolos: determinam a qualidade da conformação e o diâmetro mínimo do rolo. Rolos laterais excêntricos são adequados para laminação cônica.
- Modo de controle: NC é adequado para aplicações convencionais, CNC é adequado para cenários complexos e de alta precisão.
- Material da estrutura da máquina: aço fundido de alta resistência ou estrutura soldada para garantir resistência à deformação a longo prazo.
3) Recomendações de marca e pós-venda
Escolher um fabricante confiável e um suporte pós-venda perfeito é a chave.
- Dê prioridade a marcas conhecidas ou fabricantes com boa reputação no setor: a qualidade do equipamento é garantida e os principais componentes têm vida útil longa.
- Inspecione o local de montagem e teste da máquina do fabricante: veja o efeito de rolamento real e entenda a operabilidade do sistema de controle.
- Garanta que o fornecedor ofereça serviços de instalação, comissionamento e treinamento: encurte o ciclo da máquina e melhore a eficiência da produção.
- Entenda o tempo de resposta do pós-venda e o suporte de peças: a manutenção oportuna é extremamente importante quando o equipamento falha.
4) Resumo das ideias de seleção para máquina de laminação de placas de 4 rolos
Você pode usar a tabela a seguir para organizar suas necessidades e se comunicar com o fabricante:
Item | Descrição de dados ou requisitos |
Espessura máxima da chapa | Por exemplo, aço Q345 de 20 mm |
Faixa de largura da placa | 2000 mm |
Diâmetro interno mínimo | 400 mm |
Tipo de peça de trabalho | Cilindro + cone |
Processamento de material | Aço inoxidável misto e aço carbono |
Método de controle | NC ou CNC |
Lote ou não | Sim, é recomendado configurar um dispositivo de alimentação |
Restrições de localização de instalação | Requisitos de largura/altura/carga de suporte da fundação, etc. |




