
Оглавление
Процесс трехвалковой гибки (также известный как трехвалковая прокатка листового металла) является одним из наиболее классических и широко используемых методов круговой формовки в области обработки листового металла. Он широко применяется в производстве сосудов под давлением, воздуховодов, резервуаров для хранения, стальных конструкций, судостроении, мостостроении и машиностроении.
Ниже представлен систематический и углубленный анализ принципа его работы, конструктивного состава, механизма формирования, технических характеристик, преимуществ, сравнения различных конструктивных форм и сценариев применения.
1. Основной принцип работы трехвалкового процесса гибки
Основной принцип трехвалковой прокатки листового металла заключается в следующем: изменяя относительное положение трех валков, листовой металл подвергается непрерывной пластической деформации под напряжением, в конечном итоге образуя желаемую дугообразную или цилиндрическую форму.
1) Основные конструктивные элементы
Стандартная трехвалковая листопрокатная машина обычно состоит из:
- Верхний ролик (основной ролик)
- Нижний ролик (опорный ролик)
- Боковые ролики (регулировочные ролики)
- Главная приводная система
- Гидравлическая система
- Электрическая система управления
- Механизм наклона (для разгрузки)
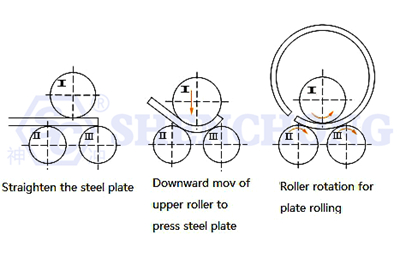
2) Процесс трехвалковой гибки и формовки
Шаг 1: Подача и позиционирование пластины
Листовой металл вставляется между верхним и нижним роликами.
Шаг 2: Подъем и опускание бокового ролика
Боковые ролики поднимаются или опускаются, изменяя положение трехточечной опоры.
Шаг 3: Создание изгибающего момента
Когда листовой металл проходит через три ролика:
- Верхний ролик оказывает давление.
- Нижний ролик обеспечивает опору.
- Боковые ролики регулируют радиус изгиба.
- Листовой металл подвергается непрерывной пластической деформации.
Шаг 4: Повторное кормление
В результате многократной прокатки изгиб постепенно достигает заданного радиуса.
Шаг 5: Завершите процесс формования.
Сформируйте цилиндрическую или дугообразную заготовку.
2. Механические принципы трехвалковой прокатки листового металла
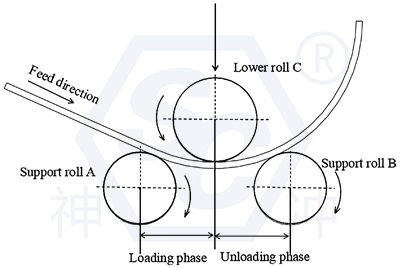
Суть трехвалковой гибки листового металла заключается в следующем: Непрерывная трехточечная гибка
Механические характеристики:
Верхний валик является ведущим валком (в большинстве конструкций).
Пластина подвержена изгибающему моменту.
Внешняя сторона пластины находится под напряжением.
Внутренняя сторона находится под сжатием.
Нейтральный слой остается практически неизменным.
Когда напряжение превышает предел текучести материала, происходит пластическая деформация.
Принцип контроля радиуса изгиба
Радиус изгиба зависит от:
- Расстояние между роликами
- Положение бокового крена
- Толщина пластины
- Прочность материала
- Верхнее давление валков
Чем ближе боковой рулон к верхнему:
→ Меньший радиус изгиба
→ Большая кривизна формирования
3. Типы конструкций трехвалковых листопрокатных машин
– Симметричный трехвалковый листопрокатный стан
– Асимметричный трехвалковый листопрокатный станок
– Механический листопрокатный станок
– Универсальный листопрокатный станок с верхним роликом
Возможны индивидуальные конфигурации, учитывающие толщину листа, точность обработки и требования к автоматизации.
1) Симметричный 3-валковый листогибочный станок
- Особенности: Два нижних ролика закреплены неподвижно; верхний ролик поднимается вертикально.
- Преимущества: Простая конструкция; низкая стоимость; подходит для средних и тяжелых листов металла.
- Недостатки: Требуется предварительная помощь при сгибании; несколько более низкая точность.
2) Асимметричный трехвалковый листопрокатный стан
- Особенности: Нижний ролик регулируется; один боковой ролик подвижен.
- Преимущества: Возможность предварительного изгиба; простота в эксплуатации; более высокая точность.
- Подходит для: малых и средних перерабатывающих предприятий.
3) Трехвалковый листопрокатный станок с выравниванием вниз
Особенности: Два боковых ролика перемещаются горизонтально; верхний ролик неподвижен.
Преимущества: высокая точность; высокая степень автоматизации; подходит для больших пластин.
4) Универсальный трехплитный прокатный стан с верхним роликом
- Особенности: Этот станок представляет собой гидравлический трехвалковый гибочный станок, используемый для выполнения процессов предварительной гибки, закругления и выпрямления концов различных контейнеров без необходимости переворачивания после одной подачи.
- Преимущества: Благодаря гидравлической системе, подходит для прокатки толстых металлических листов. Универсальный станок с верхним роликом может быть дополнительно оснащен конусным прокатным устройством для прокатки конических профилей.
- Подходит для производства тяжелых моделей листопрокатных станков, а их цена ниже, чем 4-валковая прокатная машина.
4. Характеристики и преимущества: 3-валковый гибочный станок
Ниже приводится подробный перечень его преимуществ:
1) Высокая структурная устойчивость
Три валка образуют трехточечную опорную конструкцию, обеспечивающую сбалансированное распределение напряжений, высокую несущую способность и пригодность для тяжелых условий эксплуатации. Особенно подходит для: сосудов под давлением, корпусов резервуаров для хранения и крупных стальных конструкций.
2) Широкий диапазон формования
Возможна обработка: цилиндров, конусов (с коническими устройствами), криволинейных пластин и многосекционных кривых. Используемые материалы: углеродистая сталь, нержавеющая сталь, алюминиевые пластины, высокопрочные пластины и легированная сталь.
3) Высокоэффективное непрерывное формование
В отличие от гибочных станков: гибочные станки выполняют многосекционную гибку, тогда как трехвалковая формовка предполагает непрерывную гибку.
Следовательно: более гладкая поверхность, лучшая округлость и более точные сварные швы.
4) Высокая способность к предварительному изгибу
Обеспечивает частичную структурную предварительную гибку: предварительную гибку головки и хвостовой части пластины, уменьшая остатки материала на прямой кромке.
Улучшения:
- коэффициент использования материалов
- Качество сварки
- Эстетика готового продукта
5) Большой потенциал для модернизации автоматизации.
Современные трехвалковые листогибочные станки могут быть оснащены следующими компонентами:
- Система управления ЧПУ
- Автоматическая система измерения диаметра
- Автоматическая система подачи
- система компенсации угла
- Автоматическая система центрирования
Достижения:
- Прокрутка одним щелчком
- Память параметров
- Массовое производство
6) Энергосбережение и преимущества привода
Основные способы привода:
- Механическая трансмиссия
- Гидравлическая трансмиссия
- Полноценный сервопривод
Среди них:
- Гидравлическая система подходит для тяжелых грузов.
- Сервопривод подходит для высокоточных задач.
5. Сравнение трехвалкового и четырехвалкового листопрокатного стана.
Сравнительная таблица 3-валковой и 4-валковой гибки:
Сравнительные элементы | 3-рулонный | 4-рулонный |
Структурная сложность | Простой | Сложный |
Расходы | Ниже | Высший уровень |
Операционные трудности | Немного выше | Более простой уровень |
Предварительная способность к изгибу | Частично поддержано | Более мощный |
Автоматизация | Возможность модернизации | Более подходит для автоматизации |
Преимущества трехроликовых компрессоров: экономичность и практичность, структурная устойчивость и простота в обслуживании.
Технические принципы и структурные преимущества:
1) Непрерывная трехточечная гибка
Оборудование состоит из трехточечной системы опор, включающей верхний, нижний и боковые ролики. Путем регулирования положения боковых роликов изменяется напряженное состояние листового металла, что позволяет листовому металлу постепенно достигать заданного радиуса изгиба в процессе прокатки, обеспечивая равномерную и стабильную пластическую деформацию.
- Внешний слой листового металла находится под напряжением.
- Внутренний слой находится под сжатием.
- Нейтральный слой стабилен
- Процесс формования является непрерывным и плавным.
2) Высокопрочная каркасная конструкция
- Цельносварная рама
- Конструкция боковой пластины повышенной жесткости
- Ролики из легированной стали большого диаметра
- Система подшипников повышенной прочности
Обеспечение стабильной работы и точного управления даже при прокатке толстых листов и больших диаметров.
3) Проектирование с учетом функции предварительного изгиба
Обеспечивает предварительную гибку листового металла в верхней и нижней частях, эффективно уменьшая остатки материала на кромках, улучшая его использование и качество сварки, особенно подходит для изготовления корпусов контейнеров с высокими требованиями к качеству.
6. Ключевые технические индикаторы
К основным техническим параметрам относятся:
- Максимальная толщина катушки
- Максимальная ширина катушки
- Диаметр верхнего ролика
- Диаметр нижнего ролика
- Минимальный диаметр катушки
- Мощность главного двигателя
- Скорость прокатки
- Толщина предварительного изгиба
Основные технические параметры (пример шаблона)
(Ниже приведены параметры шаблона; фактические параметры проекта могут быть скорректированы в соответствии с требованиями.)
Элемент | Технические параметры |
Максимальная толщина катушки | 2500 мм |
Максимальная ширина катушки | ≤ 245 МПа |
Предел текучести материала | φ320 мм |
Диаметр верхнего валка | φ280 мм |
Диаметр нижнего рулона | ≥ φ350 мм |
Минимальный диаметр катушки | 15 кВт |
Мощность главного двигателя | 4–6 м/мин |
Скорость прокатки | ≥ 16 мм |
Толщина предварительного изгиба | 2500 мм |
Мы можем выполнить расчеты для проверки, исходя из класса прочности материала печатной платы заказчика.
7. Краткое изложение основных преимуществ трехвалковых гибочных станков.
Суммируя:
Трехвалковые гибочные станки Это классическое оборудование для «непрерывной пластической гибки», обладающее такими преимуществами, как структурная стабильность, высокая несущая способность, экономичность и широкий диапазон обрабатываемых процессов.
8. Типичные отрасли применения
- Производство сосудов высокого давления
- Башни ветряных турбин
- резервуары для хранения нефтехимической продукции
- Судостроение
- Трубопроводное проектирование
- Крупные стальные конструкции
9. Тенденции технологического развития
Направления дальнейшего развития:
- Полностью ЧПУ
- Сервоэлектрификация
- Автоматическая система компенсации
- Интеграция с лазерной резкой
- Интеграция с «умным заводом»
- Сбор данных и удаленное техническое обслуживание




